スレッドミル工具経路
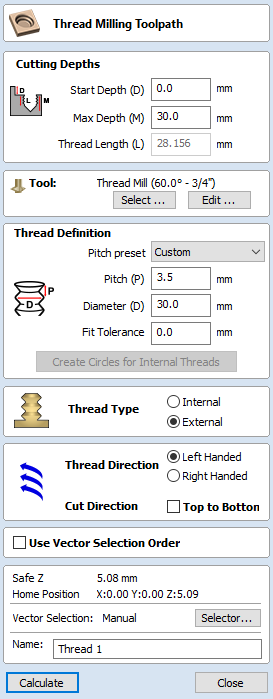
スレッドミル工具経路は、以下のねじを作成します。
- 雌ねじ:ねじ加工されたボルトをねじ込む先です。
- 雄ねじ:ボルトの外側のねじ部です。
これは特殊な実工具とヘリカル工具経路を使用して実行します。
工具経路を使用するには、ねじ加工されたパーツを作成するベクトルを選択します。これらのベクトルの中心が、ねじ加工されるパーツの中心を定義するために使用されます。
必要なねじタイプに一致するパラメータを設定し、計算をクリックして工具経路を作成します。
 工具選択
工具選択
選択ボタンをクリックすると、工具データベースが開きます。ここから使用する工具を選択することができます。
編集ボタンをクリックすると、[工具編集]フォームが開きます。このフォームでは、データベースのマスター情報を変更せずに、選択工具の加工パラメーターを変更することができます。
スレッドミル工具経路は、2種類の工具をサポートします。
シングルポイント工具
シングルポイント工具の使用時には、作成される工具経路はらせん状になります。サイドのカッターが素材を除去してねじを形成します。
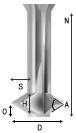
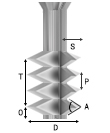
上図のように、シングルポイントのスレッドミル工具は、三角の加工フェースを持つことが想定されています。この三角形は工具シャンクから突出した工具の部分で、ここで素材を除去します。
工具定義には以下のフィールドが必要です。
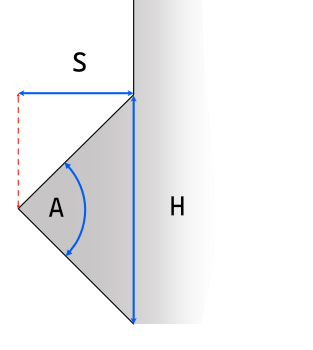
- S:工具サイズで、工具加工部の水平サイズです。
- H:工具高さで、カッターフェースの最も幅が広い部分の垂直高さです。
- D:工具直径で、先端から先端まで測定されたカッターの直径です。
- A:工具角度で、工具の内部角度です。
- O:工具オフセットで、工具底部とカッター先端間の距離です。これは、常に工具サイズの半分より大きくなります。一部の工具は、この値を超過するように追加のオフセットがあります。
工具高さ、工具サイズ、工具角度はすべて連動するフィールドです。つまり、いずれかの値を変更するとその他の値も変更される場合があります。例えば工具高さを変更して工具角度を変更しない場合、工具サイズの変更が必要になります。工具データベース内の工具を編集する場合、この変更は自動的に行われます。
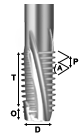
マルチポイント工具
スレッドミルにマルチポイント工具を使用することができます。マルチポイントは、単一ヘリカル動作でシングルスタイルのねじを加工するためにデザインされています。この場合、より効率的に単一動作ですべてのねじ部が加工されます。ただしシングルポイント工具とは異なり、異なるピッチの異なるねじの加工はできません。
また、シングルポイント工具に必要な寸法に加え、マルチポイント工具ではねじ部の長さの指定が必要です。これは最初から最後の加工刃間のピーク間の距離として定義されます。
利点と欠点
- シングルポイント工具では、より多様なねじの加工が可能です。加工パスを圧縮または延長し、異なるピッチのねじを作成することができます。
- シングルポイント工具では加工に時間がかかります。単一加工エッジで全ねじ部の加工が必要なため、同等のマルチポイント工具に比べて時間がかかります。
- 大型のウッドワークスタイルのジョブでは、適切なサイズのマルチポイント工具がない場合があります。
- 標準サイズのねじの加工では、マルチポイント工具は適切な間隔で容易に使用可能です。
- ソフトウェアではマルチポイント工具のピッチを変更できないため、工具経路のねじ部の長さは工具のねじ部の最長に指定される必要があります。
スレッド定義
既定ピッチ
複数のピッチの既定規格から選択することができます。この規格は、メトリック単位ではISOメトリックねじ規格、インチ単位ではユニファイねじ規格に基づきます。
いずれかのオプションを選択すると、適切な値でピッチフィールドが記入されます。雄ねじの選択時には、フィット許容誤差フィールドもピッチに適切なデフォルト値で記入されます。この許容誤差は変更可能ですが、通常では滑らかにスピンするねじの作成に必要です。
ピッチ
ピッチはねじ山の間の相違を表します。
直径
各ねじは2つの直径を持ちます。これらは個別のピークでねじの貫通部です。
フォームの直径はねじ関する最大直径で、時より大直径と呼ばれます。
フィット許容誤差
フィット許容誤差はネジがフィットする堅さを制御します。正の許容誤差を設定すると、工具はわずかに深めにねじを加工します。
多くの場合、ねじが滑らかにスピンするように多少の許容誤差が適用されます。一般的にフィット許容誤差は雄ねじに適用されますが、必要に応じて雌ねじと雄ねじの両方に適用することもできます。
雌ねじ用に円を作成
雌ねじの加工時には、ねじの内側領域の除去に別の工具が必要になる場合があります。ボタンを使用して、安全に除去可能な領域を容易に算出することができます。これにより、当該領域を加工するポケット工具経路の適用が可能な円を作成することができます。
ねじタイプ
以下の2種類のねじを作成することができます。
- 雌ねじ:ナット、ネジ付き穴など、コネクタの雌部です。
- 雄ねじ:ボルトなど、コネクタの雄部です。
方向
ねじ方向
右手と左手から選択可能です。これにより、ねじのスパイラルの方向を時計回りと反時計回りのいずれかに指定します。
加工方向
加工方向は、工具経路の加工を上向きまたは下向きのスパイラルとして指定します。
これは、スピンドルの方向、工具、希望する仕上げに基づいて選択します。
作成されるねじ
スレッドミル工具経路に作成されるねじは、ねじのISO規格に基づきます。規格に関する詳細は、こちらを参照してください。
これは60度の工具にに基づきます。別の角度の工具も利用できますが、通常では60度の工具が最良の結果をもたらします。
この規格を使用すると、作成されるねじに平坦領域ができます。
ベクトルの選択順を使用
このオプションの選択時(✓)には、選択された順序でベクトルが加工されます。オプションが未選択の場合は、プログラムが加工時間を削減するために最適化されます。
位置と選択プロパティ
安全高さ
安全にカッターを早送り / 最大送り速度で移動できるジョブ上の高さです。この値は素材設定フォームから変更可能です。
ホーム位置
加工前後に工具が移動する位置です。この値は素材設定フォームから変更可能です。
ベクトル選択
工具経路ページのこの領域では、ベクトルのプロパティまたは位置を使用して、加工を行うベクトルを自動選択することができます。これは、今後の類似したプロジェクトで工具経路設定を再利用するために、工具経路テンプレートを作成する方法でもあります。詳細は、ベクトル選択とアドバンス工具経路テンプレートを参照してください。
Name
The name of the toolpath can be entered or the default name can be used.