Postprozessor-Bearbeitung
 Was macht ein Postprozessor?
Was macht ein Postprozessor?
Der Postprozessor ist der Abschnitt eines Programms, der die XYZ-Koordinaten für die Werkzeugbewegungen in ein Format umwandelt, das für einen bestimmten Router oder Fräswerkzeug geeignet ist. Dieses Dokument beschreibt im Detail, wie Sie die Konfigurationsdateien erstellen und bearbeiten, die die Ausgabe des Programms auf eine bestimmte Maschinensteuerung anpassen.
Im Folgenden finden Sie Abschnitte eines typischen Programms, das sowohl in G-Code als auch in HPGL verarbeitet wurde.
Ausgabe in G-Code
T1 M6
G17
G0 Z4.5000
G0 X0.0000 Y0.0000 S12000 M3
G0 X2.4567 Y7.8342 Z0.2500
G1 Z-0.0500 F5.0
G3 X3.3784 Y8.7559 I0.0000 J0.9218 F66.0
G3 X2.4567 Y9.6777 I-0.9218 J0.0000
G3 X1.5349 Y8.7559 I0.0000 J-0.9218
Ausgabe in HPGL
IN;PA;
PU2496,7960;
PD2496,7960;
AA2496,8896,90.000
AA2496,8896,90.000
AA2496,8896,90.000
AA2496,8896,90.000
PU2496,7960;
PU2496,6096;
Hersteller von Maschinensteuerungen passen das für bestimmte Maschinen erforderliche Dateiformat oft an, um die Steuerung auf die individuellen Eigenschaften der jeweiligen Maschine zu optimieren.
Der Vectric-Postprozessor verwendet einfache textbasierte Konfigurationsdateien, mit denen die Benutzer eine Konfigurationsdatei genau zuschneiden können, sollten sie dies wünschen.
Postprozessor-Abschnitte
Die Vectric-Postprozessoren sind für größere Klarheit in Abschnitte untergliedert. Schreiben Sie Ihre Postprozessoren auf eine ähnliche Weise, um Debugging zu vermeiden.
Dateikommentare
Ein Abschnitt, in dem Sie den Postprozessor beschreiben und Änderungen am Postprozessor dokumentieren können. Jede Zeile ist ein Kommentar und beginnt mit den Zeichen „+“ oder „|“.
+ Verlauf
+ Wer Wann Was
+ ======== ========== ===========================
+ Tony 14.07.2006 Geschrieben
+ Mark 26.08.2008 ATC-Befehle zusammengefasst, Spindelstopp bei TC
+================================================
Globale Dateianweisungen
Anweisungen sind Einheiten, die entweder nur einmalig verwendet werden oder in der gesamten Datei statische Werte haben. Schreiben Sie die Namen der Anweisungen zur Verdeutlichung in Großbuchstaben.
Anweisung | Ergebnis |
|---|---|
| Der Name, der in der Liste der Postprozessoren angezeigt wird |
| Die Erweiterung für diese Datei |
| Die Einheiten, die diese Datei ausgibt (INCHES oder MM) |
| Der Hersteller des Fräswerkzeugs hat einen Treiber bereitgestellt (im Normalfall einen Druckertreiber), der die NC-Dateiausgabe direkt akzeptieren kann (Ein Beispiel finden Sie unter Generic HPCL_Arcs.pp) |
| Gibt an, dass Eintauchbewegungen auf die Eintauchhöhe (Z2) (im Formular Materialeinrichtung festgelegt) schnelle Bewegungen sind |
| Die Steuersoftware verwendet eine Dokumentschnittstelle, die NC-Dateiausgaben direkt akzeptieren kann. |
| Die Bewegungen auf der Y-Achse werden um einen Zylinder mit dem angegebenen Durchmesser gewickelt. Die "Y"-Werte werden als "A" ausgegeben. |
| Die Bewegungen auf der X-Achse werden um einen Zylinder mit dem angegebenen Durchmesser gewickelt. Die "X"-Werte werden als "B" ausgegeben. |
| Die Spindeldrehzahl für diese Maschine wird als Bereich von Ganzzahlen zwischen 1 und 15 ausgegeben, welche für die tatsächliche Spindeldrehzahl in U/min steht (im genannten Beispiel zwischen 4500 und 15.000 U/min). Ein Beispiel finden Sie unter: Roland_MDX-40_mm.pp |
| Über diesen Befehl können Sie eine Zeichenausgabe innerhalb der Variable (zum Beispiel Diese Zeichen können paarweise eingegeben werden, Original - Ersetzt. Die Steuersoftware MACH 3 verwendet zum Beispiel Klammern als Kommentartrennzeichen und erlaubt keine verschachtelten Kommentare. Die meisten Werkzeuge in der Vectric-Werkzeugdatenbank verwenden im Bereich "Name" Klammern; wenn diese Namen ausgegeben werden, würde dies in Mach3 einen Fehler verursachen. Mit dem Befehl |
| Drehen: Aktiviert / Deaktiviert die Ausgabe der Vorschubgeschwindigkeit F im Vorschubmodus mit inverser Verzögerung. In diesem Modus sollen wir die Bewegungen nacheinander ausführen, getrennt durch die Anzahl F in Minuten. In GCode wäre dies ursprünglich G93, um in den inversen Verzögerungsmodus zu wechseln, oder G94, um den Modus "Einheiten pro Minute" einzustellen. |
| Gibt an, dass dieser Postprozessor Laser-Werkzeugpfade unterstützt (bei installiertem Lasermodul). |
| Optionaler minimaler Bogenradius. Bögen, deren Radien diesen Wert unterschreiten, werden durch eine einzelne gerade Bewegung ersetzt. |
| Optionaler maximaler Bogenradius. Bögen, deren Radien diesen Wert überschreiten, werden durch Polygone ersetzt. |
POST_BASE | Eine nicht mehr unterstützte Weise, den Inhalt eines anderen Postprozessors zu erben. Weitere Informationen finden Sie auf der Seite POST_BASE Migration. |
Bandtrennungs-Support
In diesem Abschnitt wird beschrieben, auf welche Weise eine lange Werkzeugpfad-Ausgabe getrennt wird:
TAPE_SPLITTING=MAX_NUM_LINES LINE_TOL "FILENAME_FORMAT" START_INDEX INDEX_ON_FIRST_FILE
Beispielsweise würde ein Befehl:
TAPLE_SPLITTING=1000 100 "%s_%s.tap" 1 "YES"
dazu führen, dass ...
Die Ausgabe in mehrere Dateien mit maximal 1000 Zeilen (+ die erforderliche Anzahl Zeilen in der Fußzeile des Postprozessors) aufgeteilt wird. Wenn nach Zeile 900 (1000-100) eine Abhebebewegung vorgesehen ist, wird die Datei bei dieser Bewegung geteilt. Wenn die Datei mit „toolpath“ benannt ist, werden die aufgeteilten Dateien toolpath_1.tap, toolpath_2.tap usw. benannt. Die erste Werkzeugpfad-Ausgabe lautet „toolpath_1.tap“. Keine Datei wird mit „toolpath“ ohne Index benannt (durch INDEX_ON_FIRST_FILE= YES), wenn die Datei nicht kürzer als 1000 Zeilen war. In diesem Fall wird die Datei nicht aufgeteilt.
Hinweis
Bei einigen Steuerungen, für die NC-Dateien aufgeteilt werden müssen, ist auch die Zeichenanzahl für den Dateinamen begrenzt. Für sie muss die Datei beispielsweise gemäß dem MSDOS-Format 8.3 benannt werden. Dies sollte bei der Benennung der Ausgabedatei beachtet werden.
Zeilentrenner
LINE_ENDING="[13][12]"
Dezimalwerte der Zeichen, die den einzelnen Zeilen der Postprozessor-Datei angehängt werden. Üblicherweise werden für alle Steuerungen, die Textdateien im Windows- oder MSDOS-Format lesen können, [13][10] (Zeilenumbruch, Zeilenvorschub) verwendet.
Blocknummerierung
Wenn Sie der Ausgabedatei Zeilennummern hinzufügen möchten, wird die aktuelle Zeilennummer mit der Variable [N] hinzugefügt. Das Verhalten dieser Zeilennummer-Variablen wird durch die folgenden Variablen gesteuert:
Anweisung | Ergebnis |
|---|---|
| Startwert der Zeilennummerierung |
| Inkrementwert zwischen den Zeilennummern |
| Die größte ausgegebene Zeilennummer, bevor die Zählung mit dem Wert Wichtig - Bei einigen Steuerungen ist die darstellbare Zeilenanzahl begrenzt. |
Variablen
Name der Variablen | Ausgabe verwendet | Wert | Beispieldatei |
|---|---|---|---|
|
| Aktuelle Vorschubgeschwindigkeit. | Mach2_3_ATC_Arcs_inch.pp |
|
| Aktuelle Schnitt-Vorschubgeschwindigkeit. | CNCShark-USB_Arcs_inch.pp |
|
| Aktuelle Eintauchgeschwindigkeit. | CNCShark-USB_Arcs_inch.pp |
|
| Aktuelle Spindeldrehzahl in U/min. | GCode_arc_inch.pp |
|
| Aktuelle Leistungseinstellung für Strahlwerkzeuge (z. B. Laser) | grbl_mm.pp |
|
| Aktuelle Werkzeugnummer. | Mach2_3_ATC_Arcs_inch.pp |
|
| Vorherige Werkzeugnummer. | NC-Easy.pp |
|
| Zeilennummer. | Mach2_3_ATC_Arcs_inch.pp |
|
| Name des aktuellen Werkzeugs. | MaxNC_inch.pp |
|
| Text aus dem Notizfeld in ToolDB für das aktuelle Werkzeug | Busellato_Jet3006_arc_inch.pp |
|
| Name des aktuellen Werkzeugpfads. | Viccam_ATC_Arcs_inch.pp |
|
| Dateiname (durch "Werkzeugpfad(e) speichern ..." erstellt) | ez-Router_inch.pp |
|
| Ordner, in dem die Werkzeugpfaddatei gespeichert wurde. | Woodp_arc_mm.pp |
|
| Werkzeugpfad-Erweiterung. | TekcelE_Arc_ATC_3D.pp |
|
| Pfadname des Werkzeugpfadordners. | WinPC-NC_ATC_Arcs_mm.pp |
|
| Aktuelle Koordinate der Werkzeugposition auf der X-Achse. | GCode_arc_inch.pp |
|
| Aktuelle Koordinate der Werkzeugposition auf der Y-Achse. | GCode_arc_inch.pp |
|
| Aktuelle Koordinate der Werkzeugposition auf der Z-Achse. | GCode_arc_inch.pp |
|
| Aktuelle Koordinate der Werkzeugposition auf der A-Achse. | |
|
| Bogenmittelpunkt auf der X-Achse (im Verhältnis zu letzten X/Y-Position). | Mach2_3_ATC_Arcs_inch.pp |
|
| Bogenmittelpunkt auf der Y-Achse (im Verhältnis zu letzten X/Y-Position). | Mach2_3_ATC_Arcs_inch.pp |
|
| Bogenmittelpunkt auf der X-Achse (absolute Koordinaten). | Isel_arc_mm.pp |
|
| Bogenmittelpunkt auf der Y-Achse (absolute Koordinaten). | Isel_arc_mm.pp |
|
| Startposition eines Bogens auf der X-Achse. | TextOutput_Arcs_mm.pp |
|
| Startposition eines Bogens auf der Y-Achse. | TextOutput_Arcs_mm.pp |
|
| Scheitelpunkt eines Bogens auf der X-Achse (absolute Koordinaten). | TextOutput_Arcs_mm.pp |
|
| Scheitelpunkt eines Bogens auf der Y-Achse (absolute Koordinaten). | TextOutput_Arcs_mm.pp |
|
| Scheitelpunkt eines Bogens auf der X-Achse (inkrementelle Koordinaten). | TextOutput_Arcs_mm.pp |
|
| Scheitelpunkt eines Bogens auf der Y-Achse (inkrementelle Koordinaten). | TextOutput_Arcs_mm.pp |
|
| Der Radius eines Bogens. | Bosch_ATC_Arcs_mm.pp |
|
| Der Winkel eines Bogens. | Generic HPGL_Arcs.pp |
|
| Ruheposition des Werkzeugs auf der X-Achse. | CAMTech_CMC3_mm.pp |
|
| Ruheposition des Werkzeugs auf der Y-Achse. | CAMTech_CMC3_mm.pp |
|
| Ruheposition des Werkzeugs auf der Z-Achse. | CAMTech_CMC3_mm.pp |
|
| Sicherheitsabstand Z / Abstand für schnelle Bewegung. | EMC2 Arcs(inch)(*.ngc) |
|
| Durchmesser des Zylinders, um diese Achse gewickelt wird. | Mach2_3_WrapY2A_ATC_Arcs_mm.pp |
|
| Länge des Materials auf der X-Achse. | Mach2_3_ATC_Arcs_inch.pp |
|
| Länge des Materials auf der Y-Achse. | Mach2_3_ATC_Arcs_inch.pp |
|
| Länge des Materials auf der Z-Achse. | Mach2_3_ATC_Arcs_inch.pp |
|
| Mindestwert des Materials auf der X-Achse. | MaxNC_inch.pp |
|
| Mindestwert des Materials auf der Y-Achse. | MaxNC_inch.pp |
|
| Mindestwert des Materials auf der Z-Achse. | MaxNC_inch.pp |
|
| Maximalwert des Materials auf der X-Achse. | MaxNC_inch.pp |
|
| Maximalwert des Materials auf der Y-Achse. | MaxNC_inch.pp |
|
| Maximalwert des Materials auf der Z-Achse. | MaxNC_inch.pp |
|
| Ursprungsposition auf der X-Achse. | TextOutput_Arcs_mm.pp |
|
| Ursprungsposition auf der Y-Achse. | TextOutput_Arcs_mm.pp |
|
| Z-Nullpunkt, Tisch- oder Materialoberfläche. | TextOutput_Arcs_mm.pp |
|
| Ursprung auf der X- und Y-Achse. | TextOutput_Arcs_mm.pp |
|
| Liste der verwendeten Werkzeuge (in der Reihenfolge ihrer Verwendung). | Mach2_3_ATC_Arcs_inch.pp |
|
| Liste der in der Datei verwendeten Werkzeugpfade (in der Reihenfolge ihrer Verwendung). | Mach2_3_ATC_Arcs_inch.pp |
|
| Werkzeugpfad-Anmerkungen (Werkzeugpfad-Steuerungsmenü). | Mach2_3_ATC_Arcs_inch.pp |
|
| Dateianmerkungen (Bearbeiten > Anmerkungen). | Mach2_3_ATC_Arcs_inch.pp |
|
| Erstellungszeitpunkt der Datei. | Mach2_3_ATC_Arcs_inch.pp |
|
| Erstellungsdatum der Datei. | Mach2_3_ATC_Arcs_inch.pp |
|
| Haltezeit in Sekunden beim Bohren. | Mach2_3_Arcs_inch.pp |
|
| Name des Produkts für die Dateiausgabe, einschließlich Versionsnummer. | |
|
| Werkzeugdurchmesser. | |
|
| Drehen: Aktuelle inverse Verzögerungsrate. | AvidCNC_WrapX2A_G93_inch.pp |
Variablenformat
Werte für die Werkzeugposition, Vorschubgeschwindigkeit, Spindeldrehzahlen usw. werden mithilfe von Variablen in die Datei eingegeben. In der gesamten Datei werden Variablen verwendet; die Variablen werden beim Postprocessing der Datei durch den aktuellen Wert für diesen Eintrag ersetzt. Die aktuellen Werkzeugpositionen auf der X-, Y- und Z-Achse zu einem bestimmten Zeitpunkt werden beispielsweise mithilfe der Variablenausgabe [X], [Y] oder [Z] in die Datei eingesetzt.
Schreiben Sie die Namen der Variablen zur Verdeutlichung in Großbuchstaben.
Eine Variable wird folgendermaßen formatiert:
VAR VARIABLE = [VO|WO|CS|VF|MX]
Hierbei gilt:
VO= Variablenausgabe, zum Beispiel X, XF oder F.WO= Bei Ausgabe, A=Immer, C=Nur bei Änderung.CS= Zeichenstring-Ausgabe vor Wert.VF= Wertformat, legt das Format fest, in dem der Wert ausgegeben wird.MX= Multiplikatorwert.
Eine typische Variable
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
VAR- Diese Zeile ist eine Variable.- Name der Variablen.
- Gleichheitszeichen.
- Offene eckige Klammer - (Start der Variablen-Formatierungsparameter).
- Variablenkennzeichnung - also die Kennzeichnung, die mit dem Variablenwert ersetzt wird.
- Senkrechter Strich – Parametertrenner.
- A = Immer Ausgabewert, C = Ausgabewert nur bei Änderung
- Senkrechter Strich – Parametertrenner.
- Vor dem Variablenwert auszudruckender Zeichenstring.
- Senkrechter Strich – Parametertrenner.
- Optionale Formatmarkierungen – Details siehe unten.
- Wertformat – Einheiten und Anzahl der auszugebenden Dezimalstellen.
- Senkrechter Strich – Parametertrenner.
- Ausgabemultiplikator – Details siehe unten.
- Geschlossene eckige Klammer – Ende der Formatierungsparameter.
Ausgabewert formatieren
Der String für das Wertformat sollte folgendermaßen formatiert sein:
FORMAT_FLAGS FIELD_WIDTH DECIMAL_SEPARATOR DECIMAL_PLACES
Die Formatkennzeichnungen sind optional und werden nur von wenigen Steuerungen benötigt. Sie werden in Kürze beschrieben.
Feldbreite Die Feldbreite gibt die Mindestanzahl ausgegebener Zeichen an. Die Feldbreite wird normalerweise auf „1“ gesetzt. Ein größerer Wert als 1 ist normalerweise nur dann erforderlich, wenn eine Steuerung eine feste Zeichenanzahl für den Wert erwartet. In diesem Fall kann eine größere Anzahl als 1 eingegeben werden. Die eingegebene Zahl sorgt dafür, dass diese Zeichenanzahl ausgegeben wird. Die Zahl für die Feldbreite umfasst für den Ausgabewert die gesamte Fließkommazahl (einschließlich Dezimaltrennzeichen).
Dezimaltrennzeichen Das Dezimaltrennzeichen ist fast immer ein Punkt, aber manche Steuerungen erwarten an dieser Stelle ein Komma. (Ein Beispiel für einen Postprozessor, der keinen Punkt verwendet, finden Sie in der Datei: Heidenhain_inch.pp)
Dezimalstellen Die Anzahl der nach dem Dezimaltrennzeichen ausgegebenen Dezimalstellen. Die Werte werden häufig für Steuerungen im metrischen System auf 3, für Steuerungen im imperialen System auf 4 Stellen gesetzt.
Optionale Formatmarkierungen
Die Ausgabewerte können mithilfe der folgenden optionalen Formatmarkierungen weiter modifiziert werden:
Markierung | Funktion | Standard (ohne Markierung) |
|---|---|---|
| Ausgabe linksbündig ausrichten | Werte sind rechtsbündig |
| Vorzeichen "+" oder "-" für den Wert | Nur negative Werte erhalten das Vorzeichen |
| Wenn der Wert über weniger Zeichen als der gesetzte Mindestwert verfügt, erhält er vorstehende Nullen. | Dem Wert stehen Leerzeichen vor |
| Werte werden immer mit einem Trennzeichen ausgegeben (in der Praxis würde sich der Ausgabewert nur ändern, wer der Wert auf ausschließlich Ganzzahlen gesetzt wurde) | Wenn die Ausgabe auf ausschließlich Ganzzahlen gesetzt wurde, wird dem Wert kein Trennzeichen angehängt. |
Standardformatierung für Variablen
Für die meisten Werte ist ein Standardformat gesetzt (unten angegeben). Geben Sie für ein abweichendes Format die folgende Zeile in Ihren Postprozessor ein und ändern Sie die Parameter passend zu Ihrer Steuerung.
Standard | Beispiel |
|---|---|
|
Die Zeilennummer wird immer ausgegeben. Vor der Zeilennummer wird das Zeichen "N" eingefügt. Es wird als Ganzzahl ausgegeben. |
|
Die Spindeldrehzahl wird immer ausgegeben. Vor dem Wert wird das Zeichen "S" eingesetzt. Er wird als Ganzzahl ausgegeben. |
|
Die Vorschubgeschwindigkeit wird mit dem Zeichen ‚F‘ vor dem Wert ausgegeben. Der Wert wird nur bei einer Änderung ausgegeben. Der Wert wird auf eine Dezimalstelle genau ausgegeben. Hinweis In diesem Formatstring befindet sich ein optionaler zusätzlicher Parameter. Bei diesem handelt sich um einen Wertmultiplikator. |
VAR PLUNGE_RATE = [FP|A||1.0] |
Die Eintauchgeschwindigkeit wird mit dem Zeichen ‚F‘ vor dem Wert ausgegeben. Der Wert wird nur bei einer Änderung ausgegeben. Der Wert wird auf eine Dezimalstelle genau ausgegeben. Hinweis In diesem Formatstring befindet sich ein optionaler zusätzlicher Parameter. Bei diesem handelt sich um einen Wertmultiplikator. |
|
Die Schnittgeschwindigkeit wird mit dem Zeichen ‚F‘ vor dem Wert ausgegeben. Der Wert wird nur bei einer Änderung ausgegeben. Der Wert wird auf eine Dezimalstelle genau ausgegeben. Hinweis In diesem Formatstring befindet sich ein optionaler zusätzlicher Parameter. Bei diesem handelt sich um einen Wertmultiplikator. |
|
Der Positionswert wird vor dem Wert mit einem Zeichen ‚X‘ ausgegeben. Die Position wird immer ausgegeben, die Genauigkeit beträgt 3 Nachkommastellen. Dies ist üblicherweise für eine Steuerung geeignet, die eine metrische Ausgabe benötigt. Wenn Sie die Werte mit 4 Nachkommastellen ausgeben möchten, was für eine Steuerung üblich ist, die im imperialen System arbeitet, formatieren Sie die Zeile folgendermaßen.
|
|
Der Wert für die Ruheposition wird vor dem Wert mit einem Zeichen ‚X‘ ausgegeben. Die Position wird immer ausgegeben, die Genauigkeit beträgt 3 Nachkommastellen. Dies ist üblicherweise für eine Steuerung geeignet, die eine metrische Ausgabe benötigt. Wenn Sie die Werte mit 4 Nachkommastellen ausgeben möchten, was für eine Steuerung üblich ist, die im imperialen System arbeitet, formatieren Sie die Zeile folgendermaßen.
|
|
Der Wert wird vor dem Wert mit einem Zeichen ‚X‘ ausgegeben. Die Position wird immer ausgegeben, die Genauigkeit beträgt 3 Nachkommastellen. Dies ist üblicherweise für eine Steuerung geeignet, die eine metrische Ausgabe benötigt. Wenn Sie die Werte mit 4 Nachkommastellen ausgeben möchten, was für eine Steuerung üblich ist, die im imperialen System arbeitet, formatieren Sie die Zeile folgendermaßen.
Hinweis In diesem Formatstring befindet sich ein optionaler zusätzlicher Parameter. Bei diesem handelt sich um einen Wertmultiplikator. |
|
Der Wert wird vor dem Wert mit einem Zeichen ‚Y‘ ausgegeben. Der Wert wird immer ausgegeben, die Genauigkeit beträgt 3 Nachkommastellen. Dies ist üblicherweise für eine Steuerung geeignet, die eine metrische Ausgabe benötigt. Wenn Sie die Werte mit 4 Nachkommastellen ausgeben möchten, was für eine Steuerung üblich ist, die im imperialen System arbeitet, formatieren Sie die Zeile folgendermaßen.
|
|
Der Wert wird vor dem Wert mit einem Zeichen ‚J‘ ausgegeben. Der Wert wird immer ausgegeben, die Genauigkeit beträgt 3 Nachkommastellen. Dies ist üblicherweise für eine Steuerung geeignet, die eine metrische Ausgabe benötigt. Wenn Sie die Werte mit 4 Nachkommastellen ausgeben möchten, was für eine Steuerung üblich ist, die im imperialen System arbeitet, formatieren Sie die Zeile folgendermaßen.
|
|
Der Wert wird vor dem Wert mit einem Zeichen ‚J‘ ausgegeben. Der Wert wird immer ausgegeben, die Genauigkeit beträgt 3 Nachkommastellen. Dies ist üblicherweise für eine Steuerung geeignet, die eine metrische Ausgabe benötigt. Wenn Sie die Werte mit 4 Nachkommastellen ausgeben möchten, was für eine Steuerung üblich ist, die im imperialen System arbeitet, formatieren Sie die Zeile folgendermaßen.
Hinweis In diesem Formatstring befindet sich ein optionaler zusätzlicher Parameter. Bei diesem handelt sich um einen Wertmultiplikator. |
|
Der Wert wird vor dem Wert mit einem Zeichen ‚X‘ ausgegeben. Der Wert wird immer ausgegeben, die Genauigkeit beträgt 3 Nachkommastellen. Dies ist üblicherweise für eine Steuerung geeignet, die eine metrische Ausgabe benötigt. Wenn Sie die Werte mit 4 Nachkommastellen ausgeben möchten, was für eine Steuerung üblich ist, die im imperialen System arbeitet, formatieren Sie die Zeile folgendermaßen.
|
|
Der Wert wird vor dem Wert mit einem Zeichen ‚X‘ ausgegeben. Der Wert wird immer ausgegeben, die Genauigkeit beträgt 3 Nachkommastellen. Dies ist üblicherweise für eine Steuerung geeignet, die eine metrische Ausgabe benötigt. Wenn Sie die Werte mit 4 Nachkommastellen ausgeben möchten, was für eine Steuerung üblich ist, die im imperialen System arbeitet, formatieren Sie die Zeile folgendermaßen.
|
|
Der Wert wird vor dem Wert mit einem Zeichen ‚R‘ ausgegeben. Der Wert wird immer ausgegeben, die Genauigkeit beträgt 3 Nachkommastellen. Dies ist üblicherweise für eine Steuerung geeignet, die eine metrische Ausgabe benötigt. Wenn Sie die Werte mit 4 Nachkommastellen ausgeben möchten, was für eine Steuerung üblich ist, die im imperialen System arbeitet, formatieren Sie die Zeile folgendermaßen.
|
|
Der Wert wird vor dem Wert mit einem Zeichen ‚A‘ ausgegeben. Der Wert wird immer ausgegeben, die Genauigkeit beträgt 3 Nachkommastellen. Dies ist üblicherweise für eine Steuerung geeignet, die eine metrische Ausgabe benötigt. Wenn Sie die Werte mit 4 Nachkommastellen ausgeben möchten, was für eine Steuerung üblich ist, die im imperialen System arbeitet, formatieren Sie die Zeile folgendermaßen.
|
|
Der Wert wird vor dem Wert mit einem Zeichen ‚X‘ ausgegeben. Der Wert wird immer ausgegeben, die Genauigkeit beträgt 3 Nachkommastellen. |
Multiplikatorwert
Der Multiplikatorwert wird zur Multiplikation verwendet, um einen anderen Wert auszugeben. Häufige Gründe hierfür sind:
Um die Standardausgabe eines imperialen Postprozessors von Zoll pro Minute zu Zoll pro Sekunde zu konvertieren, setzen Sie einen Multiplikator von 0,01666.
Um die Standardausgabe eines metrischen Postprozessors von mm pro Minute zu mm pro Sekunde zu konvertieren, setzen Sie einen Multiplikator von 0,0166.
Um positive Werte ins Negative zu konvertieren (und umgekehrt), setzen Sie einen Multiplikator von -1.
Um die Ausgabe eines Bogenwinkels von Radianten zu Grad zu konvertieren, setzen Sie einen Multiplikator von 57,2957795.
Wenn Sie mit einem festen Faktor multiplizieren oder dividieren möchten (wenn Sie z. B. ein Maßstabsmodell von 1:4 erstellen möchten, setzen Sie einen Multiplikator von 0,25)
Postprozessor-Blöcke
HEADER
+---------------------------------------------------
+ Commands output at the start of the file
+---------------------------------------------------
begin HEADER
"Commands"
Die Kopfzeile ist der Ort für einmal ausgegebene Anweisungen. Zu Beginn der Datei richten sie im Allgemeinen modale Befehle für die Steuerung ein.
Die Kopfzeile kann zum Beispiel einen Befehl enthalten, den Dateinamen auf der Steuerung anzuzeigen, sowie eine Reihe von „G-Codes“ zur Einrichtung der Maschine. G20 gibt der Steuerung beispielsweise vor, dass die Bewegungen in Zoll durchgeführt werden, G21 gibt die Bewegungen in Millimetern vor.
Zu den Variablen, die Sie in der Kopfzeile eintragen können, gehören beispielsweise:
Informationen zum Materialblock
- Mindestausdehnung auf der X-Achse = [XMIN]
- Mindestausdehnung auf der Y-Achse = [YMIN]
- Mindestausdehnung auf der Z-Achse = [ZMIN]
- Maximale Ausdehnung auf der X-Achse = [XMAX]
- Maximale Ausdehnung auf der Y-Achse = [YMAX]
- Maximale Ausdehnung auf der Z-Achse = [ZMAX]
- Länge des Materials auf der X-Achse = [XLENGTH]“
- Länge des Materials auf der Y-Achse = [YLENGTH]“
- Tiefe des Materials auf der Z-Achse = [ZLENGTH]“
Informationen zur Ruheposition
- Ruheposition X = [XH]
- Ruheposition Y = [YH]
- Ruheposition Z = [ZH]
- Abstand für schnelle Bewegung oder Sicherheitsabstand Z = [SAFEZ]
Details zum ersten zu verwendenden Werkzeug
- Werkzeugnummer = [T]
- Werkzeugname = [TOOLNAME]
Anfangs-Schnittgeschwindigkeit
- Vorschubgeschwindigkeit zur Schneiden und Eintauchen in das Material = [F]
- Vorschubgeschwindigkeit, während das Werkzeug das Material fräst = [FC]
- Vorschubgeschwindigkeit, während das Werkzeug in das Material eintaucht = [FP]
Die tatsächlichen Werte hängen vom Wert für UNITS ab (siehe „Globale Dateieinstellungen“). Die Standards sind entweder mm pro Minute oder Zoll pro Minute, die Ausgabe kann jedoch durch Vorgabe der passenden Formatierung für „VAR FEED_RATE“ nach Wunsch geändert werden.
Spindeldrehzahl
- Spindeldrehzahl = [S] U/min.
SPINDLE_ON
+---------------------------------------------------
+ Commands output at when the Spindle first turns on.
+---------------------------------------------------
begin SPINDLE_ON
"Commands"
The Spindle On section was added to allow for Spindle and Laser operations in the same Post Processor instead of having the Spindle on command as part of the header.
Typically this will just have the Spindle on command (M03 for example) but can also include a Spindle speed command [S]
TOOLCHANGE
+---------------------------------------------------
+ Commands output at toolchange
+---------------------------------------------------
begin TOOLCHANGE
"Commands"
Befehlsausgabe , wenn ein Werkzeugwechsel erforderlich ist. Die hierzu möglichen Befehle umfassen beispielsweise:
- Vorherige Werkzeugnummer = [TP]
- Werkzeugnummer = [T]
- Werkzeugname = [TOOLNAME]
- Werkzeugpfad-Name = [TOOLPATH_NAME]
- Pfadname Werkzeugpfad = [PATHNAME]
- Dateiname Werkzeugpfad = [TP_FILENAME]
- Ordner Werkzeugpfad = [TP_DIR]
- Erweiterung Werkzeugpfad = [TP_EXT]
- Spindeldrehzahl = [S] U/min.
- M3 M Häufig verwendeter Code, um die Spindel einzuschalten (Drehung im Uhrzeigersinn).
- M5 M Häufig verwendeter Code, um die Spindel abzuschalten.
NEW_SEGMENT
+---------------------------------------------------
+ Commands output for a new segment ( new toolpath with current toolnumber)
+---------------------------------------------------
begin NEW_SEGMENT
"Commands"
Ein Beispiel für den Abschnitt NEW_SEGMENT finden Sie in der Datei: Mach2_3_ATC_Arcs_inch.pp
Befehle, die ausgegeben werden, wenn ein neuer Werkzeugpfad das aktuell verwendete Werkzeug verwendet, jedoch eine andere Spindeldrehzahl erforderlich ist oder die Maschine zusätzliche Befehle benötigt.
Alle Befehle im Abschnitt NEW_SEGMENT werden im Abschnitt TOOLCHANGE nicht benötigt, da bei einem Werkzeugwechsel automatisch auch die Befehle im Bereich NEW_SEGMENT abgerufen werden.
Zu den häufig verwendeten Variablen gehören:
- Spindeldrehzahl = [S] U/min.
- M3 M Häufig verwendeter Code, um die Spindel einzuschalten (Drehung im Uhrzeigersinn).
- M5 M Häufig verwendeter Code, um die Spindel abzuschalten.
INITIAL_RAPID_MOVE
+---------------------------------------------------
+ Commands output for Initial rapid move
+---------------------------------------------------
begin INITIAL_RAPID_MOVE
"Commands"
Ein Beispiel für den Abschnitt INITIAL_RAPID_MOVE finden Sie in der Datei: Saom_OSAI_Arc_inch.pp
Befehle, die ausgegeben werden, wenn die erste schnelle Bewegung auf die Kopfzeile eines Werkzeugwechsels folgt. Ein Abschnitt, der für die meisten Posts nicht verwendet wird. Er ist jedoch nützlich, wenn für die erste schnelle Bewegung andere Informationen ausgegeben werden müssen als für die folgenden schnellen Bewegungen. Dieser Abschnitt ist manchmal für HPGL-Varianten erforderlich.
RAPID_MOVE
+---------------------------------------------------
+ Commands output for rapid moves.
+---------------------------------------------------
begin RAPID_MOVE
"Commands"
Befehlsausgaben, wenn schnelle Bewegungen erforderlich sind.
FIRST_FEED_MOVE
+---------------------------------------------------
+ Commands output for first feed rate move in a series of feed moves.
+---------------------------------------------------
begin FIRST_FEED_MOVE
"Commands"
Dieser Abschnitt wird üblicherweise verwendet, wenn Steuerungen erfordern, dass die Vorschubgeschwindigkeit bei der ersten Vorschubbewegung festgelegt wird. Diese Geschwindigkeit wird dann für die weiteren Schnittbewegungen verwendet.
Ein Beispiel für den Abschnitt FIRST_FEED_MOVE finden Sie in der Datei: Axyz_Arcs_ATC_inch.pp
FEED_MOVE
+---------------------------------------------------
+ Commands output for feed rate moves
+---------------------------------------------------
begin FEED_MOVE
"Commands"
Wird zur Ausgabe von Befehlen verwendet, die bei jeder Bewegung benötigt werden, oder bei einem Abschnitt FIRST_FEED_MOVE im Postprozessor für alle Vorschubbewegungen außer der ersten.
FIRST_CW_ARC_MOVE
+---------------------------------------------------
+ Commands output for the first clockwise arc move in a series of cw arc moves
+---------------------------------------------------
begin FIRST_CW_ARC_MOVE
"Commands"
Ähnlich dem Abschnitt FIRST_FEED_MOVE, jedoch für Bogensegmente im Uhrzeigersinn. Dieser Abschnitt wird üblicherweise verwendet, wenn Steuerungen erfordern, dass die Vorschubgeschwindigkeit für das erste Bogensegment festgelegt wird. Diese Geschwindigkeit wird dann für die weiteren Bogenbewegungen in die gleiche Bewegung verwendet.
Ein Beispiel für den Abschnitt FIRST_CW_ARC_MOVE finden Sie in der Datei: Centroid_Arcs_inch.pp
FIRST_CW_HELICAL_ARC_PLUNGE_MOVE
+---------------------------------------------------
+ Commands output for clockwise helical arc plunge move in a series of moves.
+---------------------------------------------------
begin FIRST_CW _HELICAL_ARC_MOVE
"Commands"
Ähnlich dem Abschnitt FIRST_CW_ARC_MOVE, jedoch mit Bewegungen auch entlang der Z-Achse. Die Ausgaben für die Vorschubgeschwindigkeiten werden aus der Eintauchgeschwindigkeit für das Werkzeug abgeleitet.
Ein Beispiel für den Abschnitt CW_HELICAL_ARC_PLUNGE_MOVE finden Sie in der Datei: Mach2_3_ATC_Arcs_inch.pp
FIRST_CW_HELICAL_ARC_MOVE
+---------------------------------------------------
+ Commands output for clockwise helical arc move in a series of moves.
+---------------------------------------------------
begin FIRST_CW_HELICAL_ARC_MOVE
"Commands"
Ähnlich dem Abschnitt FIRST_CW_ARC_MOVE, jedoch mit Bewegungen auch entlang der Z-Achse.
Ein Beispiel für den Abschnitt CW_HELICAL_ARC_MOVE finden Sie in der Datei: Mach2_3_ATC_Arcs_inch.pp
CW_ARC_MOVE
+---------------------------------------------------
+ Commands output for clockwise arc moves.
+---------------------------------------------------
begin CW_ARC_MOVE
"Commands"
Ähnlich dem Abschnitt FEED_MOVE, jedoch für Bogensegmente im Uhrzeigersinn.
Ein Beispiel für den Abschnitt CW_ARC_MOVE finden Sie in der Datei: Centroid_Arcs_inch.pp
CW_HELICAL_ARC_MOVE
+---------------------------------------------------
+ Commands output for clockwise helical arc moves
+---------------------------------------------------
begin CW_HELICAL_ARC_MOVE
"Commands"
Ähnlich dem Abschnitt CW_ARC_MOVE, jedoch mit Bewegungen auch entlang der Z-Achse.
Ein Beispiel für den Abschnitt CW_HELICAL_ARC_MOVE finden Sie in der Datei: Mach2_3_ATC_Arcs_inch.pp
FIRST_CCW_ARC_MOVE
+---------------------------------------------------
+ Commands output for the first counter-clockwise arc move in a series of ccw arc moves.
+---------------------------------------------------
begin FIRST_CCW_ARC_MOVE
"Commands"
Ähnlich dem Abschnitt FIRST_FEED_MOVE, jedoch für Bogensegmente entgegen dem Uhrzeigersinn. Dieser Abschnitt wird üblicherweise verwendet, wenn Steuerungen erfordern, dass die Vorschubgeschwindigkeit für das erste Bogensegment festgelegt wird. Diese Geschwindigkeit wird dann für die weiteren Bogenbewegungen in die gleiche Bewegung verwendet.
Ein Beispiel für den Abschnitt FIRST_CCW_ARC_MOVE finden Sie in der Datei: Centroid_Arcs_inch.pp
FIRST_CCW_HELICAL_ARC_PLUNGE_MOVE
+---------------------------------------------------
+ Commands output for counter- clockwise helical arc plunge move in a series of moves.
+---------------------------------------------------
begin FIRST_CCW_HELICAL_ARC_MOVE
"Commands"
Ähnlich dem Abschnitt FIRST_CCW_ARC_MOVE, jedoch mit Bewegungen auch entlang der Z-Achse. Die Ausgaben für die Vorschubgeschwindigkeiten werden aus der Eintauchgeschwindigkeit für das Werkzeug abgeleitet.
Ein Beispiel für den Abschnitt CCW_HELICAL_ARC_PLUNGE_MOVE finden Sie in der Datei: Mach2_3_ATC_Arcs_inch.pp
FIRST_CCW_HELICAL_ARC_MOVE
+---------------------------------------------------
+ Commands output for first counter-clockwise helical arc move in a series of moves.
+---------------------------------------------------
begin FIRST_CCW_HELICAL_ARC_MOVE
"Commands"
Ähnlich dem Abschnitt FIRST_CCW_ARC_MOVE, jedoch mit Bewegungen auch entlang der Z-Achse.
Ein Beispiel für den Abschnitt CCW_HELICAL_ARC_MOVE finden Sie in der Datei: Mach2_3_ATC_Arcs_inch
CCW_ARC_MOVE
+---------------------------------------------------
+ Commands output for counter-clockwise arc moves.
+---------------------------------------------------
begin CCW_ARC_MOVE
"Commands"
Ähnlich dem Abschnitt FEED_MOVE, jedoch für Bogensegmente entgegen dem Uhrzeigersinn.
Ein Beispiel für den Abschnitt CCW_ARC_MOVE finden Sie in der Datei: Centroid_Arcs_inch.pp
CCW_HELICAL_ARC_MOVE
+---------------------------------------------------
+ Commands output for counter-clockwise helical arc moves
+---------------------------------------------------
begin CCW_HELICAL_ARC_MOVE
"Commands"
Ähnlich dem Abschnitt CCW_ARC_MOVE, jedoch mit Bewegungen auch entlang der Z-Achse.
Ein Beispiel für den Abschnitt CCW_HELICAL_ARC_MOVE finden Sie in der Datei: Mach2_3_ATC_Arcs_inch.pp
FOOTER
Die Fußzeile ist der Abschnitt des Postprozessors für Anweisungen, die am Ende der Datei an die Steuerung gesendet werden. Dies können Anweisungen sein, um das Werkzeug zur Ruheposition zurückzuführen, die Spindel abzuschalten oder die Stromzufuhr zu den Antrieben abzuschalten.
+---------------------------------------------------
+ Commands output at the end of the file
+---------------------------------------------------
begin FOOTER
"Commands"
Zu den häufig verwendeten Variablen gehören:
- G00 [XH] [YH] [ZH] Schnell zu Ruheposition X,Y,Z.
- M05 M Häufig verwendeter Code, um die Spindel abzuschalten.
- M30 M Häufig verwendeter Code, um das Ende der Datei zu kennzeichnen.
Abschnitte zur Strahlunterstützung
Diese Abschnitte sind zur Unterstützung von Strahlschneidwerkzeugen vorgesehen, beispielsweise Laser-, Plasma- oder Wasserstrahlschneider.
JET_TOOL_POWER
+---------------------------------------------------
+ Commands output when the cutter's power is set
+---------------------------------------------------
begin JET_TOOL_POWER
"Commands"
Ein Beispiel für den Abschnitt JET_TOOL_POWER finden Sie in der Datei: Grbl.pp
Befehle, die ausgegeben werden, wenn die Leistungseinstellung bezüglich eines Laser-“Werkzeugs“ erstellt wird.
JET_TOOL_ON
+---------------------------------------------------
+ Commands output when the cutter's power is turned ON
+---------------------------------------------------
begin JET_TOOL_ON
"Commands"
Ein Beispiel für den Abschnitt JET_TOOL_ON finden Sie in der Datei: Grbl.pp
Befehle, die ausgegeben werden, wenn das Strahlwerkzeug eingeschaltet wird. Dies entspricht weitgehend SPINDLE_ON, wird jedoch üblicherweise am Ende einer Eintauchbewegung ausgegeben, wenn sich der Strahlschneider bereits auf der vorgesehenen Schnitthöhe befindet, und nicht bereits vor der Eintauchbewegung wie bei einem Gerät mit Spindel.
JET_TOOL_OFF
+---------------------------------------------------
+ Commands output when the cutter's power is turned OFF
+---------------------------------------------------
begin JET_TOOL_OFF
"Commands"
Ein Beispiel für den Abschnitt JET_TOOL_OFF finden Sie in der Datei: Grbl.pp
Befehle, die ausgegeben werden, wenn das Strahlwerkzeug ausgeschaltet wird.
Weitere seltener verwendete Abschnitte
FEED_RATE_CHANGE
+---------------------------------------------------
+ Commands output when feed rate changes
+---------------------------------------------------
begin FEED_RATE_CHANGE
"Commands"
Ein Beispiel für den Abschnitt FEED_RATE_CHANGE finden Sie in der Datei: Gravograph_IS200.pp
Befehle, die ausgegeben werden, wenn die Vorschubgeschwindigkeit geändert wird. Dieser Abschnitt wird selten verwendet, da viele Steuerungen Änderungen der Vorschubgeschwindigkeit als Anhang anderer Befehle akzeptieren. Er wird jedoch gelegentlich mit HPGL-Varianten verwendet.
FIRST_PLUNGE_MOVE
+---------------------------------------------------
+ Commands output for the First Plunge Move, in a series of plunge moves.
+---------------------------------------------------
begin FIRST_PLUNGE_MOVE
"Commands"
Ein Beispiel für den Abschnitt FIRST_PLUNGE_MOVE finden Sie in der Datei: Holz-Her_7123_ATC_Arcs_mm.pp
Dieser Abschnitt wird häufig bei Maschinen verwendet, die simultane 3D-Bewegungen nicht vollständig unterstützen, bei denen sich die Z-Achse beispielsweise nicht genauso schnell bewegen kann wie die X- und Y-Achse. Dieser Abschnitt kann eventuell auch für Befehle verwendet werden, die Sie bei jeder ersten Eintauchbewegung ausgeben möchten. Beispielsweise Befehle, um einen Plasmaschneider einzuschalten. Mehrere Eintauchbewegungen werden normalerweise nur innerhalb einer Rampenbewegung ausgegeben. Daher ist dieser Befehl für Steuerungen sinnvoll, die zwischen Schnitten automatisch beschleunigen, bei denen Befehle wie Änderungen bei Geschwindigkeit und Vorschub bei der ersten Eintauchbewegung festgelegt werden müssen und bei denen diese Befehle für nachfolgende Eintauchbewegungen innerhalb des Rampenbetriebs nicht benötigt werden.
PLUNGE_MOVE
+---------------------------------------------------
+ Commands output for Plunge Moves
+---------------------------------------------------
begin PLUNGE_MOVE
"Commands"
Ein Beispiel für den Abschnitt PLUNGE_MOVE finden Sie in der Datei: Burny_arc_inch.pp
Dieser Abschnitt wird häufig bei Maschinen verwendet, die simultane 3D-Bewegungen nicht vollständig unterstützen, bei denen sich die Z-Achse beispielsweise nicht genauso schnell bewegen kann wie die X- und Y-Achse. Dieser Abschnitt kann eventuell auch für Befehle verwendet werden, die Sie bei einer Eintauchbewegung ausgeben möchten. Beispielsweise Befehle, um einen Plasmaschneider einzuschalten.
RETRACT_MOVE
+---------------------------------------------------
+ Commands output for Retract Moves
+---------------------------------------------------
begin RETRACT_MOVE
"Commands"
Ein Beispiel für den Abschnitt RETRACT_MOVE finden Sie in der Datei: Burny_arc_inch.pp
Dieser Abschnitt kann eventuell auch für Befehle verwendet werden, um einen Plasmaschneider abzuschalten.
DWELL_MOVE
+---------------------------------------------------
+ Commands output for Dwell Commands
+---------------------------------------------------
begin DWELL_MOVE
"Commands"
Ein Beispiel für den Abschnitt DWELL_MOVE finden Sie in der Datei: Mach2_3_Arcs_inch.pp
Dieser Befehl wurde für VCarve Pro 7.5 und Aspire ab Version 4.5 eingeführt. Er wird bei einem Bohr-Werkzeugpfad verwendet, wenn im Programm eine Haltezeit festgelegt wurde. Wenn dieser Abschnitt nicht definiert wurde, werden sämtliche Haltebefehle ignoriert, doch der Rest des Bohr-Werkzeugpfads wird normal ausgegeben. Die Variable DWELL ist im Abschnitt „Variablen“ dokumentiert.
Sonderzeichen
Die meisten Zeichen können innerhalb der Grenzen für die Ausgabeanweisungen der Postprozessoren ausgegeben werden. Bestimmte Zeichen haben jedoch in den Konfigurationsdateien der Postprozessoren eine bestimmte Bedeutung und können nicht direkt ausgegeben werden.
Dies sind eckige Klammern [] und doppelte Anführungszeichen „“. Möglicherweise müssen Sie eines dieser Zeichen in Ihrer Ausgabedatei ausgeben.
Wenn Sie eines dieser Zeichen ausgeben möchten, können Sie hierzu in eckigen Klammern den dezimalen ASCII-Wert des Sonderzeichens eintragen, das ausgegeben werden soll, wie unten dargestellt. Mit dieser Methode können Sie jeden ASCII-Wert einsetzen, einschließlich nicht druckbarer Zeichen.
- [91] Gibt eine linke eckige Klammer aus.
- [93] Gibt eine rechte eckige Klammer aus.
- [34] Gibt ein doppeltes Anführungszeichen aus.
- [13] Gibt einen Zeilenumbruch aus.
- [10] Gibt einen Zeilenvorschub aus.
Ein Beispiel für eine Datei mit Sonderzeichen finden Sie unter: Biesse_Rover_Arcs_mm.pp
Beispiel: Werkzeugwechsel-Befehle hinzufügen
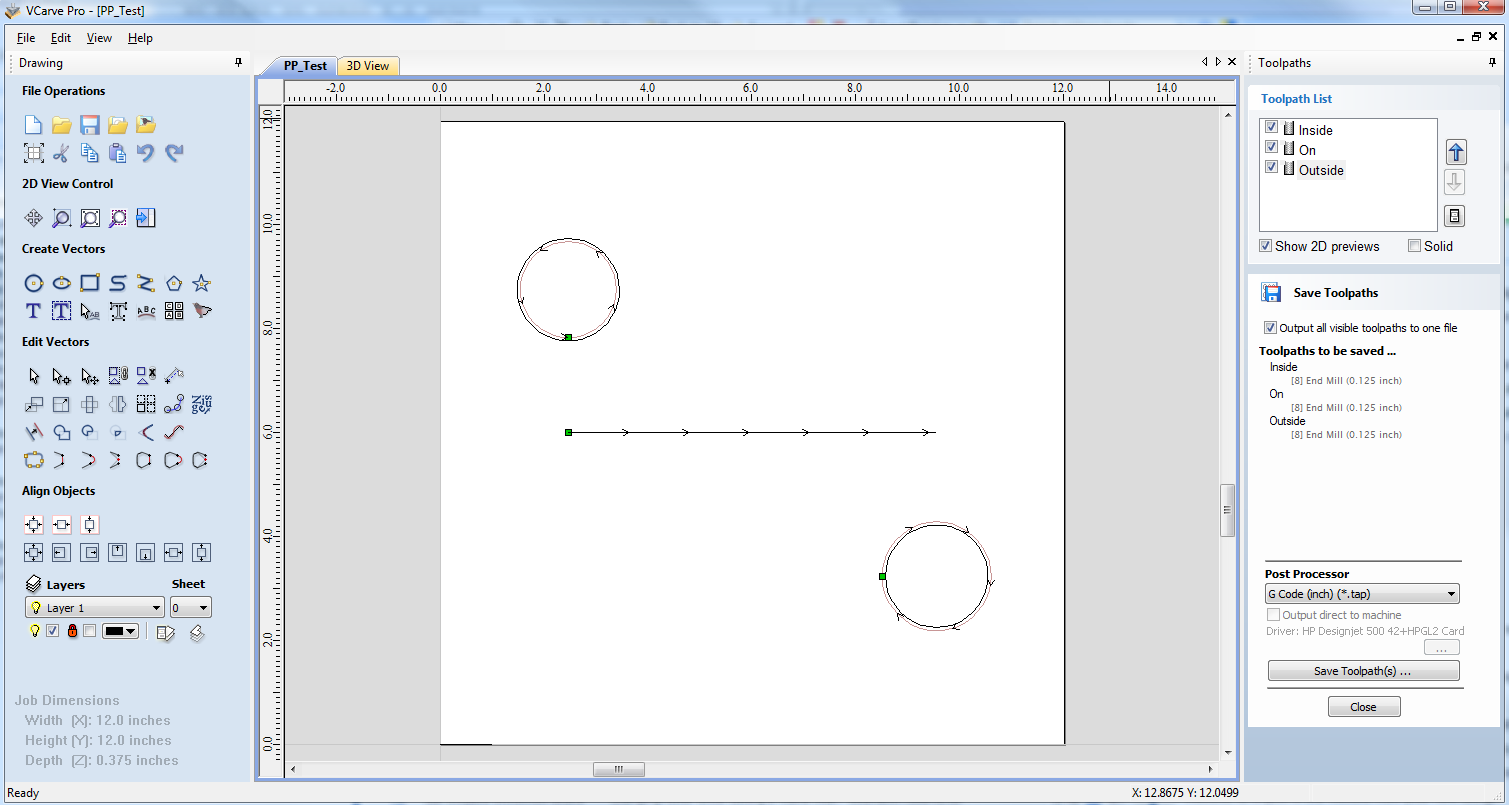
In den meisten Fällen ist die Bearbeitung eines bestehenden Postprozessors die schnellste und einfachste Methode, um einen auf Ihre Steuerung angepassten Postprozessor hinzuzufügen. Erstellen Sie hierfür zunächst eine einfache Testdatei, mit der Sie die Ausgabe Ihres Postprozessors prüfen können. Die einfachste Datei besteht wahrscheinlich aus einer Linie und zwei Kreisen. Erstellen Sie für jede der Formen einen flachen Schnittprofil-Werkzeugpfad und fräsen Sie die Linie "Auf", einen der Kreise "Innerhalb" und den anderen Kreis "Außerhalb".
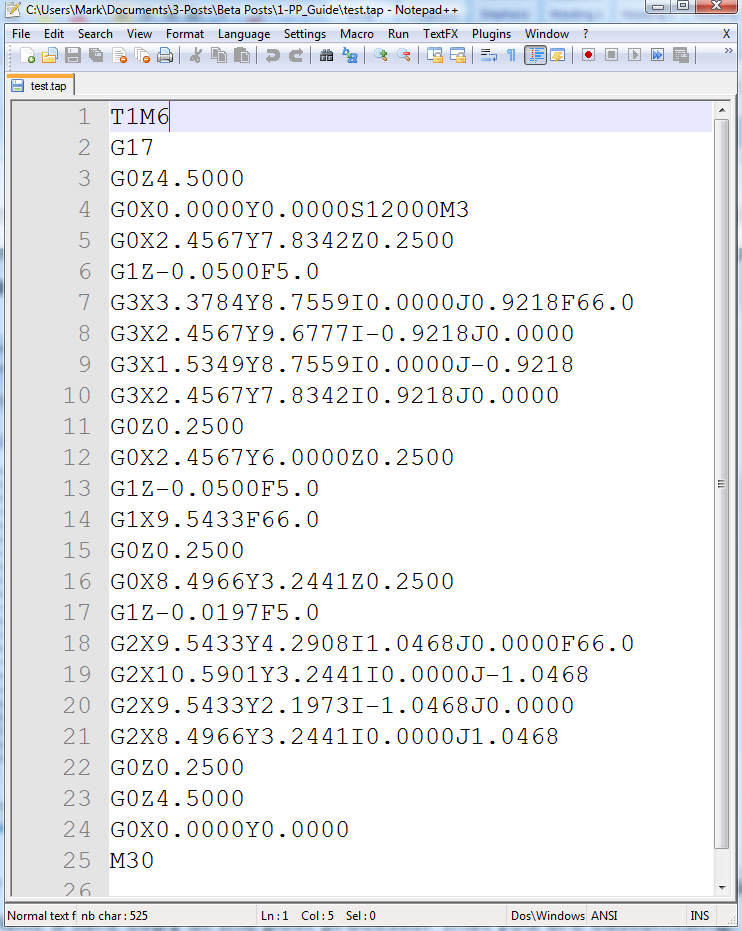
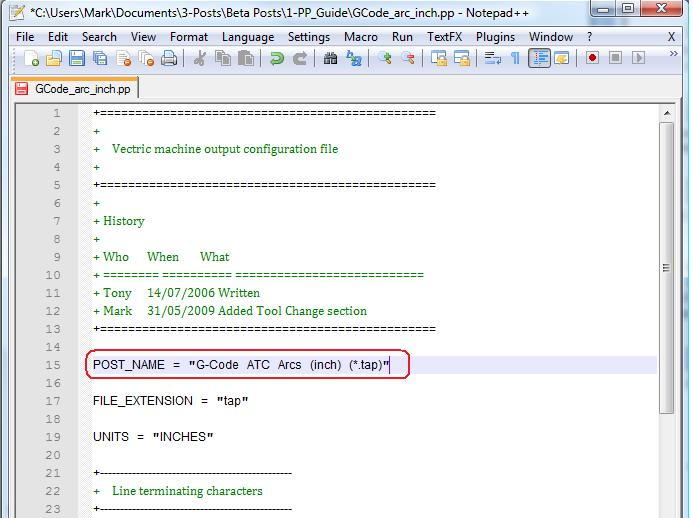
Speichern Sie einen Werkzeugpfad mit Ihrem Basis-Postprozessor und prüfen Sie ihn mit Ihrem bevorzugten Texteditor. Unten finden Sie ein Beispiel einer mit dem Postprozessor „G-Code Arcs (inch) (*.tap)“ ausgegebenen Testdatei. Das folgende Beispiel wird auf dem beliebten Editor Notepad++ angezeigt.
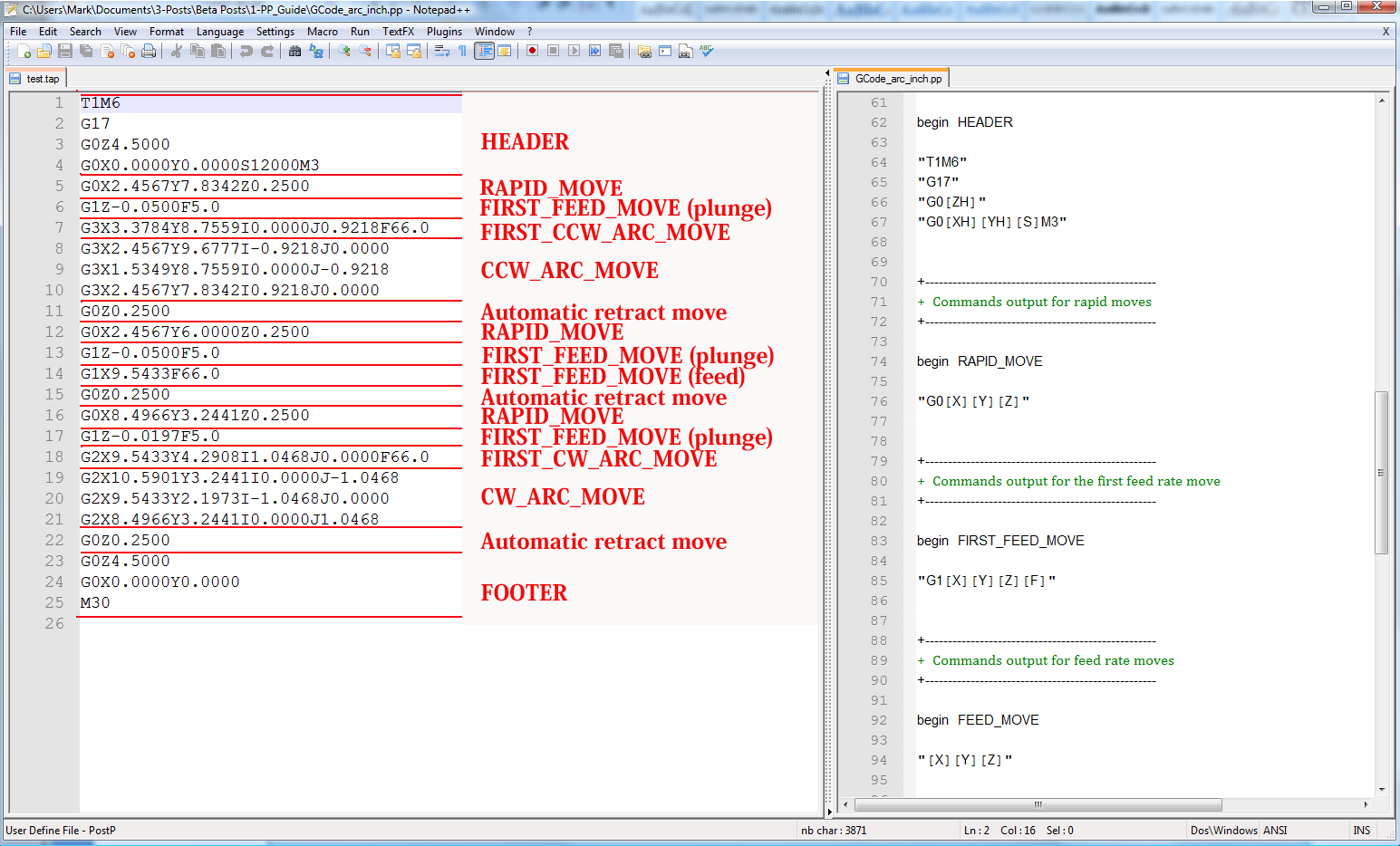
Für unser Beispiel fügen wir diesem Postprozessor einen Abschnitt für einen Werkzeugwechsel hinzu. Erstellen Sie zunächst eine Sicherheitskopie des Postprozessors, den Sie anpassen. Wenn Sie den zu bearbeitenden Postprozessor in einem Texteditor öffnen, sehen Sie die Textzeilen innerhalb des Postprozessor, welche die Ausgabe Ihrer Testdatei formatiert haben.
- Den Ordner PostP finden Sie über das Hauptmenü der Anwendung. Klicken Sie hierzu auf „Datei > Ordner mit Anwendungsdaten öffnen“.
Um dem Postprozessor einen Abschnitt für einen Werkzeugwechsel hinzuzufügen, ziehen Sie die Dokumentation für die Steuerung des Fräswerkzeugs (oder der Steuersoftware) heran. Für dieses Beispiel gehen wir davon aus, dass die benötigten Anweisungen für einen Werkzeugwechsel bei diesem speziellen Fräswerkzeug folgendermaßen lauten:
- M05 Anweisung, um die Spindel vor dem Werkzeugwechsel abzuschalten.
- M0 Anweisung, das aktive Werkzeug zum Werkzeughalter zurückzuführen.
- M06TTool_Number n Anweisung, das neue Werkzeug Tool_Number n auszuwählen
- G43HTool_Number n Anweisung an die Steuerung, für Werkzeug n den Versatz für die Werkzeuglänge zu verwenden
- Sxxx M03 Spindeldrehzahl auf xxx festlegen; Spindel einschalten (Drehung im Uhrzeigersinn).
Den Postprozessor mit Ihrem bevorzugten Texteditor bearbeiten.
Wenn Ihr Computer als Betriebssystem Windows Vista verwendet und die Benutzerzugriffskontrolle aktiviert ist, kopieren oder verschieben Sie den Postprozessor, den Sie bearbeiten, vom Ordner "PostP" in einen Ordner unterhalb Ihres Benutzerbereichs.
Bearbeiten Sie in der Datei zunächst den Bereich "Verlaufskommentare". Auf diese Weise erhalten sie einen Änderungsverlauf.
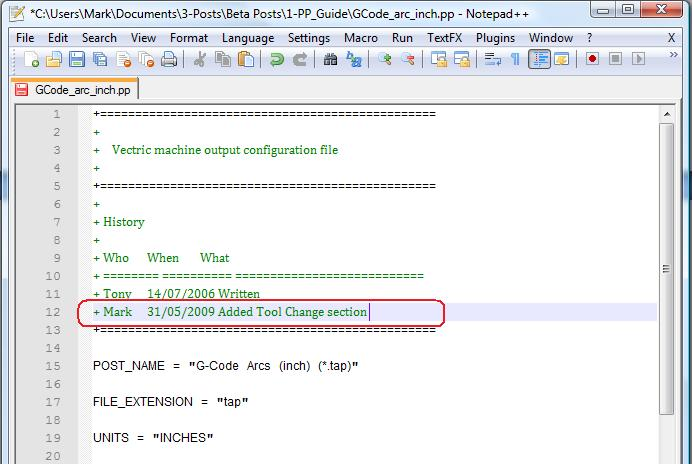
Bearbeiten Sie als nächstes den POST_NAME, um zu kennzeichnen, dass dieser Postprozessor Befehle für automatische Werkzeugwechsel (ATC) ausgibt. Der neue Post wird in der Liste der Postprozessoren als "G-Code ATC Arcs (inch)(*.tap)" angezeigt.
Fügen Sie dann einen Abschitt für Werkzeugwechsel mit den Anweisungen ein. Wo sich der neue Abschnitt innerhalb der Datei befindet, ist nicht von Bedeutung. Sinnvoll ist jedoch eine Position zwischen der Kopfzeile und den Abschnitten für schnelle Bewegungen.
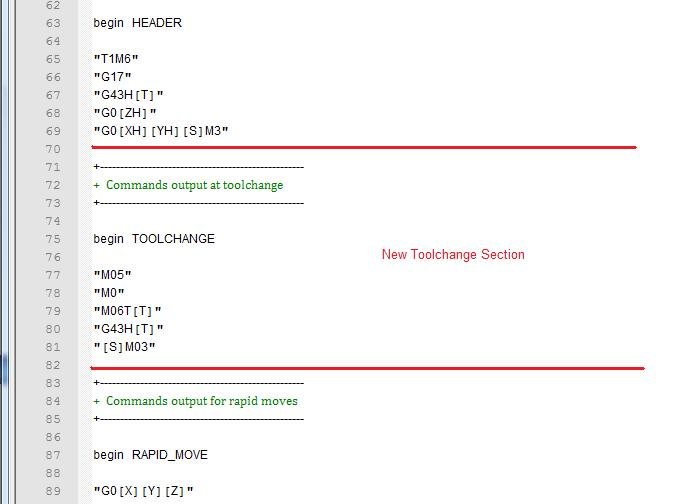
Fügen Sie zu Beginn des neuen Abschnitts einige Kommentare hinzu (beginnend mit dem Zeichen "+"), um den Abschnitt zu beschreiben und die Datei als Ganzes einfacher lesbar zu machen. Geben Sie als nächstes die Zeile „begin TOOLCHANGE“ ein, um den Postprozessor anzuweisen, dass die folgenden Anweisungen bei jedem Werkzeugwechsel ausgegeben werden sollen (außer für die erste Werkzeugauswahl, hierfür befinden sich die Befehle in der Kopfzeile).
Geben Sie als nächsten Schritt die erforderlichen Anweisungen in doppelten Anführungszeichen ein. Das „[T]“ in der dritten und vierten Anweisungszeile unseres Beispiels wird bei der Verarbeitung der Datei durch die Werkzeugnummer ersetzt. Das „[S]“ in der fünften Zeile wird durch die Spindeldrehzahl für das Werkzeug ersetzt.
Speichern Sie schließlich die Änderungen an der Datei. Da Sie POST_NAME geändert haben, speichern Sie die Datei unter einem neuen Namen, beispielsweise "GCODE_ATC_Arcs_inch.pp".
Wenn Ihr Computer als Betriebssystem Windows 7 oder Windows Vista verwendet und die Benutzerzugriffskontrolle aktiviert ist, kopieren Sie die bearbeitete Datei zurück in den Ordner "PostP".
Wenn die Software funktioniert, starten Sie diese neu, um den Postprozessor zu testen.
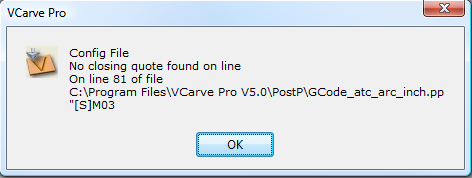
Sollten in Ihrem Postprozessor Syntaxfehler vorliegen, wird beim Start der Software ein Fehler ähnlich der Abbildung unten angezeigt. Zudem wird der bearbeitete Postprozessor nicht in der Drop-down-Liste mit Postprozessor-Konfigurationsdateien angezeigt. Korrigieren Sie alle Fehler und starten Sie die Software neu.
Wenn beim Start der Software keine Fehler angezeigt werden, öffnen Sie Ihre Testdatei und speichern Sie einen oder mehrere Ihrer Test-Werkzeugpfade.
Wählen Sie den Postprozessor aus der Dropdown-Liste mit Postprozessor-Konfigurationen und wählen Sie die Schaltfläche "Werkzeugpfad(e) speichern".
Schauen Sie sich die Datei an, die Sie gerade in einem Texteditor gespeichert haben.
Wenn der Dateiinhalt einen korrekten Eindruck macht, testen Sie die Datei mit Ihrer Maschine.
Ergreifen Sie bitte alle erforderlichen Vorsichtsmaßnahmen, wenn Sie die Ausgabe erstmals über einen modifizierten Postprozessor betreiben.
Beispiel: Dateierweiterung ändern
Die Dateierweiterung, die der Postprozessor automatisch erstellt, kann mit einem Klick auf die Schaltfläche "Werkzeugpfad(e) speichern" im Dialogfeld "Speichern als" geändert werden.
Statt jedoch die Dateierweiterung jedes Mal zu ändern, ist es komfortabler, die durch den Postprozessor erstellte Dateierweiterung dauerhaft zu ändern.
Verfahren Sie hierzu wie folgt:
Erstellen Sie eine Sicherheitskopie des Postprozessors, den Sie bearbeiten möchten.
Die Konfigurationsdateien des Postprozessors befinden sich im Ordner "PostP" des Produktinstallationsordners und verwenden die Dateierweiterung ".PP". Für Aspire, Version 2, befindet sich der Ordner "PostP" üblicherweise unter: "C:\Program Files\Aspire V2.0\PostP". Je nach installiertem Produkt und abhängig davon, ob die Software an einem benutzerdefinierten Ort erstellt wurde, kann sich der Ordner "PostP" an einem anderen Ort befinden.
Bearbeiten Sie den Postprozessor mit Ihrem bevorzugten Texteditor.
Wenn Ihr Computer als Betriebssystem Microsoft Windows 7 oder Windows Vista verwendet und die Benutzerzugriffskontrolle aktiviert ist, kopieren oder verschieben Sie den Postprozessor, den Sie bearbeiten, vom Ordner "PostP" in einen Ordner unterhalb Ihres Benutzerbereichs.
Suchen Sie nach den beiden Zeilen in der Konfigurationsdatei des Postprozessors, die folgendermaßen beginnen:
POST_NAME =
FILE_EXTENSION =
und verändern sie diese entsprechend.
Wenn Sie beispielsweise die durch den Postprozessor "G Code ATC (inch)(*.tap)" erstellten Dateierweiterungen von ".tap" zu ".nc" ändern möchten, ändern Sie die Zeilen:
POST_NAME = "G Code ATC (inch) (*.tap)"
FILE_EXTENSION = "tap"
zu:
POST_NAME = "G Code ATC (inch) (*.nc)"
FILE_EXTENSION = "nc"
Speichern Sie die Änderungen an Ihrer Datei. Wenn Ihr Computer als Betriebssystem Windows 7 oder Windows Vista verwendet und die Benutzerzugriffskontrolle aktiviert ist, kopieren Sie die bearbeitete Datei zurück in den Ordner "PostP".
Wenn die Software funktioniert, starten Sie diese neu, um den Postprozessor zu testen. Sollten in Ihrem Postprozessor Syntaxfehler vorliegen, wird beim Start der Software ein Fehler ähnlich der Abbildung unten angezeigt. Zudem wird der bearbeitete Postprozessor nicht in der Drop-down-Liste mit Postprozessor-Konfigurationsdateien angezeigt. Korrigieren Sie alle Fehler und starten Sie die Software neu.
Wenn beim Start der Software keine Fehler angezeigt werden, öffnen Sie Ihre Testdatei und speichern Sie einen oder mehrere Ihrer Test-Werkzeugpfade.
Wählen Sie den Postprozessor aus der Dropdown-Liste mit Postprozessor-Konfigurationen und wählen Sie die Schaltfläche "Werkzeugpfad(e) speichern".
Schauen Sie sich die Datei an, die Sie gerade in einem Texteditor gespeichert haben.
Wenn der Dateiinhalt einen korrekten Eindruck macht, testen Sie die Datei mit Ihrer Maschine.
Ergreifen Sie bitte alle erforderlichen Vorsichtsmaßnahmen, wenn Sie die Ausgabe erstmals über einen modifizierten Postprozessor betreiben.
Tipps und Tricks
1. Erstellen Sie immer eine Sicherheitskopie des Postprozessors, den Sie bearbeiten, falls Sie noch einmal von Null beginnen müssen.
2. Sollten Sie einen Postprozessor mithilfe eines Textverarbeitungsprogramms wie Microsoft Word bearbeiten, speichern Sie die Datei unbedingt als reine Textdatei. In der Datei dürfen sich keine Formatierungsdaten befinden.
3. Wenn Sie Postprozessoren auf einem Computer bearbeiten, der als Betriebssystem Microsoft Windows 7 oder Windows Vista verwendet, bearbeieten Sie die Dateien nicht direkt im Ordner "Program Files\Product folder\PostP". Bearbeiten Sie die Datei immer in Ihrem Benutzerbereich und kopieren sie die bearbeitete Datei in den Ordner "Program Files\Product folder\PostP".
4. Kommentieren Sie Änderungen. Ein Kommentar ist der Text, der auf die Zeichen + oder | folgt. Das Programm reagiert nicht auf Kommentare. Sie sind jedoch bei der Dokumentierung der durchgeführten Änderungen hilfreich und stellen diese für die Zukunft verständlich dar.
5. Alle Anweisungszeilen müssen von Anführungszeichen umschlossen sein.
6. Verwenden Sie nach Möglichkeit einen Texteditor, der Zeilen nummeriert. Dies erleichtert bei Fehlern in der Datei die Fehlersuche im Postprozessor. Das Programm prüft beim Start die Postprozessoren im Ordner "PostP". Bei Syntaxfehlern in der Datei wird eine Fehlermeldung mit der Zeilennummer herausgegeben, in welcher der Fehler als erstes erkannt wurde.
7. Wenn Sie einen Postprozessor erfolgreich bearbeitet haben, erstellen Sie eine Sicherungskopie. Wenn Sie eine neuere Version ihres verwendeten Vectric-Produkts installieren, kopieren sie Ihren angepassten Postprozessor in den Ordner "PostP" der neuen Softwareversion. Wählen Sie außerdem den angepassten Postprozessor aus, wenn Sie den ersten Werkzeugpfad speichern (für Folgeaktionen merkt sich die Software Ihre Auswahl).
8. Wenn Sie eine andere Version der Software installieren oder ein Versionsupgrade der Software durchführen, kopieren Sie die Sicherungskopien Ihrer bearbeiteten Postprozessoren in den Ordner "PostP" der neuen Version. Achten Sie darauf, für die erste Datei in der neuen Softwareversion den richtigen Postprozessor auszuwählen.
9. Greifen Sie bei neueren Versionen der Software (V5.5 und höher) aus der Anwendung auf die Postprozessoren zu. Klicken sie hierzu auf den Ordner "File > Open Application Data Folder\PostP".
10. Sie können eine angepasste Liste der Postprozessoren erstellen. Kopieren Sie hierzu ausschließlich die benötigten Postprozessoren in den Ordner "File > Open Application Data Folder\My_PostP". Sollte im Ordner "My_PostP" eine Datei mit der Erweiterung .pp existieren, werden in der Dropdown-Liste nur die Postprozessoren im Ordner "My_PostP" angezeigt.