Taschen-Werkzeugpfad
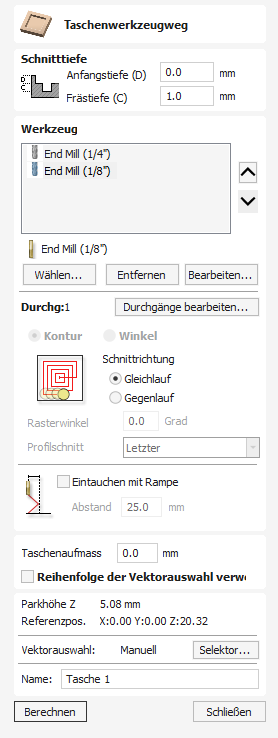
Der Taschen-Werkzeugpfad wird verwendet, um große Materialflächen abzutragen. Er entfernt die Bereiche innerhalb der ausgewählten Vektoren.
Watch this video to see this in action:
 Schnitttiefen
Schnitttiefen
Ausgangstiefe (D)
Dies gibt die Tiefe an, von der aus der Werkzeugweg berechnet wird.
Beim direkten Schneiden in die Oberfläche eines Werkstücks beträgt die Starttiefe häufig 0. Beim Bearbeiten des Bodens einer vorhandenen Tasche oder eines 3D-Bereichs muss die Tiefe eingegeben werden.
Frästiefe (C)
Die Tiefe des Werkzeugpfads im Verhältnis zur Starttiefe.
Werkzeugauswahl
Im Taschen-Werkzeugpfad können Sie alle Werkzeuge wählen, die Sie zum Erstellen von Taschen verwenden möchten. Wenn mehrere Werkzeuge gewählt werden, entfernt das erste Werkzeug so viel Material wie möglich, während alle folgenden Werkzeuge soviel Material wie möglich von den zuvor unbearbeiteten Bereichen entfernen. Wenn mehrere Werkzeuge gewählt werden, sollte die Reihenfolge der Werkzeuge in der Liste der Reihenfolge entsprechen, wie sie in der Maschine verwendet werden.
Hinweis
Es verbleibt immer eine Materialzugabe, die durch das letzte Werkzeug abgetragen wird.
Mit einem Klick auf die Schaltfläche öffnet sich die Werkzeug-Datenbank, aus der das benötigte Räumwerkzeug gewählt und zur Liste hinzugefügt werden kann.
Mit einem Klick auf die Schaltfläche wird das ausgewählte Werkzeug von der Liste entfernt.
Mit einem Klick auf die Schaltfläche wird das Menü "Werkzeug bearbeiten" geöffnet, mit dem die Schnittparameter für das ausgewählte Werkzeug angepasst werden können, ohne die Master-Informationen in der Datenbank zu verändern.
Wenn Sie auf die Schaltflächen mit den Pfeilen nach oben und unten klicken, verschieben Sie das ausgewählte Werkzeug in der Liste nach oben und unten.
Kontrolle der Passtiefe
Wenn ein Werkzeugweg erstellt wird, wird der mit dem ausgewählten Werkzeug verknüpfte Wert für die Durchlauftiefe (Teil der Werkzeugbeschreibung) verwendet, um die Anzahl der Durchläufe zu bestimmen, die zum Herunterfahren des Profils auf die angegebene Schnitttiefe erforderlich sind. Standardmäßig ändert die Software jedoch auch den genauen Schritt nach unten um bis zu 15 % in beide Richtungen, wenn sie dadurch die Gesamtzahl der Durchläufe erhöhen kann, die zum Erreichen der gewünschten Schnitttiefe erforderlich sind. Es ist fast immer wünschenswert, von der deutlich reduzierten Bearbeitungszeit beim Schneiden mit möglichst weniger Durchläufen zu profitieren. Dennoch gibt es einige Fälle, in denen der genaue Schritt nach unten für einen bestimmten Profildurchlauf genauer gesteuert werden muss – beispielsweise beim Schneiden in laminiertes Material. Die Abschnittsseite „Durchläufe“ gibt an, wie viele Durchläufe mit den aktuellen Einstellungen erstellt werden. Die Schaltflächeöffnet ein neues Dialogfeld, in dem die spezifische Anzahl und Höhe der Durchläufe direkt festgelegt werden kann.
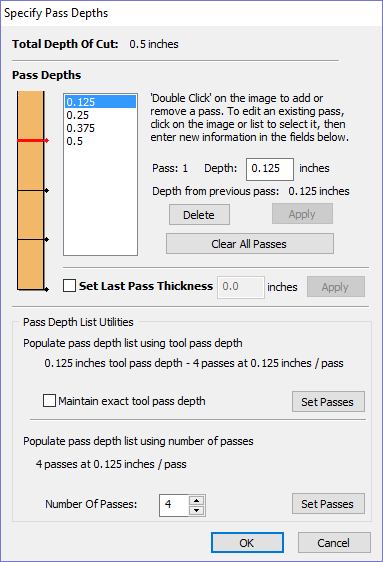
Festlegen der Durchgangstiefe
Der Abschnitt Passtiefen oben im Formular zeigt eine Liste der aktuellen Durchgangstiefen. Der relative Abstand der Durchgänge wird im Diagramm neben der Liste angezeigt. Klicken Sie mit der linken Maustaste auf einen Tiefenwert in der Liste oder auf eine Tiefenlinie im Diagramm, um ihn auszuwählen. Der aktuell ausgewählte Durchgang wird im Diagramm rot hervorgehoben.
Um die Tiefe des ausgewählten Durchgangs zu bearbeiten, ändern Sie den Wert im Bearbeitungsfeld „Tiefe“ und klicken Sie auf .
Mit der Schaltfläche wird der ausgewählte Pass gelöscht.
Mit der Schaltfläche „ Pässe“ werden alle Pässe gelöscht.
Um einen neuen Durchgang hinzuzufügen, doppelklicken Sie mit der linken Maustaste auf die ungefähre Position im Durchgangsdiagramm, an der Sie den Durchgang hinzufügen möchten. Ein neuer Durchgang wird hinzugefügt und automatisch ausgewählt. Bearbeiten Sie bei Bedarf den genauen Tiefenwert und klicken Sie dann auf .
Die Option Dicke des letzten Durchgangs festlegen aktiviert ein Bearbeitungsfeld, in dem Sie den letzten Durchgang in Bezug auf die verbleibende Dicke des Materials angeben können, das Sie mit dem letzten Durchgang schneiden möchten (anstatt in Bezug auf seine Tiefe). Dies ist oft eine intuitivere Möglichkeit, diesen Wert anzugeben.
Dienstprogramme für die Passtiefeliste
Hinweis
Wenn Sie die Anzahl der Durchgänge mit einem dieser Dienstprogramme festlegen, werden alle benutzerdefinierten Durchgänge verworfen, die Sie möglicherweise hinzugefügt haben.
Die erste Methode legt die Durchgänge einfach basierend auf der Eigenschaft „Schritttiefe“ des ausgewählten Werkzeugs fest. Dies ist standardmäßig die Methode, die Aspire beim anfänglichen Erstellen von Profildurchgängen verwendet. Wenn jedoch die Option „Genaue Schritttiefe beibehalten“ aktiviert ist, variiert die Software die Schrittgröße nicht, um zu versuchen, die Anzahl der Durchgänge zu optimieren (siehe oben).
Bei der zweiten Methode werden gleichmäßig verteilte Durchgänge basierend auf dem im Bearbeitungsfeld „Anzahl der Durchgänge“ angegebenen Wert erstellt.
Um eine der beiden Methoden anzuwenden, klicken Sie auf die Schaltfläche „Zugehörige Durchgänge festlegen“, um den resultierenden Satz von Durchgangstiefen in der Durchgangsliste und im Diagramm zu erstellen.
Strategie-Optionen
Für die Art des Filmmusters, dass verwendet wird, um die mit dem Taschen-Werkzeugpfad zu bearbeitende Fläche zu räumen, gibt es zwei Auswahlmöglichkeiten, Offset und Raster.
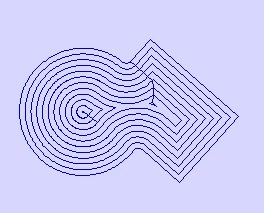
Versatz
Berechnet ein Füllmuster zum Räumen des Offsetbereichs, um innerhalb der ausgewählten Vektoren zu fräsen. Die Optionen für die Schnittrichtung sind entweder aufwärts (CCW) oder konventionell (CW).
Hinweis
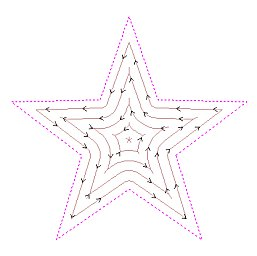
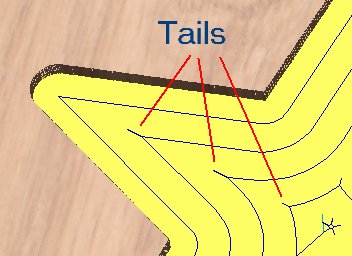
Wenn die Zustellung für eine Taschenfüllung 50 % des Durchmessers des Fräsers / der Spitze überschreitet, fügt die Software automatisch ‚End‘-Bewegungen für die Eckbereiche der Werkzeugpfad hinzu, um sicherzustellen, dass kein Material im Auftrag verbleibt. Diese können Sie unten im Diagramm der Taschenfertigung eines Sterns sehen:
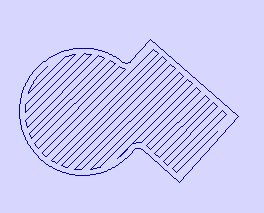
Raster
Berechnet ein rasterbasiertes Füllmuster zum Räumen einer Fläche, im innerhalb der ausgewählten Vektoren zu fräsen. Die Schnittrichtung gilt nur für den Profil-Bearbeitungsgang. Die Optionen hierfür sind:
- Aufwärts (CCW)
- Konventionell (CW)
Rasterwinkel
Zwischen 0 und 90°, wobei 0° parallel zu X-Achse und 90° parallel zur Y-Achse verlaufen.
Profil-Bearbeitungsgang
Wird verwendet, um nach Fertigung der Tasche die Innenkante zu säubern. Dies kann entweder vor (zuerst) oder nach dem Rastern (zuletzt) erfolgen. Wenn die Option 'Kein Profil-Bearbeitungsgang' ausgewählt wurde, müssen Sie manuell einen Profil-Bearbeitungsgang berechnen, um die Tasche auf Maß zu fräsen.
Hinweis:
Wenn Sie mehrere Werkzeuge verwenden, führt die Auswahl 'Kein Profil-Bearbeitungsgang' dazu, dass das nachfolgende Werkzeug Flächen bearbeitet, die ansonsten durch den Profil-Bearbeitungsgang geräumt worden wären.
Taschen-Toleranz
Diese Option wird verwendet, um Material auf der Innenseite der Tasche zu belassen, welches mit dem Profil-Bearbeitungsgang abgetragen wird. Dies ist oft sehr hilfreich, um sicherzustellen, dass der Fräser beim Schruppen keine Marken auf der Oberfläche der Taschenkante hinterlässt.
Schrägeintauchen
Der Fräser kann über eine bestimmte Entfernung schräg in die Tasche eintauchen, statt vertikal einzutauchen. Diese Herangehensweise reduziert die Hitzeentwicklung, die den Fräser beschädigt, außerdem wird die Last auf die Spindel und die Lager der Z-Achse verringert.
Vektor-Auswahlreihenfolge verwenden
Wenn diese Option ausgewählt ist ✓, werden die Taschen in der Reihenfolge gefertigt, in der sie diese ausgewählt haben. Wenn die Option nicht ausgewählt ist, optimiert das Programm die Reihenfolge, um die Fertigungszeit zu reduzieren.
Positions- und Auswahleigenschaften
Sicher Z
Die Höhe über dem Werkstück, in der der Fräser sicher mit Eilgang/maximaler Vorschubgeschwindigkeit bewegt werden kann. Diese Abmessung kann durch Öffnen des Formulars „Materialeinrichtung“ geändert werden.
Ausgangsposition
Position, von und zu der das Werkzeug vor und nach der Bearbeitung fährt. Diese Abmessung kann durch Öffnen des Formulars „Materialeinrichtung“ geändert werden.
Werkzeugweg auf 3D-Modell projizieren
Diese Option ist nur verfügbar, wenn ein 3D-Modell definiert wurde. Wenn diese Option aktiviert ist, ✓ wird der Werkzeugweg nach der Berechnung in Z auf die Oberfläche des 3D-Modells projiziert (oder „abgesetzt“). Die Tiefe des ursprünglichen Werkzeugwegs unter der Oberfläche des Materials wird als projizierte Tiefe unter der Oberfläche des Modells verwendet.
Hinweis:
Wenn ein Werkzeugpfad auf das 3D-Modell projiziert wird, wird seine Tiefe begrenzt, sodass er die Unterseite des Materials nicht überschreitet.
Vektorauswahl
In diesem Bereich der Werkzeugpfadseite können Sie automatisch Vektoren zur Bearbeitung anhand der Eigenschaften oder Position des Vektors auswählen. Mit dieser Methode können Sie auch Werkzeugpfadvorlagen erstellen, um Ihre Werkzeugpfadeinstellungen in Zukunft bei ähnlichen Projekten wiederzuverwenden. Weitere Informationen finden Sie in den Abschnitten Vektorauswahl und erweiterte Werkzeugwegvorlagen.
Name
Der Name des Werkzeugwegs kann eingegeben werden oder der Standardname kann verwendet werden.