Parcours d'outil du profil 2D
L'usinage de profil est utilisé pour couper autour ou le long d'un vecteur. Les options offrent la possibilité de découper des formes à l'aide d'onglets / ponts optionnels, plus une sur-découpe / sous-découpe pour assurer une qualité d'arête parfaite.
Les profils de parcours d'outils peuvent être extérieurs, intérieurs ou sur les vecteurs sélectionnés, en compensant automatiquement le diamètre et l'angle de l'outil pour la profondeur de coupe choisie.
Lorsque vous travaillez avec des vecteurs ouverts, les parcours d'outils de profil peuvent être à gauche, à droite ou sur les vecteurs sélectionnés.
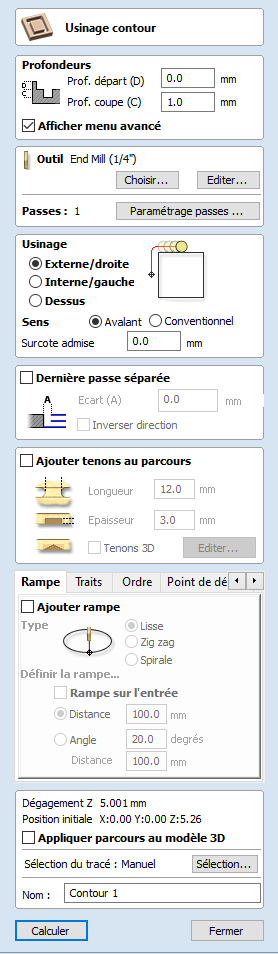
Un clic sur cette icône ouvre le formulaire de parcours d'outil de profil 2D qui est affiché à droite ; les fonctions de ce formulaire sont décrites dans les pages suivantes.
Si vous avez des vecteurs qui sont imbriqués (comme la lettre "O"), le programme déterminera automatiquement l'imbrication et coupera le côté correct des vecteurs intérieurs et extérieurs. En outre, le programme coupera toujours les vecteurs intérieurs avant les vecteurs extérieurs pour s'assurer que la pièce reste attachée au matériau d'origine aussi longtemps que possible.
 Profondeur de coupes
Profondeur de coupes
Profondeur initiale
Il précise la profondeur à partir de laquelle le parcours est calculé.
Lorsque l'on coupe directement dans la surface d'un travail, la profondeur de départ est souvent de 0. Si l'on coupe dans le fond d'une poche existante ou d'une région 3D, il faut saisir la profondeur.
Profondeur de coupe
La profondeur de la trajectoire de l'outil par rapport à la profondeur de départ.
Contrôle de la profondeur de passage
Lorsqu'un parcours est créé, la valeur de la profondeur de passe associée à l'outil sélectionné (qui fait partie de la description de l'outil) est utilisée pour déterminer le nombre de passes nécessaires pour descendre à la profondeur de coupe spécifiée. Toutefois, par défaut, le logiciel modifiera également le pas précis jusqu'à 15 % dans l'une ou l'autre direction, si ce faisant il est en mesure de totaliser le nombre de passes nécessaires pour atteindre la profondeur de coupe souhaitée. Il est presque toujours souhaitable de bénéficier du temps d'usinage considérablement réduit de la coupe en utilisant si possible moins de passes. Néanmoins, il existe des cas où la réduction exacte pour une passe de profil donnée doit être contrôlée plus précisément - par exemple, lors de la découpe de matériaux laminés. La page de la section Passes indique le nombre de passes qui seront créées avec les paramètres actuels. Le bouton Modifier les passes... ouvre une nouvelle boîte de dialogue qui permet de régler directement le nombre et la hauteur spécifiques des passes.
Préciser les profondeurs de passage
La section Profondeurs des passes en haut du formulaire présente une liste des profondeurs des passes actuelles. L'espacement relatif des passes est indiqué dans le diagramme à côté de la liste. Pour sélectionner une valeur de profondeur dans la liste ou une ligne de profondeur sur le diagramme, cliquez avec le bouton gauche de la souris. La passe actuellement sélectionnée est surlignée en rouge sur le diagramme.
Pour modifier la profondeur de la passe sélectionnée, changez la valeur dans la boîte d'édition de la profondeur et cliquez sur Appliquer.
Le bouton Supprimer supprime la passe sélectionnée.
Le bouton Effacer toutes les passes supprimera toutes les passes.
Pour ajouter une nouvelle passe, double-cliquez avec le bouton gauche de la souris à l'endroit approximatif du diagramme des passes où vous souhaitez ajouter la passe. Une nouvelle passe sera ajoutée et automatiquement sélectionnée. Modifiez la valeur précise de la profondeur si nécessaire, puis cliquez sur Appliquer.
L'option Définir l'épaisseur de la dernière passe activera une boîte d'édition dans laquelle vous pourrez spécifier la dernière passe en termes d'épaisseur restante du matériau que vous souhaitez couper avec la dernière passe (au lieu de sa profondeur). C'est souvent une façon plus intuitive de spécifier cette valeur.
Utilitaires de la liste de profonceur de passage
Note
Setting the number of passes with either of these utilities will discard any custom passes you may have added.
La première méthode consiste simplement à définir les passes en fonction de la propriété "profondeur de passe" de l'outil sélectionné. Par défaut, c'est la méthode utilisée par Aspire lors de la création initiale des passes de profil. Toutefois, si l'option Conserver la profondeur de pas exacte de l'outil est cochée, le logiciel ne fera pas varier la taille des pas pour essayer d'optimiser le nombre de passages (voir ci-dessus).
La seconde méthode crée des passages espacés de façon régulière selon la valeur spécifiée dans la case d'édition Nombre de passages.
Pour appliquer l'une ou l'autre de ces méthodes, cliquez sur le bouton "Régler les passages" associé pour créer l'ensemble des profondeurs de passe qui en résulte dans la liste et le diagramme des passes.
Vecteurs de machines...
Il existe trois options pour déterminer la position de l'outil par rapport aux vecteurs sélectionnés.
A l'extérieur

A l'intérieur

Sur
Direction
Peut être réglé sur l'usinage conventionnel ou l'usinage en montée où la direction de coupe dépend de la stratégie choisie - voir ci-dessus pour plus de détails. L'utilisation de l'usinage conventionnel ou en montée sera largement dictée par le matériau à usiner et l'outillage.
Tolérance de déplacement
Une tolérance peut être spécifiée pour surcouper (le nombre négatif coupe plus petit) ou sous-couper (les nombres positifs coupent plus grand) la forme sélectionnée. Si la tolérance est égale à 0, les parcours d'outils seront usinés à la taille exacte.
Séparer le dernier passage
Une tolérance distincte peut être prévue pour le dernier passage. Si cette marge est accordée, toutes les passages, sauf le dernier, seront réduits par la marge spécifiée, le dernier passage étant le seul qui soit conforme à la taille.
Note
This is intended to be just a thin skin of material to be cut away as the tool will have to cut through this allowance at the full depth of the cut where all the previous passes undercut. There will be a warning displayed if the last pass allowance is greater than 1/3rd of the tool diameter but the last pass allowance should ideally be kept a lot smaller than this. Keeping this as small as possible reduces the chances the final pass will fit in areas where the previous passes will not and reduces the amount of material the last pass is having to cut through. If using a last pass allowance for the toolpath you should check that you are happy with the amount of material left for the last pass to cut through. The toolpath will fail to calculate if the last pass is cutting a significant distance into material which has not been cleared by the previous passes.
Si le bouton "Inverser le sens" est coché ✓, le sens de coupe du dernier passage est inversé. Cette fonction peut être utile pour minimiser les marques de témoins sur le bord des coupes de profil.
L'allocation du dernier passage tiendra également compte de tout décalage d'allocation et les deux options peuvent donc être utilisées ensemble.
Utiliser le point de départ du vecteur
Utiliser le point de départ peut être sélectionné pour forcer le parcours de l'outil à plonger et commencer à couper au premier point de la forme. C'est très utile si vous voulez vous assurer que le ciseau ne plonge pas sur une partie critique du travail. Par exemple, le point de départ situé dans un coin est souvent la meilleure position pour plonger et découper, car il ne laisse pas de marque de témoin ou d'arrêt sur la surface usinée.
Les points de départ sont affichés sous forme de cases vertes sur tous les vecteurs lorsque cette option est sélectionnée. Le point de départ sur un vecteur peut être déplacé à l'aide des outils d'édition des nœuds. Sélectionnez le curseur d'édition de nœud ou appuyez sur N. Placez le curseur sur le nœud à utiliser comme point de départ. Cliquez sur le bouton droit de la souris et sélectionnez faire point de départ (ou appuyez sur P). Souvenez-vous que vous pouvez également insérer un nouveau point n'importe où sur un vecteur en utilisant le menu droit de la souris ou en appuyant sur la lettre P - cela insérera un nouveau point et en fera le point de départ.
Note
Selecting Use Start Point may result in less efficient toolpaths (increased cutting times) because it may take the machine longer to move between each shape being cut. If this option is not selected the software will try to calculate the shortest toolpath, minimizing the distance between link up moves. But the downside is that the cutter may plunge/mark important surfaces on the machined edge.
Onglets (Ponts)
Des onglets sont ajoutés aux formes vectorielles ouvertes et fermées pour maintenir les pièces en place lors de leur découpe dans le matériau.
Ajouter des onglets au parcours
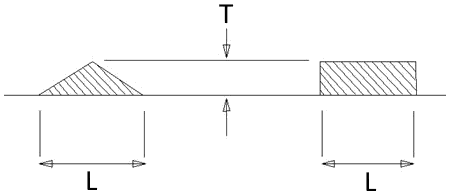
En cochant ✓, l'option Add tabs activera la création d'onglets pour ce parcours. La Longueur et l'Epaisseur spécifient la taille de chaque onglet. En cochant ✓, l'option Create 3D Tabs (Créer des onglets en 3D) créera des onglets en 3D, la différence entre ces derniers et les onglets en 2D est décrite ci-dessous
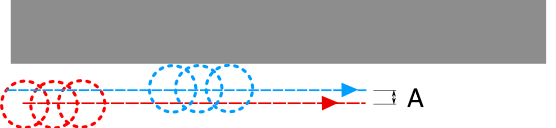
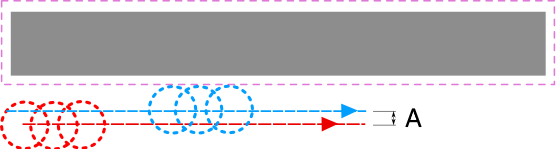
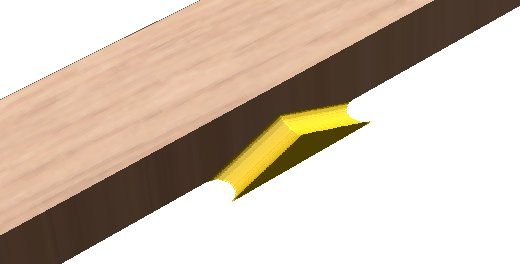
Créer des onglets 3D
Lorsque cette option est sélectionnée, l'onglet sera triangulaire en section. Cette forme est créée lorsque la lame monte jusqu'à l'épaisseur d'onglet spécifiée puis descend de l'autre côté. Les onglets 3D permettent souvent à la machine de fonctionner plus rapidement et plus facilement car elle n'a pas besoin de s'arrêter pour se déplacer en Z au début et à la fin de chaque onglet.
Si cette option n'est pas cochée, les onglets 2D seront utilisés. La lame s'arrête au point de départ de chaque onglet, se soulève verticalement selon l'épaisseur spécifiée, traverse la rampe, s'arrête et plonge de l'autre côté.
Options de profil
La section Options de profilage du formulaire de parcours contient cinq pages supplémentaires, chacune permettant de spécifier un ensemble particulier d'options d'usinage de profil. Le nombre précis de pages d'options dépendra de la stratégie de parcours que vous utilisez actuellement. La gamme complète des pages d'options est la suivante :
. Rampes
. Pistes
. Commander
. Commencer à
. Les coins
Ils permettent de contrôler les moyens de s'assurer que les pièces sont maintenues en place et usinées aussi facilement que possible tout en garantissant une finition des bords de la plus haute qualité.
Chaque ensemble d'options est accessible par les onglets situés en haut de la section "Options de profil".
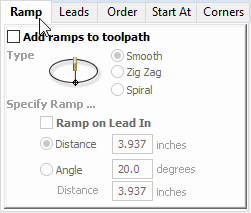
Rampes
Les mouvements de rampe sont utilisés pour éviter que la lame ne plonge verticalement dans le matériau. La lame coupe progressivement à un angle tombant dans le matériau, ce qui réduit considérablement l'usure de la lame, l'accumulation de chaleur et également la charge sur l'axe de la lame et l'axe Z de la machine. Si plusieurs passages sont nécessaires parce que la profondeur de passage est inférieure à la profondeur de coupe, les mouvements de rampe sont appliqués au début de chaque niveau. Tous les mouvements de rampe sont effectués à la vitesse de plongée sélectionnée pour l'outil actuel.
Uniforme
Cette option crée une rampe d'accès lisse au matériau en utilisant soit la distance soit l'angle spécifié.
Lorsqu'une distance d'entrée a été spécifiée, l'option Rampe d'entrée désactive les options de distance et d'angle et limite automatiquement les mouvements de la rampe pour qu'elle ne soit que sur la partie de la trajectoire d'entrée.
Zig Zag
Cette option permet d'entrer dans le matériau en zig-zag en utilisant soit la distance spécifiée, soit l'angle et la distance.
L'option Distance s'introduit dans le matériau en zigzagant dans une direction sur la distance spécifiée, puis en zigzagant vers l'arrière sur la même distance.
L'option Angle est généralement utilisée pour les lames qui ne peuvent pas plonger verticalement mais qui ont un angle d'entrée spécifié par le fabricant.
Spirale
Cocher ✓ cela crée une rampe en spirale continue, celles-ci ne sont disponibles que lorsque le parcours d'outil n'inclut pas de plomb dans les mouvements.
Cette option pénètre dans le matériau sur toute la circonférence du passage de profil. L'angle est automatiquement calculé pour passer du point de départ à la profondeur totale sur la distance du périmètre autour du travail.
La vitesse à laquelle la lame pénètre dans le matériau est déterminée par la profondeur de passage spécifiée pour la lame. Par exemple, le profilage en spirale de 0,5 pouce de profondeur avec une lame qui a une profondeur de passage de 0,5 ou plus descendra en spirale vers le bas en 1 passage. La modification de la profondeur de passage à 0,25 pouce entraîne les 2 passages en spirale autour du profil.
Guide
Les mouvements d'entrée/sortie peuvent être ajoutés aux parcours de profilage pour éviter de marquer les bords des composants avec des marques d'arrêt qui sont généralement créées lorsqu'un outil est plongé verticalement sur le bord du travail.
Guide ligne droite
Cette option crée une avance linéaire sur la trajectoire de la lame en utilisant l'angle et la distance de la longueur de l'avance spécifiés.
Le parcours de l'outil mènera à l'arête sélectionnée à l'angle spécifié.
En cochant ✓, l'option faire le guide permet d'ajouter une avance de sortie à la fin du parcours de l'outil à partir de l'arête usinée.
La distance de dépassement oblige l'outil à usiner au-delà du point de départ et est souvent utilisée pour aider à produire une meilleure qualité d'arête sur les pièces.
Guide circulaire
Cette option permet de créer un arc de cercle sur le parcours en utilisant le rayon et la distance de la longueur de l'arc spécifiés.
Le parcours d'outil s'incurvera sur l'arête sélectionnée, tangent à la direction du vecteur au point où il atteint l'arête géométrique réelle.
En cochant l'option ✓ faire le guide, cela permet d'ajouter une avance de sortie à la fin du parcours d'outil à partir de l'arête usinée.
La distance de dépassement oblige l'outil à usiner au-delà du point de départ et est souvent utilisée pour aider à produire une meilleure qualité d'arête sur les pièces.
Ordre
L'onglet "Ordre" vous permet de spécifier les approches que le programme utilisera pour déterminer le meilleur ordre pour couper vos vecteurs. Vous pouvez spécifier plusieurs options, auquel cas le programme calculera le résultat de l'utilisation de chaque option et sélectionnera celle qui donne le temps d'usinage le plus court.
Ordre de sélection des vecteurs
Cette option permet d'usiner les vecteurs dans l'ordre dans lequel vous les avez sélectionnés. Si vous avez des vecteurs les uns dans les autres (comme dans la lettre "O"), le vecteur intérieur sera toujours usiné avant le vecteur extérieur, quel que soit l'ordre de sélection.
De gauche à droite
Cette option permet de réunir d'abord les parties situées à gauche du matériau et de les déplacer vers la droite.
Du bas vers le haut
Cette option permet de joindre d'abord les parties du bas du matériau et de remonter vers le haut.
Grille
Cette option associera l'utilisation d'une approche basée sur une grille à la taille de la grille en fonction de la taille des pièces. L'algorithme tentera de réunir les parties dans une section particulière de la grille avant de passer à l'étape suivante.
Commencer depuis
Conserver les points de départ actuels
Le point de départ du vecteur dictera le début du parcours de l'outil.
Optimiser les points de départ
Le logiciel tentera automatiquement d'optimiser chaque poste de départ du profil en fonction de la vitesse d'exécution du travail.
Le plus proche de la boîte de délimitation
Influencez le point de départ en définissant la partie de la boîte de délimitation du vecteur profilé près de laquelle il doit commencer.
Cela permettra de rechercher le point le plus proche, parmi tous les points d'extrémité des travées, et de démarrer le parcours à partir de ce point.
Propriétés du poste et de la sélection
Z sûr
La hauteur au-dessus de la tâche à laquelle il est sûr de déplacer la lame à une vitesse d'avance rapide/max. Cette dimension peut être modifiée en ouvrant le formulaire de configuration du matériel.
Position initiale
Position de et vers laquelle l'outil se déplacera avant et après l'usinage. Cette dimension peut être modifiée en ouvrant le formulaire de configuration du matériau.
Parcours du projet vers le modèle 3D
Cette option n'est disponible que si un modèle 3D a été défini. Si cette option est cochée, ✓ après que le parcours de l'outil ait été calculé, il sera projeté (ou "déposé") en Z sur la surface du modèle 3D. La profondeur du parcours original sous la surface du matériau sera utilisée comme la profondeur projetée sous la surface du modèle.
Sélection de vecteurs
Cette zone de la page de parcours vous permet de sélectionner automatiquement les vecteurs à usiner en utilisant les propriétés ou la position du vecteur. C'est également la méthode par laquelle vous pouvez créer des modèles de parcours pour réutiliser vos paramètres de parcours sur des projets similaires à l'avenir. Pour plus d'informations, voir les sections Sélecteur de vecteur et Modèles avancés de parcours d'outil.
Nom
Le nom du parcours peut être saisi ou le nom par défaut peut être utilisé.