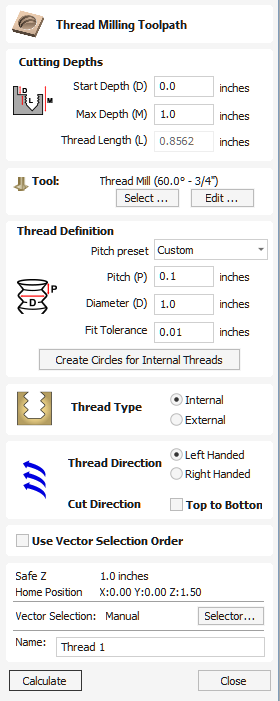
スレッドミル工具経路
スレッドミリングツールパスは以下を生成します。
- 雌ねじ、つまり、ねじ付きボルトをねじ込むことができるもの。
- おねじ、つまりボルトの外側のねじ。
これは、特別な物理ツールと螺旋ツールパスを使用して行われます。
ツールパスを使用するには、ねじパーツを作成するベクターを選択します。これらのベクトルの中心は、ねじ部品の中心を定義するために使用されます。
必要なねじのタイプに一致するようにパラメータを設定し、計算を押してツールパスを作成します。
実際の動作を確認するには、このビデオをご覧ください。
 加工深さ
加工深さ
開始深さ(D)
開始深さ (D) は、ねじ切りフライス加工ツールパスが計算される深さを指定します。ジョブの表面を直接カットする場合、開始深さは多くの場合 Z0 になります。既存のポケットまたは段差領域の底部を加工する場合、開始するポケット/段差の深さをここに入力する必要があります。
最大深さ (M)
最大深さは、ねじ切りが切り詰められる開始深さより下の最も深い深さです。
ねじ長さ(L)
ねじの長さは、ねじがねじ穴のどのくらい深くまで切り込まれるかを表します。この値は常に最大深さより小さくなり、使用しているねじ切りツールの最大深さと歯のオフセット、およびねじのピッチから自動的に計算されます。
工具選択
選択ボタンをクリックすると、工具データベースが開きます。ここから使用する工具を選択することができます。
編集ボタンをクリックすると、[工具編集]フォームが開きます。このフォームでは、データベースのマスター情報を変更せずに、選択工具の加工パラメーターを変更することができます。
スレッドミル工具経路は、2種類の工具をサポートします。
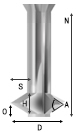
シングルポイント工具
シングルポイントツールを使用する場合、作成されたツールパスはらせんを形成します。側面のカッターは素材を除去してねじ山を形成します。
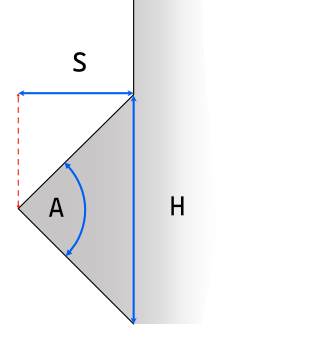
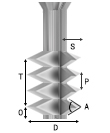
上の図に見られるように、単一尖頭スレッド ミル工具は三角形のすくい面を持つと想定されています。この三角形は、ツールのシャンクから突出して材料を除去するツールの部分です。
ツールの定義には次のフィールドが必要です。
- S - ツールのサイズ。工具の刃部の横サイズ
- H - ツールの高さ。カッター面の最も広い部分の垂直高さです。
- D - ツールの直径。カッターの先端から先端までを測定した直径。
- あ - ツール角度。工具の内角
- ○ - ツールのオフセット。工具の底部からカッターの先端までの距離です。常にツール サイズの半分より大きくなければなりません。一部のツールには追加のオフセットがあるため、この値を超える場合があります。
ツール高さ、ツール サイズ、およびツール角度はすべて関連フィールドです。 1 つを変更すると、別のものも変更される可能性があります。たとえば、ツールの高さを変更してもツールの角度が変わらない場合は、ツールのサイズを変更する必要があります。この変更は、ツール データベース内のツールを編集するときに自動的に行われます。
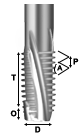
マルチポイント工具
スレッドミルにマルチポイント工具を使用することができます。マルチポイントは、単一ヘリカル動作でシングルスタイルのねじを加工するためにデザインされています。この場合、より効率的に単一動作ですべてのねじ部が加工されます。ただしシングルポイント工具とは異なり、異なるピッチの異なるねじの加工はできません。
また、シングルポイント工具に必要な寸法に加え、マルチポイント工具ではねじ部の長さの指定が必要です。これは最初から最後の加工刃間のピーク間の距離として定義されます。
利点と欠点
- シングルポイント工具では、より多様なねじの加工が可能です。加工パスを圧縮または延長し、異なるピッチのねじを作成することができます。
- シングルポイント工具では加工に時間がかかります。単一加工エッジで全ねじ部の加工が必要なため、同等のマルチポイント工具に比べて時間がかかります。
- 大型のウッドワークスタイルのジョブでは、適切なサイズのマルチポイント工具がない場合があります。
- 標準サイズのねじの加工では、マルチポイント工具は適切な間隔で容易に使用可能です。
- ソフトウェアではマルチポイント工具のピッチを変更できないため、工具経路のねじ部の長さは工具のねじ部の最長に指定される必要があります。
スレッド定義
既定ピッチ
複数のピッチの既定規格から選択することができます。この規格は、メトリック単位ではISOメトリックねじ規格、インチ単位ではユニファイねじ規格に基づきます。
いずれかのオプションを選択すると、適切な値でピッチフィールドが記入されます。雄ねじの選択時には、フィット許容誤差フィールドもピッチに適切なデフォルト値で記入されます。この許容誤差は変更可能ですが、通常では滑らかにスピンするねじの作成に必要です。
ピッチ
ピッチはねじ山の間の相違を表します。
直径
各ねじには 2 つの直径が関連付けられています。これらは、スレッドの山と谷のそれぞれです。
フォーム上の直径 (外径とも呼ばれる) は、ねじに関連付けられた最大の直径です。
フィット許容誤差
フィット許容誤差はネジがフィットする堅さを制御します。正の許容誤差を設定すると、工具はわずかに深めにねじを加工します。
多くの場合、ねじが滑らかにスピンするように多少の許容誤差が適用されます。一般的にフィット許容誤差は雄ねじに適用されますが、必要に応じて雌ねじと雄ねじの両方に適用することもできます。
雌ねじ用に円を作成
雌ねじを切断する場合、ねじ山の内側に別の工具を使用して除去する必要がある領域が生じる場合があります。どの領域を安全に削除できるかを計算するのは少し手間がかかるため、それを簡単にするために ボタンを押すと円が作成され、ユーザーはこの領域に ポケットツールパス を適用してこの領域をクリアできます。
ねじタイプ
以下の2種類のねじを作成することができます。
- 雌ねじ:ナット、ネジ付き穴など、コネクタの雌部です。
- 雄ねじ:ボルトなど、コネクタの雄部です。
方向
ねじ方向
右手と左手から選択可能です。これにより、ねじのスパイラルの方向を時計回りと反時計回りのいずれかに指定します。
加工方向
加工方向は、工具経路の加工を上向きまたは下向きのスパイラルとして指定します。
これは、スピンドルの方向、工具、希望する仕上げに基づいて選択します。
作成されるねじ
ねじ切りフライス加工ツールパスによって作成されるねじ山は、ねじ山の ISO 標準に基づいています。この規格の詳細については、 ここを参照してください。これは 60 度の角度を持つツールに基づいており、他の角度のツールの使用を妨げるものではありませんが、60 度のツールを使用すると最適な結果が得られます。
この標準を使用した結果、作成されたスレッドには予想どおり平らな領域が含まれます。
ベクトルの選択順を使用
このオプションがチェックされている場合、✓ ベクトルは選択した順序で加工されます。このオプションがチェックされていない場合、プログラムは順序を最適化して加工時間を短縮します。
位置と選択のプロパティ
セーフZ
高速/最大送り速度でカッターを安全に動かすことができるジョブ上の高さ。この寸法は、マテリアル設定フォームを開いて変更できます。
ホームポジション
加工の前後にツールが移動する位置。この寸法は、マテリアル設定フォームを開いて変更できます。
ベクトル選択
ツールパス ページのこの領域では、ベクトルのプロパティまたは位置を使用して、加工するベクトルを自動的に選択できます。また、この方法を使用してツールパス テンプレートを作成し、将来同様のプロジェクトでツールパス設定を再利用することもできます。詳細については、セクション ベクトルセレクターと高度なツールパステンプレートを参照してください。
名前
ツールパスの名前を入力することも、デフォルトの名前を使用することもできます。