Parcours de l'outil de poche
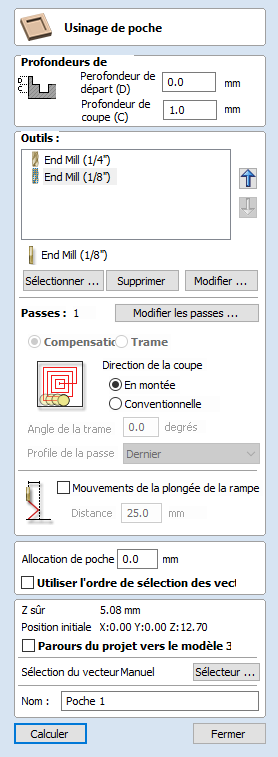
Le parcours de poche est utilisé pour enlever de grandes surfaces de matière. Il permet d'enlever les zones contenues dans les vecteurs sélectionnés.
 Profondeur de coupes
Profondeur de coupes
Profondeur initiale
Il précise la profondeur à partir de laquelle le parcours est calculé.
Lorsque l'on coupe directement dans la surface d'un travail, la profondeur de départ est souvent de 0. Si l'on coupe dans le fond d'une poche existante ou d'une région 3D, il faut saisir la profondeur.
Profondeur de coupe
La profondeur de la trajectoire de l'outil par rapport à la profondeur de départ.
Sélection d'outil
Dans le cheminement des outils de poche, vous pouvez sélectionner un nombre quelconque d'outils à utiliser pour effectuer votre poche. Lorsque plusieurs outils sont sélectionnés, le premier outil enlève autant de matière qu'il le peut, tous les outils suivants de la liste enlèveront autant de matière qu'ils le peuvent de toutes les zones non usinées précédemment. Si plusieurs outils sont sélectionnés, l'ordre des outils dans la liste doit correspondre à l'ordre dans lequel ils seront utilisés sur la machine.
Note
An allowance will always be left on for the final tool to remove.
Un clic sur le bouton ouvre la base de données des outils dans laquelle l'outil de dégagement requis peut être sélectionné et ajouté à la liste.
Cliquer sur le bouton supprime l'outil sélectionné de la liste.
Cliquer sur le bouton ouvre le formulaire de modification de l'outil qui permet de modifier les paramètres de coupe de l'outil sélectionné, sans changer les informations de base dans la base de données.
Cliquer sur les boutons fléchés haut et bas déplacera l'outil sélectionné respectivement vers le haut et vers le bas de la liste.
Contrôle de la profondeur de passage
Lorsqu'un parcours est créé, la valeur de la profondeur de passe associée à l'outil sélectionné (qui fait partie de la description de l'outil) est utilisée pour déterminer le nombre de passes nécessaires pour descendre à la profondeur de coupe spécifiée. Toutefois, par défaut, le logiciel modifiera également le pas précis jusqu'à 15 % dans l'une ou l'autre direction, si ce faisant il est en mesure de totaliser le nombre de passes nécessaires pour atteindre la profondeur de coupe souhaitée. Il est presque toujours souhaitable de bénéficier du temps d'usinage considérablement réduit de la coupe en utilisant si possible moins de passes. Néanmoins, il existe des cas où la réduction exacte pour une passe de profil donnée doit être contrôlée plus précisément - par exemple, lors de la découpe de matériaux laminés. La page de la section Passes indique le nombre de passes qui seront créées avec les paramètres actuels. Le bouton Modifier les passes... ouvre une nouvelle boîte de dialogue qui permet de régler directement le nombre et la hauteur spécifiques des passes.
Préciser les profondeurs de passage
La section Profondeurs des passes en haut du formulaire présente une liste des profondeurs des passes actuelles. L'espacement relatif des passes est indiqué dans le diagramme à côté de la liste. Pour sélectionner une valeur de profondeur dans la liste ou une ligne de profondeur sur le diagramme, cliquez avec le bouton gauche de la souris. La passe actuellement sélectionnée est surlignée en rouge sur le diagramme.
Pour modifier la profondeur de la passe sélectionnée, changez la valeur dans la boîte d'édition de la profondeur et cliquez sur Appliquer.
Le bouton Supprimer supprime la passe sélectionnée.
Le bouton Effacer toutes les passes supprimera toutes les passes.
Pour ajouter une nouvelle passe, double-cliquez avec le bouton gauche de la souris à l'endroit approximatif du diagramme des passes où vous souhaitez ajouter la passe. Une nouvelle passe sera ajoutée et automatiquement sélectionnée. Modifiez la valeur précise de la profondeur si nécessaire, puis cliquez sur Appliquer.
L'option Définir l'épaisseur de la dernière passe activera une boîte d'édition dans laquelle vous pourrez spécifier la dernière passe en termes d'épaisseur restante du matériau que vous souhaitez couper avec la dernière passe (au lieu de sa profondeur). C'est souvent une façon plus intuitive de spécifier cette valeur.
Utilitaires de la liste de profonceur de passage
Note
Setting the number of passes with either of these utilities will discard any custom passes you may have added.
La première méthode consiste simplement à définir les passes en fonction de la propriété "profondeur de passe" de l'outil sélectionné. Par défaut, c'est la méthode utilisée par Aspire lors de la création initiale des passes de profil. Toutefois, si l'option Conserver la profondeur de pas exacte de l'outil est cochée, le logiciel ne fera pas varier la taille des pas pour essayer d'optimiser le nombre de passages (voir ci-dessus).
La seconde méthode crée des passages espacés de façon régulière selon la valeur spécifiée dans la case d'édition Nombre de passages.
Pour appliquer l'une ou l'autre de ces méthodes, cliquez sur le bouton "Régler les passages" associé pour créer l'ensemble des profondeurs de passe qui en résulte dans la liste et le diagramme des passes.
Options stratégiques
Il y a deux choix quant au type de motif de remplissage qui sera utilisé pour dégager la zone à usiner avec le parcours de poche, le décalage et la trame.
Offset
Calcule un modèle de remplissage de la zone de dégagement décalé à usiner à l'intérieur du ou des vecteurs sélectionnés. Options pour la direction de coupe à être soit : Direction de coupe ascendante (CCW) Direction de coupe conventionnelle (CW).
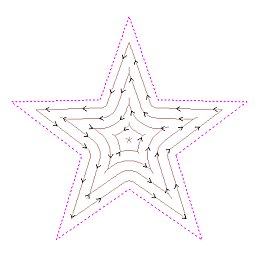
Note
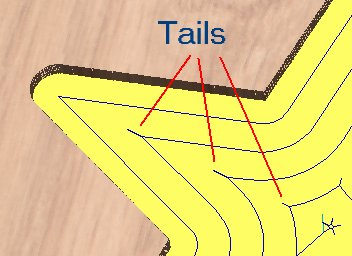
When the stepover for a pocket fill is greater than 50% of the cutter/tip diameter the software automatically adds 'Tail' moves to the corner regions on the toolpaths to ensure material is not left on the job. You can see these in the diagram of a star being pocket machined below:
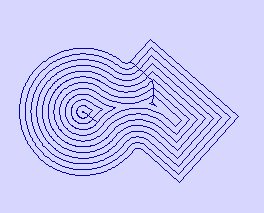
Raster
Calcule un modèle de remplissage de la zone de dégagement basé sur le Raster pour l'usiner à l'intérieur du ou des vecteurs sélectionnés. La direction de coupe ne s'applique qu'au passage du profil et peut être l'une ou l'autre :
- Direction de coupe en montée (CCW)
- Direction de coupe conventionnelle (CW)
Angle raster
Entre 0 et 90°, où 0° est parallèle à l'axe X et 90° parallèle à l'axe Y.
Passage de profil
Utilisé pour nettoyer le bord intérieur après avoir usiné la poche. Cela peut être fait soit avant le rasage (Premier), soit après le rasage (Dernier). Si l'option "Pas de passe de profil" est sélectionnée, vous devrez calculer une passe de profil manuellement pour usiner la poche à la taille voulue.
Tolérance de poche
Cette option vous permet de laisser du matériel à l'intérieur de la poche, qui sera retiré de la passe de profilage. Il est souvent très utile de s'assurer que le cutter ne marque pas la surface du bord de la poche lors de l'ébauche.
Entrée de la rampe
Le cutter peut être amené sur une certaine distance dans la poche au lieu de plonger verticalement. Cette approche réduit l'accumulation de chaleur qui endommage le cutter et réduit également la charge sur la broche et les roulements de l'axe z.
Utiliser l'ordre de sélection des vecteurs
Si cette option est cochée, les poches ✓ seront usinées dans l'ordre que vous avez choisi. Si l'option n'est pas cochée, le programme optimisera l'ordre pour réduire le temps d'usinage.
Propriétés du poste et de la sélection
Z sûr
La hauteur au-dessus de la tâche à laquelle il est sûr de déplacer la lame à une vitesse d'avance rapide/max. Cette dimension peut être modifiée en ouvrant le formulaire de configuration du matériel.
Position initiale
Position de et vers laquelle l'outil se déplacera avant et après l'usinage. Cette dimension peut être modifiée en ouvrant le formulaire de configuration du matériau.
Parcours du projet vers le modèle 3D
Cette option n'est disponible que si un modèle 3D a été défini. Si cette option est cochée, ✓ après que le parcours de l'outil ait été calculé, il sera projeté (ou "déposé") en Z sur la surface du modèle 3D. La profondeur du parcours original sous la surface du matériau sera utilisée comme la profondeur projetée sous la surface du modèle.
Sélection de vecteurs
Cette zone de la page de parcours vous permet de sélectionner automatiquement les vecteurs à usiner en utilisant les propriétés ou la position du vecteur. C'est également la méthode par laquelle vous pouvez créer des modèles de parcours pour réutiliser vos paramètres de parcours sur des projets similaires à l'avenir. Pour plus d'informations, voir les sections Sélecteur de vecteur et Modèles avancés de parcours d'outil.
Nom
Le nom du parcours peut être saisi ou le nom par défaut peut être utilisé.