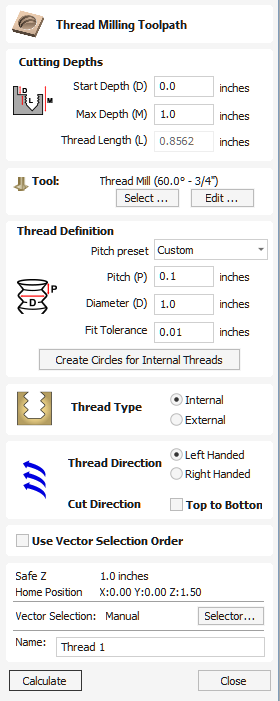
Gewindefräsen-Werkzeugpfad
Der Gewindefräs-Werkzeugweg erzeugt:
- Innengewinde, also etwas, in das man einen Gewindebolzen einschrauben kann.
- Außengewinde, also die Gewinde für die Außenseite einer Schraube.
Dies geschieht durch den Einsatz eines speziellen physikalischen Werkzeugs und eines spiralförmigen Werkzeugwegs.
Um den Werkzeugweg zu verwenden, wählen Sie die Vektoren aus, für die Sie Gewindeteile erstellen möchten. Die Mittelpunkte dieser Vektoren werden verwendet, um den Mittelpunkt des Gewindeteils zu definieren.
Stellen Sie die Parameter so ein, dass sie dem von Ihnen benötigten Gewindetyp entsprechen, und klicken Sie dann auf Berechnen, um den Werkzeugweg zu erstellen.
Sehen Sie sich dieses Video an, um es in Aktion zu sehen:
 Schnitttiefen
Schnitttiefen
Ausgangstiefe (D)
Starttiefe (D) gibt die Tiefe an, ab der der Gewindefräs-Werkzeugweg berechnet wird. Beim direkten Schneiden in die Oberfläche eines Auftrags beträgt die Starttiefe häufig Z0. Wenn Sie den Boden einer vorhandenen Tasche oder eines Stufenbereichs bearbeiten, muss hier die Tiefe der Tasche/Stufe eingegeben werden, von der aus Sie beginnen.
Maximale Tiefe (m)
Die maximale Tiefe ist die tiefste Tiefe unterhalb der Starttiefe, auf die das Gewindeschneiden reduziert wird.
Gewindelänge (L)
Die Gewindelänge gibt an, wie tief die Gewinde in das Gewindeloch hineinschneiden. Dieser Wert ist immer kleiner als die maximale Tiefe und wird automatisch aus der maximalen Tiefe und dem Zahnversatz des von Ihnen verwendeten Gewindeschneidwerkzeugs sowie der Steigung des Gewindes berechnet.
Werkzeugauswahl
Ein Klick auf die Schaltfläche "Auswählen" öffnet die Werkzeugdatenbank, über die Sie das benötigte Werkzeug auswählen können.
Ein Klick auf die Schaltfläche Edit öffnet das Menü "Werkzeug bearbeiten", über welches Sie die Schnittparameter für das gewählte Werkzeug anpassen können, ohne die grundlegenden Informationen in der Datenbank zu ändern.
Der Gewindefräsen-Werkzeugpfad unterstützt zwei Werkzeugtypen:
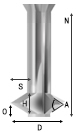
Einschneiden-Werkzeuge
Bei Verwendung eines Einzelpunktwerkzeugs bildet der erstellte Werkzeugweg eine Helix. Der seitliche Fräser entfernt Materialmaterial, um das Gewinde zu formen.
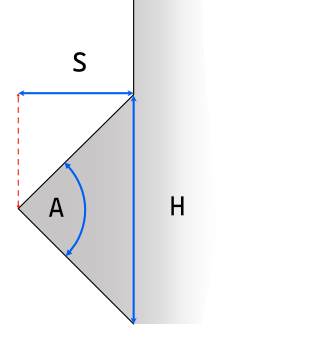
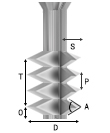
Wie im obigen Diagramm zu sehen ist, wird davon ausgegangen, dass ein einzelnes, spitzes Gewindefräswerkzeug eine dreieckige Schneidfläche hat. Dieses Dreieck ist der Teil des Werkzeugs, der vom Schaft des Werkzeugs absteht und Material abträgt:
Für die Definition des Tools sind folgende Felder erforderlich:
- S – Die Werkzeuggröße. Die horizontale Größe des Schneidteils des Werkzeugs
- H - Werkzeughöhe. Dies ist die vertikale Höhe des breitesten Teils der Schneidfläche
- D - Werkzeugdurchmesser. Der Durchmesser des Fräsers, gemessen von Spitze zu Spitze.
- A - Werkzeugwinkel. Der Innenwinkel des Werkzeugs
- Ö - Werkzeugversatz. Dies ist der Abstand zwischen der Unterseite des Werkzeugs und der Spitze des Fräsers. Es muss immer größer als die Hälfte der Werkzeuggröße sein. Einige Werkzeuge verfügen möglicherweise auch über einen zusätzlichen Versatz, sodass dieser Wert möglicherweise überschritten wird.
Die Felder „Werkzeughöhe“, „Werkzeuggröße“ und „Werkzeugwinkel“ sind alle verwandte Felder. Eine Veränderung kann eine andere verändern. Wenn Sie beispielsweise die Werkzeughöhe ändern und sich der Werkzeugwinkel nicht ändert, muss sich auch die Werkzeuggröße ändern. Diese Änderung erfolgt automatisch beim Bearbeiten der Werkzeuge innerhalb der Werkzeugdatenbank.
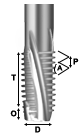
Mehrschneiden-Werkzeuge
Sie können zum Gewindefräsen ein Mehrschneiden-Werkzeug verwenden. Mehrschneiden-Werkzeuge wurden entwickelt, um mit einer einzelnen Spiralbewegung ein Gewinde wie bei einem Einschneidenwerkzeug zu fertigen. Sie schneiden für eine höhere Effizienz alle Gewindegänge in einer einzelnen Drehung. Im Gegensatz zu Einschneiden-Werkzeugen können sie jedoch keine Gewinde mit unterschiedlichen Steigungen fräsen.
Zusätzlich zu den Maßen, die für ein Einschneiden-Werkzeug erforderlich sind, wird für ein Mehrschneiden-Werkzeug auch die Gewindelänge benötigt. Hierbei handelt es sich um den Abstand von Spitze zu Spitze zwischen der ersten und der letzten Schneide.
Vor- und Nachteile
- Einschneiden-Werkzeuge sind flexibler bezüglich der Gewinde, die sie fräsen können. Die Abstände zwischen den Fräsbahnen können verändert werden, um Gewinde mit verschiedenen Steigungen zu fräsen.
- Einschneiden-Werkzeuge sind langsamer. Sie müssen alle Gewindegänge mit einer Schneide fertigen und sind daher um ein Vielfaches langsamer als Mehrschneiden-Werkzeuge.
- Bei großen Holzbearbeitungs-Aufträgen finden Sie wahrscheinlich keine Mehrschneiden-Werkzeuge in der richtigen Größe.
- Für Standardgewinde verfügt ein Mehrschneiden-Werkzeug über die passende Steigung und ist leicht zu verwenden.
- In der Software können Sie bei einem Mehrschneiden-Werkzeug die Steigung nicht verändern. Zudem darf die Gewindelänge des Werkzeugpfads die Länge des Werkzeugs nicht überschreiten.
Gewindedefinition
Steigungs-Voreinstellung
Sie können für die Steigung aus mehreren Standard-Voreinstellungen wählen. Die Standards basieren auf der ISO-Norm für metrische Gewinde oder dem Unified Thread Standard für Zollgewinde.
Wenn Sie eine dieser Optionen wählen, wird das Steigungsfeld mit dem richtigen Wert vorausgefüllt. Bei einem Außengewinde wird auch in das Feld für die Passungstoleranz ein für die Steigung geeigneter Wert eingetragen. Sie können diese Toleranz verändern. Für ein geschmeidig drehendes Gewinde ist jedoch eine gewisse Toleranz erforderlich.
Steigung
Die Steigung beschreibt den Abstand zwischen den Gewindezähnen.
Durchmesser
Jedem Gewinde sind zwei Durchmesser zugeordnet. Dies sind die jeweiligen Höhen und Tiefen des Fadens.
Der Durchmesser auf dem Formular (manchmal auch als Hauptdurchmesser bezeichnet) ist der größte mit dem Gewinde verbundene Durchmesser.
Passungstoleranz
Die Passungstoleranz bezeichnet, wie eng die Passung des Gewindes ist. Bei einer positiven Toleranz schneidet das Werkzeug das Gewinde ein wenig tiefer.
Fast alle praktischen Anwendungen erfordern eine gewisse Passungstoleranz, damit das Gewinde sich geschmeidig dreht. Im Allgemeinen werden die Außengewinde mit Passungstoleranz gefertigt. Bei Bedarf kann eine Passungstoleranz jedoch auf Innen- und Außengewinde angewendet werden.
Kreise für Innengewinde erstellen
Bei einem Innengewinde muss möglicherweise ein Bereich im Inneren des Gewindes mit einem anderen Werkzeug entfernt werden. Die Berechnung des Bereichs, der sicher entfernt werden kann, ist möglicherweise aufwändig. Um dies zu erleichtern, erstellen Sie über die Schaltfläche einen Kreis, den der Benutzer auf einen Taschen-Werkzeugpfad anwenden und diesen Bereich räumen kann.
Gewindeart
Sie können zwei verschiedene Gewindearten erstellen:
- Innengewinde – Gewinde für Aufnahmeteile von Verbindern, z. B. Muttern oder Gewindebohrungen.
- Außengewinde – Gewinde für die Bolzen von Verbindern, z. B. Schrauben.
Richtung
Gewinderichtung
Ein Gewinde kann entweder als Rechts- oder Linksgewinde ausgeführt sein. Dies legt die Drehrichtung des Gewindes im oder gegen den Uhrzeigersinn fest.
Schnittrichtung
Die Schnittrichtung legt fest, ob der Werkzeugpfad aufwärts oder abwärts gefräst wird.
Die ausgewählte Richtung hängt zum Teil von der Beziehung zwischen der Drehrichtung der Spindel, dem ausgewählten Werkzeug und der gewünschten Oberflächengüte ab.
Erstellte Gewinde
Die durch den Gewindefräsen-Werkzeugpfad erstellten Gewinde basieren auf der ISO-Norm für Gewinde. Weitere Informationen zu dieser Norm finden Sie hier. Sie basiert auf Werkzeugen mit einem Winkel von 60 Grad. Sie können zwar auch andere Werkzeuge verwenden, aber mit einem 60-Grad-Werkzeug erhalten Sie die besten Ergebnisse.
Wenn Sie nach dieser Norm arbeiten, erhalten Sie Gewinde, deren Abflachungen wie erwartet geformt sind:
Vektor-Auswahlreihenfolge verwenden
Wenn diese Option aktiviert ist, ✓ werden die Vektoren in der Reihenfolge bearbeitet, in der Sie sie ausgewählt haben. Wenn die Option nicht aktiviert ist, optimiert das Programm die Reihenfolge, um die Bearbeitungszeit zu verkürzen.
Positions- und Auswahleigenschaften
Sicher Z
Die Höhe über dem Werkstück, in der der Fräser sicher mit Eilgang/maximaler Vorschubgeschwindigkeit bewegt werden kann. Diese Abmessung kann durch Öffnen des Formulars „Materialeinrichtung“ geändert werden.
Ausgangsposition
Position, von und zu der das Werkzeug vor und nach der Bearbeitung fährt. Diese Abmessung kann durch Öffnen des Formulars „Materialeinrichtung“ geändert werden.
Vektorauswahl
In diesem Bereich der Werkzeugpfadseite können Sie automatisch Vektoren zur Bearbeitung anhand der Eigenschaften oder Position des Vektors auswählen. Mit dieser Methode können Sie auch Werkzeugpfadvorlagen erstellen, um Ihre Werkzeugpfadeinstellungen in Zukunft bei ähnlichen Projekten wiederzuverwenden. Weitere Informationen finden Sie in den Abschnitten Vektorauswahl und erweiterte Werkzeugwegvorlagen.
Name
Der Name des Werkzeugwegs kann eingegeben werden oder der Standardname kann verwendet werden.