User Guide
- インターフェイス概要
- 02. Getting Started - Introduction
- 03. Getting Started - The CNC Workflow
- 04. Getting Started - One-Time Setup
- はじめに - サンプルプロジェクト
- 2Dデザインと管理
- 07. Intermediate - 3D Design and Management
- ロータリージョブの作成
- 2D ツールパスを使用したシンプルなロータリー モデリング
- ロータリー加工とラッピング
- Rotary プロジェクトへの外部モデルのインポート
- 3D ロータリープロジェクトのモデリング
- 3D ロータリープロジェクトの高度なモデリング
- 高度 - インポートされた 3D ツールパス ファイル
- ポストプロセッサ編集
インターフェイス概要
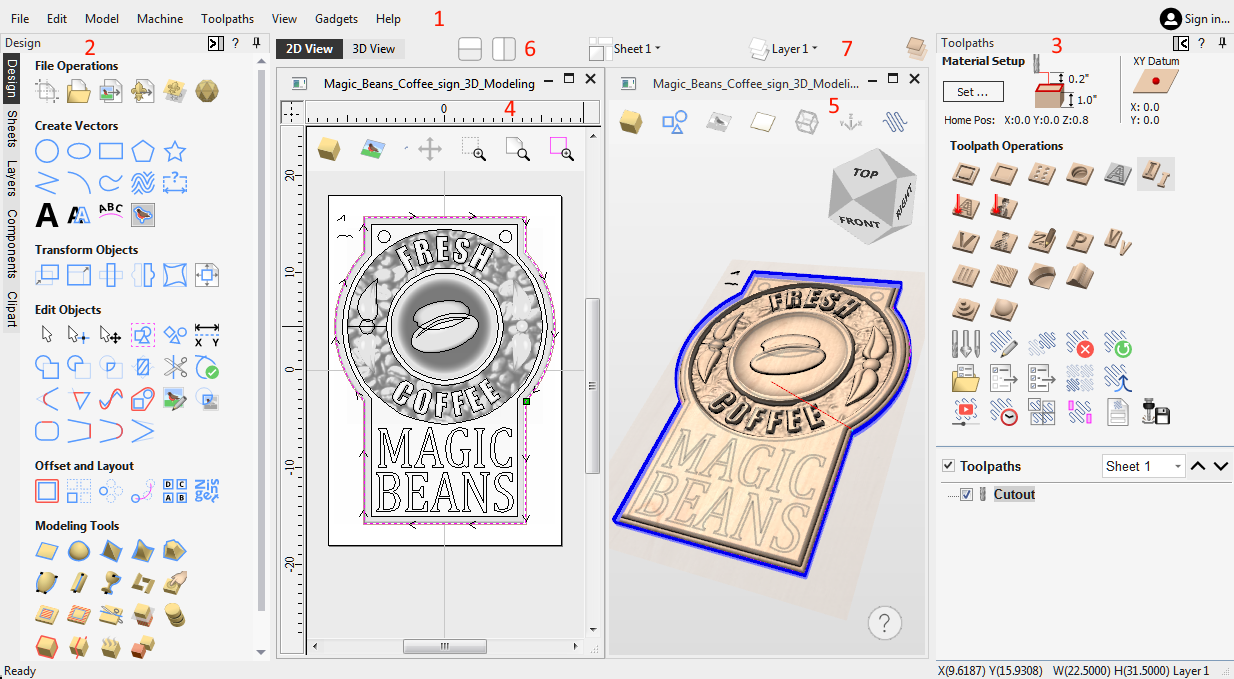
- メインメニューバー(ドロップダウンメニュー):画面上部にあるこのバーには、ファイル、編集、モデル、工具経路、表示、ヘルプの各メニューが表示されます。ここから、機能別に分類されたソフトウェアのコマンドにアクセスすることができます。いずれかのメニューをクリックすると、利用可能なコマンドが記載されたドロップダウンリストが表示されます。
- デザインパネル:画面の左側に表示されます。デザインタブとタブ内のデザインを作成するためのアイコンへのアクセスが可能です。
- 工具経路タブ:画面の右側に表示されます。工具経路タブの上部には、工具経路の作成、編集、プレビューを行うための全アイコンが表示されます。タブの下部には作成済みの工具経路が表示されます。
- 2Dデザインウィンドウ:加工用デザインの表示、編集、選択を行うためのウィンドウです。デザインはインポートまたはソフトウェアで直接作成することができます。これは3Dビューでも同様で、F2キーとF3キーの使用、またはウィンドウ上部のタブをクリックして切り替えることができます。
- 3Dビュー:合成モデル、工具経路、工具経路プレビューが表示されます。
- インターフェイスレイアウトボタン(作図タブの2Dビューコントロールセクション):2Dビューと3Dビューを同時表示、またはデザインの後期工程で工具経路タブへフォーカスを切り替える場合に使用し、異なる既定のインターフェイスレイアウト間を切り替えます。
- ここからクイック ドロップダウン メニューにアクセスして、作業中の現在のレイヤー、シート、またはコンポーネント レベルを変更できます。
 インターフェイスの管理
インターフェイスの管理
ツール ページには自動非表示/表示動作があり、使用されていないときに自動的に閉じることができるため、作業画面領域を最大化できます。
ソフトウェアには、設計用と加工用の 2 つのデフォルト レイアウトが含まれており、各ツール ページに適切な自動非表示動作を自動的かつ便利に設定できます。各ツール ページのレイアウト切り替えボタンを使用すると、プロジェクトの設計段階からツールパス段階に焦点が自然に移るときに、インターフェイスを切り替えることができます。
自動非表示タブへのアクセス
ツールページが自動非表示(ピン付けされていない)の場合、画面のサイドにタブのみとして表示されます。詳細は、ツールページのピン付け/ピンを外すを参照してください。当該タブにマウスオーバーすると、一時的にページが表示されます。ページからツールを選択すると、再度自動的に非表示になります。
ツールページのピン付け/ピンを外す
各ツールページの自動非表示動作は、各ページのタイトル領域の右上にある画びょうアイコンを使用して制御可能です。


デザイン/工具経路のデフォルトレイアウト
Aspireには、通常のデザインワークフローと工具経路作成を補助するための2つのツールレイアウトページがあります。
すべてのタブに[レイアウト切り替え]ボタンがあります。作図とモデリングタブで当該ボタンを使用すると、工具経路タブをピン付けして作図とモデリングツールタブのピンを外し、工具経路タスクにインターフェイスのフォーカスが移動されます。工具作成タブでは、当該ボタンによってレイアウトが元に戻されます。つまり、工具経路ページのピンを外して作図とモデリングタブのピン付けを行います。これらの2つのタブは、F11キーとF12キーを使用して切り替え可能です。
ヘルプ ?
すべての形式に ? があります。アイコンをクリックすると、使用しているツール フォームの詳細を説明する適切なヘルプ コンテンツ ページに移動します。
3D ビューのヘルプ プロンプト
ヘルプ プロンプトは、現在のツールまたは操作を追跡し、関連するヘルプ ドキュメントや現在のツールのヒントに簡単にアクセスできるようにします。
02. Getting Started - Introduction
はじめに
Welcome to the vibrant Vectric community! You've made a great choice for getting the most from your CNC machine by using Vectric software. This short guide should help you to get your CNC machine cutting correctly in less than hour. Along the way we will highlight key concepts and tools in our full Reference Manual. These links will help you review each step in more detail and begin to develop your skills.
概要
In the first section of this guide we will describe the main principles of CNC toolpath creation using Vectric software. All CNC projects follow a similar workflow and our software is designed to reflect these steps naturally and intuitively.
Next we will complete your one-time setup to licence your product and give you access to Vectric's online portal, V&Co, which we will use to automatically configure the software for your specific CNC machine.
In the final section we will run through a simple, but complete, CNC project from start to finish step-by-step. At the end of the project you should be confident that your CNC machine is correctly configured and you can cut vector drawings using a simple profile toolpath strategy.
03. Getting Started - The CNC Workflow
The Vectric Workflow
The Example Project will step you through all the stages of creating, toolpathing and cutting a simple line drawing. Most CNC projects share many common concepts and steps so before we complete our practical project, let's run through them.
The structure of a Vectric Job
All the information needed to describe a single CNC project is contained in a Vectric Job document (when saved they have the file suffixes *.crv or *.crv3d). A new job always begins by defining the area of a sheet of physical material that you intend to cut with your CNC machine.
Most jobs typically only involve one sheet of material, but more complicated projects may comprise multiple materials. Don't worry, your job's primary material sheet can be updated or new sheets of material added to your job later, as your design develops.
The drawings & images used to work on a material sheet can be created on layers to help manage more complicated designs. Similarly 3D model components can also be organised onto levels. By default there is always at least one layer and one level for each sheet in a new job. You can add more layers and levels to help organise more complicated projects.
Once your material sheet has been created in the Job Setup form, the software will show you a 2D & 3D view of your design space (which matches the dimensions of your current material sheet), each in their own window.
Above the view windows is the main toolbar which allows you to navigate through the structure of your CNC job and see what is currently being displayed in view windows below. It shows you the material sheet, design layer and 3D model level that you are currently working on (referred to as 'active').
What you see in the 2D & 3D design views below will reflect these current settings and any new shapes, components or toolpaths will be created in the active locations indicated. You can also change the active sheet, active layer or active level at any time directly from these controls.
More advanced projects can also represent both sides of a sheet of material. For a two-sided project an additional control above the views shows which side of the sheet is currently active. You can view the drawings, models and toolpaths associated with the top and bottom surface of each material sheet and swap the active side of the sheet in a consistent way to the other controls.
Initially your job will be empty and so your views will be blank, but in due course, Vectric's view windows will show all the layered drawings & images, 3D model components & toolpaths for the currently active material sheet.
The currently active locations are the same for both the 2D & 3D views i.e. creating a vector shape will place it on the same active sheet and active layer regardless of whether the 2D or 3D view is used.
You can, however, toggle the visibility of object types in each view independently using the visible items toolbar at the top of each view. This is helpful for focusing on different areas of your job at each stage of creating your CNC project.
Many of the software's tools can be used directly in either the 2D or 3D view.
In V12 some tools have not yet been extended to allow full interaction in the 3D - this is an ongoing transition. If in doubt, try click
Import, Draw or Trace artwork
Computer images are most often represented as a grid of coloured squares - these images are referred to as bitmaps and their constituent coloured squares are called pixels. Except for a few very specific cases, this representation is not *directly* useful for toolpath creation. Computer drawings (from CAD or illustration applications) are very different and are instead built from mathematically defined lines & curves.
This type of representation is referred to as vector or contour artwork. Vectric software can use both bitmap and vector artwork, but most types of toolpath can only be created from vector drawings. Suitable bitmaps with bold regions of similar colour (for example logos, cartoons, icons or signs) can, however, be used to create vectors from which many types of toolpath can then be generated - this process is called bitmap tracing.
Some external artwork file types contain only bitmaps (e.g. BMP, PNG, JPG), some contain only vectors but many can contain both (e.g. PDF, SVG, DWG/DXF).
Use the design artwork to create toolpaths
We use the vector artwork to define the shapes we want to cut. It is important to emphasise that the toolpath (the actual cutting moves your machine must make to leave your intended shape) is rarely, if ever, a direct conversion of the original artwork. The toolpath must be created taking into account a complex interaction of the material, your CNC machine's capabilities and the shape of your cutting tool.
"Sculpture, per se, is the simplest thing in the world. All you have to do is to take a big chunk of marble and a hammer and chisel, make up your mind what you are about to create and chip off all the marble you don’t want." - Paris Gaulois, 1879.
Toolpaths are therefore generated from source vector artwork but once created they are almost entirely indepenendent of the artwork that created them. Moving, editing or even deleting the source artwork used to generate a toolpath will not affect the toolpath - it must be actively re-calculated to reflect any changes.
This is a carefully considered Vectric design principle - although you may be prompted that a significant alteration to your job has occurred - your toolpaths will never change automatically 'behind your back'!
That said, toolpaths do retain a handy reference to the artwork that created them. If you choose to edit a toolpath it will try to locate it's orginal source artwork and re-select it. At this point you can simply recalculate it to reflect any changes you have made to that source artwork, but you can also choose to select additional or entirely different artwork.
プレビュー
As we've discussed, the actual motion of your CNC machine (the toolpath) required to cut al shape can be complex and difficult to interpret.
Luckily your software provides an extremely accurate preview of any toolpaths that you create by simulating them in a block of virtual material. In the Example Project we will use the Toolpath Preview to verify that the toolpaths are producing the shapes we want (and we can easily corrected them if not)!
This simulated preview is a hugely beneficial step that ensures you minimise costly mistakes in the real world (we all make them from time to time) but it also allows you to check the surface finish you can expect from different strategies under different conditions.
The Toolpath Preview uses exactly the same data that will be sent to your CNC machine. You can be confident that any cutting and surface finish issues that occur at the machine but which are ない visible in the Toolpath Preview are almost always caused by a physical problem with the machine setup or tooling, which makes finding and fixing them a lot quicker!
Exporting the toolpath
Now we will be ready to export the toolpath, in the right format, ready to be loaded into our CNC machine's controller. Saving the toolpath will make use of a Post-Processor that is specific to your CNC machine. It will translate the movements contained in the toolpath into a toolpath file that is in the specific format required by your CNC machine's controller to load and run.
04. Getting Started - One-Time Setup
One-time setup
Before we can begin, however, we must complete a couple of one-time steps to ensure your newly installed software is correctly configured. We will start by showing you how to log in to Vectric's online portal, V&Co. Here you will be able to download many other tutorials & projects, clipart packs and software updates. It is also the place you will find your personal product license code and you can return to it any time should you need to recover this licence information or use the main product installer again for any reason in the future. We will also use V&Co to access our online Machine Database. We can use this to automatically configure your software for the make and model of your CNC machine. Licensing and configuring your software typically only needs to be completed once and if you are online they can both be completed almost entirely automatically with just a few clicks.
Licence Management & Your V&Co Account
It is important that your investment in our high quality CNC software is protected and that Vectric can continue to create great software in the future - you will, therefore, have a unique personal licence for the software that you have purchased.
This licence is associated with your Vectric V&Co account, and can be accessed at anytime via https://portal.vectric.com. To log in to your V&Co account you will need to use the email address (which must be uniquely yours) and password that you registered with us when your account was created - please keep these details safe. Your registered email address is the way by which we can verify your ownership of the software.
Important Note: you can reset your password at any time using your registered email account and the forgotten password link provided on the V&Co log in page. If you need to change your registered email address it is important to do this before you lose access to the one to which the software is registered. If you can no longer access your registered email, you will need to contact us directly at support@vectric.com but please note that you will now need to be able to provide independent and alternative proof of your identity and purchase.
Within your V&Co account there is a unique digital code for each piece of Vectric software you have purchased. When you first run our software on your laptop or PC you will be prompted to provide this information. If you are installing onto a computer that is online (i.e. with unrestricted internet access available) you can complete this process almost entirely automatically - this is the fastest and easiest method.
The software will simply launch your web browser and prompt you to log in to your portal account. The software will then show the appropriate license that is available to be linked. Simply accept the link and you're good to go!
Once you have completed this process after initial install you will not be required to do it again unless you change computers or need to re-install the software afresh. Your software is now uniquely licenced to you and your details will always be shown in the main interface - even when you are offline, or online but not logged-in.
You can also log into your V&Co account from within the software at any time when you are connected to the internet to enable additional online features and services such as your clipart collection or online tool database.
When logged-in, your software will indicate this in the top right corner of the main window. Please note, the one-time licensing of your software and routinely logging in when using your software are independent concepts. Your personal product licensing is unaffected by your V&Co logged-in status.
We have also ensured that you can complete the software licensing process without having a live internet connection. The process is less automatic and details of the steps can be found here.
CNC Machine Tool Configuration
The software supports hundreds of different types of CNC machine, so the the next thing we will need to do is configure the software for your particular make and model. Correct configuration comprises two elements - appropriate tool settings in the tool database for your CNC machine and setting the 'translation' file (the Post-Processor) needed to create a toolpath file that your specific machine tool controller can understand.
工具データベース
Configuring the software will create a default tool database with tool definitions include cutter movement speeds ("feedrates") that *should* be a reasonable starting point for you to edit the entries for the tool types that you have, according to the recommendations from your CNC machine manufacturer for each material. Appropriate tool settings are the result of a complex interaction of the tool's shape and design, the nature of the material you intend to cut and the strength and power of your CNC machine. Don't use any default settings without first considering whether they are appropriate for your circumstances.
We will look at the Tool Database in more detail in the Toolpath Creation section below.
Post Processors
Your software can create toolpath files for hundreds of different CNC machines and controllers. To achieve this, the software creates an internal representation of a toolpath. Only when this toolpath is saved does it get 'translated' into the specific format required by your CNC machine.
The translation instructions are contained in file called a Post-Processor (because it *processes* the toolpath *after* it has been created).
Post-Processors also determing whether the toolpath movements will be presented to the machine using metric or imperial units. This must typically match the units mode you have set on your CNC machine's controller (seek advice from the manufacturer if needed). Note, however, it doesn't matter what units where used to create the original toolpath within the software - any required conversion is automatically applied when the toolpath is saved through the Post-Processor.
Job Setup - Axis Orientation
Our software is specifically designed for 3-axis CNC Machines (with additional support for an optional rotary axis). As you look at your CNC machine, the normal conventional is that left and right movement is controlled by the X-axis, forward and backward movement controlled by the Y-axis and up and down movement is controlled by the Z-axis.
In our software the width of your job will typically be equivalent to the X-axis of your CNC machine and the height of your job to its Y-axis.
Be aware that some machines are orientated so that the X & Y axes are swapped as you look at them - left to right movement may be controlled by the Y-axis and vice versa.
Use your machine's control software to jog your machine independently in each axis to make sure your expectations are correct.
Although unusual, it is possible that some post-processors will swap the X & Y toolpath coordinates 後 you have created your toolpaths - effectively changing the apparent orientation of you job - but this is only recommended for users who are confident of their machine's configuration and usage and not recommended for the majority of users who might not be aware of the other issues this can cause. Check with your machine tool manufacturer if you have any doubts.
It can help Orientate yourself so that when you stand before the machine, when you jog the machine to move to a higher X position, it is moving Left to Right infront of you. This can help visualise how the project design you have made in the software will translate to the bed of your machine.
はじめに - サンプルプロジェクト
キャリブレーションパターンのカット
簡単に紹介するために、2D プロファイル ツールパス戦略を使用して、正確なサイズと位置合わせが行われた長方形、円、星を彫刻します。このパターンでは、CNC ワークフローで概説したすべての手順を使用します。また、設計のいくつかのシンプルだが重要な機能を使用して、CNC マシンが正しく動作しているかどうかを確認することもできます。
- 長方形、円、星は歪んだり歪んだりしてはなりません。
- 彫刻された形状の寸法はデザインと正確に一致する必要があります。
- 3 つの図形の位置合わせポイントに矛盾があってはなりません。
- 星は時計回りにわずかに回転し、彫刻はデザインの元の方向と一致し、X または Y 方向に予期しない反射がないようにする必要があります。
このガイドの最後では、これらのチェックを確認し、いずれかが期待どおりでない場合のトラブルシューティングのヒントをいくつか提案します。
材料、工具、固定具
デザインの XY 寸法は 100 mm (4 インチ) なので、約 150 mm (6 インチ) 四方以上の材料が必要になります。
素材の正確な厚さはそれほど重要ではありません。デザインは、1.5 mm (1/16 インチ) の深さで表面に彫られるだけだからです。したがって、厚さが 3 mm (1/8 インチ) 以上であれば問題ありません。合板または MDF ボードの切れ端が理想的です。
クランプとの衝突やネジの切断の可能性を回避するために、このような小さな材料を固定するための最良の方法は、両面テープを使用することです。強力な「カーペット」タイプのテープであればどれでも使用できますが、しっかりと固定でき、作業が完了したらきれいに剥がせるブランドを見つけるために試行錯誤する必要があるかもしれません。
ツールパスは V ビットに基づいて作成されますが、正確なツール角度は重要ではありません。V ビット ツールがない場合は、小型 (3 mm、直径 1/8 インチ以下) のエンド ミルまたはボール ノーズ ツールも使用できますが、カットが広くなるため、キャリブレーション パターンの解釈が少し難しくなる可能性があります。
クランプとの衝突やネジの切断の可能性を回避するために、このような小さな材料を固定するための最良の開始方法は、両面テープを使用することです。
ジョブを作成する
- 開始するには、「新しいファイルを作成」をクリックします。
これにより、「ジョブ セットアップ」フォームが開きます。すべてのプロジェクトはジョブ セットアップから始まります。ここで、設計の物理的な寸法を検討します。この時点では、必ずしも材料ブロック全体を定義する必要はなく、設計に必要な領域のみを定義する必要があることに注意してください。設計領域は、CNC マシンが参照開始点として使用する「XY データム位置」を使用して、より大きな物理的な材料ブロック上の任意の場所に配置できます。
ソフトウェアのすべてのフォームと同様に、`Job Setup` フォームの上から下に向かって作業してください。フォームは通常、最も重要なフィールド、オプションではないフィールド、または最も頻繁に更新されるフィールドが上部に配置されます。ほとんどのフォーム フィールドには、初めてアクセスしたときに適切なデフォルトが提供されます (フィールドは、編集すると通常、以前の設定を記憶します)。そのため、最初はよくわからないフィールドを無視できます。ほとんどのフォームの下部には、変更内容の (承認)、 、または を実行するためのボタンがあります。
- ジョブ設定フォームでは、両側からカットするか、回転軸を使用してカットするプロジェクトを許可していますが、ここでは単に「片面」を選択します。
お客様のご希望に応じて「ジョブ サイズ」の単位を設定します。
CNC マシン コントローラは、ツールパスがメートル法またはヤードポンド法のいずれかで定義されていることを想定して設定されるため、特定の設定を決定するには CNC メーカーに問い合わせる必要があります。後で選択するポストプロセッサは、ツールパスをコントローラの要件に一致させる必要がありますが、これはソフトウェア内で 設計 に使用する単位とはまったく関係ありません。ツールパス ファイルの作成時に、必要に応じてすべてが自動的に変換されます。
- 新しいジョブの幅と高さを両方とも150mm(6インチ)に設定します。
- をセットする
- OKをクリック
キャリブレーションアートワークをデザインする
プロジェクトは設計図から始める必要があります。画面の左側には、設計図を描くのに役立つさまざまなツールにアクセスできるタブ付きパネルがいくつかあります。
やがて、この設計を使用して CNC マシンのツールパスの作成を開始します。ツールパスとツールパス戦略に関連する機能は、画面の右側にある別のパネルにあります。最初はこのパネルは非表示になっています。設計がほぼ完成したら、右側のツールパス パネルに焦点を切り替えます。
これは CNC プロジェクトを作成するときの一般的なワークフローであり、ソフトウェア インターフェイスにより、このフォーカスの切り替えが簡単かつ直感的になります。
今のところは、左側の デザイン パネルで利用できるツールに焦点を当て続けましょう。
######### キャリブレーション スクエアを完了するための手順は、こちらを参照してください。######
This will create your Rectangle to be 100m x 100mm.
Now press the F9 key on the keyboard, and your Rectangle Vector will now be centered in your work space.
最初のツールパスを作成する
設計図が完成したので、この形状を正確かつ効率的にカットするためにどのようなツールパス戦略を使用するかを検討する準備が整いました。
ソフトウェア インターフェイスでは、「ツールパス コマンドに切り替える」ボタンを使用して、設計ツール パネルを自動的に非表示にし、ツールパス戦略ツール パネルを表示できます。
- 「デザイン」タブの上部にある「ツールパス コマンドに切り替える」ボタンをクリックします。
ツールパス タブがソフトウェアの右側に開きます。ここには、ツールパスの作成、編集、保存に関連するすべてのツールがあります。
特定のジョブに最も適したツールパス戦略を選択することは、CNC を効果的に使用する方法を最初に学習する際の最も難しい側面の 1 つです。時間の経過とともに、このタブで利用できるさまざまな戦略を探索し、広範なチュートリアルと実用的な例を通じて、それぞれの用途を理解します。
現時点では、ツールパス操作で利用できる最初の戦略、つまりプロファイル ツールパスのみを使用します。
プロファイル ツールパス ボタンをクリックして、2D プロファイル ツールパス フォームを開きます。
プロジェクトの保存と読み込み
この時点で、プロジェクトを保存する必要があります。[ファイル] -> [保存] メニュー、または Ctrl+S ショートカット キーを使用してプロジェクト ドキュメントを保存すると、他の従来のアプリケーション ドキュメント (Microsoft Word など) を保存するのと同じように、すべての 2D 設計要素、3D モデル、およびツールパス戦略設定が `*.crv` または `*.crv3d` ファイルに含まれます。このファイルは、後日いつでも戻って作業を継続したり、新しいプロジェクトのベースとして複製したりすることができます。
これは CNC マシンが読み取るファイルではないことに注意してください。ツールパスの保存 (下記参照) は、CNC マシンに必要なこのプロジェクトからファイルを具体的に保存する独立したプロセスです。ツールパスの保存プロセスを、Word 文書から PDF ファイルを作成するようなものと考えるとわかりやすいかもしれません。PDF ファイルは通常、再読み込みまたは編集されませんが、「印刷」する準備ができています。
ツールパスのプレビュー
ツールパス ファイルを CNC マシンに転送する前に、ソフトウェアで行うべき非常に重要な手順がまだあります。[ツールパスのプレビュー] コマンドを使用すると、CNC マシンがどのように動くか、各ツールパスが完了した後の素材がどのように見えるかを正確にプレビューできます。
ツールパスの保存 - 後処理
ツールパスの実行
In this guide we will assume that you have completed the "Machine Configuration" Process either Manually or using one of the existing Online Configurations as seen here.
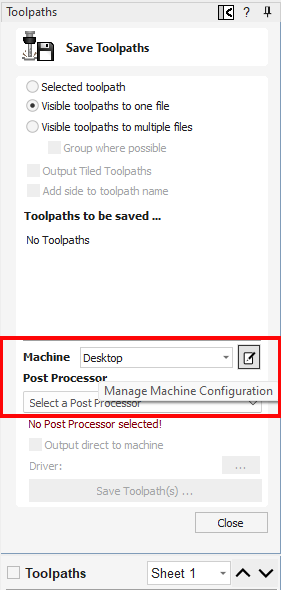
With that step complete, you just need to now open the "Save Toolpath" form, using the bottom right most icon in the Toolpath Panels icons.
Make sure your machine is currently selected in the Machine
Running Your Toolpath
CNC マシンとコントローラーはそれぞれ異なります。この時点では、ツールパス ファイルの実行の詳細については、CNC マシンの製造元のマニュアルを参照する必要がありますが、予想される典型的なプロセスに関する一般的な情報をいくつか提供できます。
資料を安全に保管
材料はマシンのベッドに固定する必要があります。これは通常、材料をクランプ、ネジ留め、または接着して行います (大型またはより高度なマシンには真空固定機能がある場合があります)。最初の 2 つのケースでは、クランプやネジを切断しないように細心の注意を払う必要があります。ジョブ セットアップで説明したように、ツールパス ファイルは材料と同じサイズである必要はありません。クランプやネジを回避する最も簡単な方法は、ジョブの寸法 (つまりツールパス) が材料の遮るもののない領域よりも大きくないこと、およびこの領域内に正しく配置されていることを確認することです。
原点(データム)を設定する
すべてのツールパスの動きは、最初にジョブを作成したときに選択した「XY データム位置」を基準にしています (この例では左下隅に設定していますが、通常はデザインの中心にすることもできます)。これらは「原点」とも呼ばれます。次に、このデータム ポイントが材料上のどこに物理的に配置されているかを CNC マシン コントローラに指示する必要があります。このプロセスは通常、「XY データムの設定」、「XY 原点の設定」、または「X と Y のゼロ設定」と呼ばれます。
実際には、XY データムを設定すると、ツールパスが材料上でカットされる位置が どこ になります。
また、ツールパスが材料をどのように 深い 切削するかをコントローラに指示する必要があります。これは、ツールパスを材料に対して 内で 配置することと同じです。これは、「Z 原点の設定」、「Z ゼロの設定」、または「Z のゼロ化」と呼ばれることがよくあります。
この時点でも、ソフトウェアでジョブを作成したときに使用した「Z ゼロ位置」設定を把握しておくことが重要です。この例では、これを材料の表面に設定しましたが、状況によっては、これを材料ブロックのベース、または CNC マシンのベッドに設定すると便利な場合があります。
このジョブは `Z ゼロ位置` を `Material Surface` に設定して作成されたため、ツールの先端が 材料の表面 に触れるように CNC マシンをジョグし、制御ソフトウェアを使用して Z 位置をゼロにする必要があります。
あるいは、自動 Z タッチ プレートまたはプローブを使用して同じ結果を得ることもできます。この手順の手順については、CNC 製造元を参照してください。
注記: テストの「エアカット」を行う場合、CNC マシンを Z方向上向き 空中のポイントまで後退させて、ツールパスの最大深さが物理的な材料に接触しないようにし、代わりに Z ゼロを「空中」に設定します。このように Z 原点を空中にしてツールパスを実行すると、実際の切削の前にセットアップやツールパス設定について疑問や不確実性がある場合に、ツールパスの動きをテストするのに非常に役立ちます。
この時点で、CNC マシンは、ツールの先端が原点ジョブの作成時に定義した位置にあるときに、位置インジケーターが X=0、Y=0、Z=0 を示している状態になっているはずです。この例では、これは切断する領域の左下隅にあり、材料の上面にちょうど触れている位置になります。
ツールパスファイルをロードする
準備はできましたか?
少なくとも、テストされていないツールパスの初期開始点と送り速度を「エアカット」で目視確認することを常に検討する必要があります (上記の注記を参照)。最初の全深さ、全幅カットを形成する動きに特に注意を払ってください。これは、ツールと CNC マシンに最も大きなストレスがかかるときであるため、カットしようとしているツールと材料の種類に対して適切であることを確認してください。
CNC を初めて使用する場合、コントローラーに簡単なチェックリストを書いておくことを検討する価値があります。次に例を示します。
私は:
- 初期動作を確認するために「エアカット」を実行しますか?
- 材料がしっかりと固定されているか確認しましたか?
- このツールパスに適したツールのタイプと形状が適切かどうか確認しましたか?
- X、Yの原点を設定しますか?
- Z原点を設定しますか?
- スピンドルをオンにしましたか (CNC マシンのコントローラーによって自動的に有効になっていない場合)?
さあ、カットの時間です!
テストされていない、または検証されていないツール設定でツールパスを実行する場合は、常に細心の注意を払ってください。 新しい のツールや 新しい の材料で切削する場合は、CNC マシンまたはツールの製造元に問い合わせて、マシンとツールの適切な送り速度についてアドバイスを受けてください。
キャリブレーションカットを確認する
トラブルシューティング
スケール / 単位
My Design is cutting out much smaller/larger then it designed for.
Double check what distance your machine moves when you manually command the controller to jog from X=0 to X=1
The distance it travels should be exactly 1 Inch or 1mm.
If it moves the 1 Inch then you need to ensure that when you save your toolpaths from Aspire that you use the Inches Post Processor.
Likewise, if it moves 1mm, then use the MM Post Processor instead.
If it moves a different distance, instead of one of these options, then the machine calibration needs to be reviewed with help from the machines supplier.
Double check this on each of the X Y and Z Axis's, and it must move the exact same distance on all Axis.
反発
Backlash is a physical issue in the machine where an Axis will move the correct distance for a cut, but then loosness on the Axis motor or screw barings will allow it to slip.
This can build up over time for the machine to graducally become more and more misaligned over the duration of a toolpath. Commonly if you see inaccuracy in cuts only in one direction then it will be backlash issues on that one Axis.
Report the issue to your machiine supplier for advice on how to elliminate backlash in your hardware.
反転軸
The most common indicator of an inverted axis is text being mirrored in a single direction. A rarer case can be when the router will raise when it should plunge, resulting in it cutting air, even when Z Zero is correctly set. This can be due to a number of factors, such as:
- Hardware Wiring.
- Controller Setup.
- Post Processor setup.
The Hardware wiring is always the first thing to check in these cases, to ensure that the machines hardware is all connected as intended, and there are no wiring issues. If the positive and negative terminals on a motor are reversed then the motor can go in reverse.
The controller setup is part of the controllers calibration, and if values are reversed here, it can cause the motors to then work in reverse.
Post Processor setup can sometimes require the reversing of an Axis. This will have been required by the machine supplier to fit their machines configuration. The Post Processor should usually not be reversed manually, and is setup to fit the machine suppliers specifications. In rare cases where it is needed to be changed to suit a CNC machines which cannot be corrected with the above points then Editing the Post Processor can help.
2Dデザインと管理
2D ビューは、完成したパーツのレイアウトを設計および管理するために使用されます。厳密に 2D であるアイテム、または 3D ビュー内のオブジェクトの 2D 表現であるアイテムをユーザーが制御できるようにするために、さまざまなエンティティが使用されます。これらの 2D ビュー エンティティのリストについては以下で簡単に説明し、このマニュアルの後のセクションで詳しく説明します。
これらすべてのさまざまなタイプのオブジェクトの最終的な目的は、CNC 上で必要な部品を切断するために必要なツールパスを作成できるようにすることです。これは、これらが 3D モデルの基礎を作成するのに役立つこと、またはツールパスの境界形状の記述など、ツールパスにより直接的に関連していることを意味する場合があります。これらの 2D アイテムのさまざまな用途や用途は、それらの整理が非常に重要であることを意味します。このため Aspire には 2D データを管理するための レイヤー機能 があります。レイヤーは、さまざまな 2D エンティティを関連付けて、ユーザーがそれらをより効果的に管理できるようにする方法です。レイヤーについては、このマニュアルの関連セクションで後ほど詳しく説明します。両面プロジェクトを使用している場合は、同じセッション内で「上」面と「下」面を切り替えることができ、各面でデータを作成および編集できるようになり、「多面ビュー」オプションを使用して次のデータを表示できます。反対側のベクトル。両面セットアップについては、このマニュアルの関連セクションで後ほど詳しく説明します。
ベクトル
ベクトルは線、円弧、曲線であり、直線のように単純なものもあれば、複雑な 2D デザインを構成することもできます。 Aspireでは、ツールパスが従う形状を記述したり、デザインを作成したりするなど、多くの用途があります。 Aspire には、このマニュアルで説明されている多数のベクター作成および編集ツールが含まれています。
多くのユーザーは、ソフトウェア内でベクターを作成するだけでなく、Corel Draw や AutoCAD などの他の設計ソフトウェアからベクターをインポートすることもあります。 Aspire はインポート用に次のベクトル形式をサポートしています: *.dxf、*.eps、*.ai、*.pdf、*skp、および *svg。インポートしたデータは、ソフトウェア内のベクター編集ツールを使用して編集および結合できます。
ビットマップ
ビットマップは*.bmp、*.jpg、*.gif、*.tif、*.png、*.jpegのピクセルベースのイメージ(写真など)の標準のコンピューター用語です。これらのファイルタイプは非常に小さな正方形(ピクセル)に構成されるイメージで、スキャンされた写真、デジタル写真、インターネットから入手したイメージなどが相当します。
3Dモデルの作成を簡素化するために、Aspireでは「コンポーネント」と称される管理可能なピースにデザインを分割することができます。2Dビューでコンポーネントはグレースケール形状で表示され、選択、編集、移動、サイズ変更などが可能です。グレースケールを使用した作業方法は、マニュアルの関連するセクションを参照してください。ビットマップと同様に、選択したコンポーネントグレースケールで多くのベクトル編集ツールを利用することができます。
07. Intermediate - 3D Design and Management
Aspire は、2D 図面から直接ツールパスを作成するだけでなく、非常に柔軟な 3D ツールパスを作成できます。これらのツールパスは、3D コンポーネントと呼ばれる 3D 設計要素から作成されます。3D コンポーネントは、外部 3D 設計パッケージで作成されたモデルから生成したり、3D クリップアートとしてインポートしたり、2D アートワークをソースとして使用して Aspire 内から完全に構築したりできます。
3D ビュー
3D ビューでは、現在の複合モデル (現在表示されている 3D コンポーネントとレベルのすべてから構築されます)、ツールパス プレビュー (プレビューと呼ばれるツールパスから結果として得られる物理オブジェクトの高精度 3D シミュレーション) を表示できます。マテリアルブロック)。これらのどれが現在表示されているかは、3D コンポーネントとツールパスを含むパーツがあるか、2D データのみを含む何かを作業しているかによって異なります。
[ツールパス] タブで 工具経路をプレビュー フォームを開いているときは常に、3D ビューには複合モデルの代わりにプレビュー マテリアル ブロックが表示されます。 2D データと 2D または 2.5D ツールパスのみを含むパーツで作業している場合にこれを閉じても、プレビュー マテリアル ブロックが表示され続けます。パーツに表示可能な 3D コンポーネントが含まれている場合、プレビュー ツールパス フォームを閉じるとすぐに、3D ビューでの複合モデルの表示に戻り、シミュレーションが非表示になります。これらの項目に加えて、3D ビューでは計算されたツールパスの線画を表示できます。これらの計算されたツールパスの表示は、ツールパス名の横にあるチェックボックスを使用して、[ツールパス]タブのツールパス リストから制御できます。両面環境で作業している場合は、 多面図 オプションを使用して 3D ビューでプロジェクトの両面を表示できます。
複合モデル
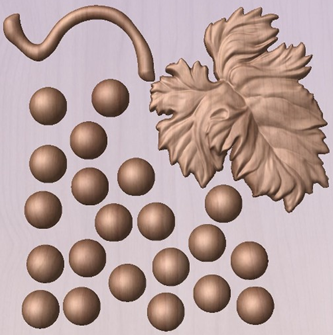
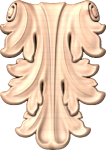
Aspire は、ユーザーが非常に複雑なプロジェクトでも簡単に作成できるように設計されています。どのような状況においても、複雑なものを作成するための最善のアプローチは、理解して管理できる単純さのレベルに達するまで、それを小さな部分に分割することです。 Aspire では、これは、ユーザーがデザインの一部を操作して、それらを組み合わせて完成品を作成することで実現されます。ソフトウェアの用語では、これらの部分はコンポーネントと呼ばれます。コンポーネントを整理しやすくするために、コンポーネントはレベルに割り当てられます。必要な要素がすべて揃うまで、段階的にコンポーネントとレベルを作成および変更できます。以下の画像では、これがどのように機能するかの例を示しています。左側にはブドウの房のモデルの個別のコンポーネントが表示され、右側には完全なパーツを作成するために配置されたこれらのコンポーネントが表示されます。この結果の組み合わせを複合モデルと呼びます。

コンポーネントまたはレベル上のコンポーネントをどれだけ単純または複雑にするかに制限はありません (これはユーザーの選択です)。示されている例では、ブドウの房全体のモデルが小さな個々のコンポーネントで構成されていることがわかりますが、それらを組み合わせて 1 つの単一のコンポーネント (組み立てられたブドウの房) として存在することもでき、これを次の目的に使用できます。複数のブドウの房を含むより複雑な部分をレイアウトします。また、すべてのブドウを 1 つのレベルに配置し、葉と茎を別のレベルに配置して、形を管理および操作する別の方法を提供するように整理することもできます。各ユーザーは、特定の仕事やモデリング ツールの習熟度に応じて、自分が快適に使用できるコンポーネントの使用レベルとレベルを見つけます。
3D コンポーネントとレベル
Aspireの目的は、組み合わせて完成した 3D パーツを作成するコンポーネントとレベルのセットを完成させることです。これを考える 1 つの方法は、3D コラージュまたはアセンブリを構築することに似ています。デザインが進化するにつれて、新しいレベルやシェイプを作成したり、既存のレベルやシェイプを変更したりする必要がある場合があります。コラージュのパーツは、後で詳しく説明するコンポーネント ツリーで管理されます。
コンポーネントの作成と編集
既存のコンポーネントをコピーしたり、スケール変更したり、オブジェクトとして他の編集を実行したりすることができます。ユーザーは、他のコンポーネントとの関係を変更することもできます。たとえば、コンポーネントを上に置くか、別のコンポーネントの重なり合う領域にブレンドするかなどです。これらの部品の形状、位置、関係によって、最終的な部品の外観が決まります。ジョブが進行するにつれて、ユーザーは新しいコンポーネントを作成するか、新しい形状を追加したり、他のコンポーネントと組み合わせたり、スカルプトしたりして既存のコンポーネントを編集する必要があります。
コンポーネントは次の方法で作成および編集できます。
- モデリング ツールを使用して、2D ベクトルから形状を作成します。
- 事前に作成した 3D モデルをインポートします。これは、Aspire で以前に作成したモデル、またはクリップアート ライブラリや別のモデリング パッケージなどの別のソースからのモデルのいずれかです。
- ビットマップ画像から「テクスチャ」コンポーネントを作成します。
- コンポーネント分割ツールを使用して、既存のコンポーネントを複数の部分に分割します。
これらの方法はすべて、トレーニング資料全体で詳しく説明されています。
動的プロパティ
各コンポーネントには、基礎となる 3D 形状があるだけでなく、実際の形状を永続的に変更することなく自由に変更できる多数の動的プロパティもあります。これらには、コンポーネントの高さのスケーリング、コンポーネントを傾ける機能、またはコンポーネント全体に段階的なフェードを適用する機能が含まれます。
これらの動的プロパティは、モデリング プロセス中いつでもリセットまたは変更できるため、コンポーネントを組み合わせて最終的な複合モデルを形成するときに、コンポーネントを「微調整」する特に便利な方法になります。
結合モード
結合モードは、Aspire 内で 3D 形状を操作する場合に非常に重要な概念です。結合モードのオプションは、新しいシェイプを作成するとき、およびコンポーネント リストでコンポーネントとレベルがどのように相互作用するかを決定するときにも表示されます。これを該当するすべてのセクションで説明するのではなく、一般的な概念を理解できるようにここでオプションを要約する価値があります。
デザインのコンポーネント部分や、既存の形状があり新しい形状を作成する場合など、複数の 3D 形状がある場合、追加のエンティティがどのように相互作用するかをソフトウェアに伝える方法が必要です。初め。これは、3D を初めて使用するユーザーにとっては抽象的な概念になる可能性がありますが、できるだけ早い段階で理解することが重要です。 Aspire では、これは結合モードと呼ばれる選択肢によって制御されます。
これには、加算、減算、高位マージ、低位マージの 4 つのオプションがあります。
モデリングは芸術的かつ創造的なプロセスであるため、それぞれをいつ使用するかを説明する一般的なルールはありません。ただし、ガイドとして、2 番目のシェイプの領域が元のシェイプの範囲内に完全に収まる場合は、おそらく加算または減算を行うことになり、シェイプが部分的にのみ重なっている場合は、おそらく Merge を使用するか、ごくまれに Low を使用することになると想定できます。
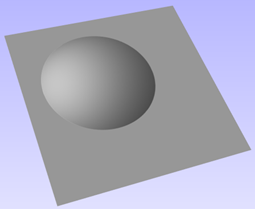
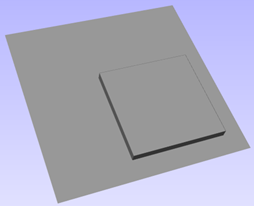
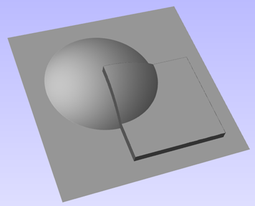
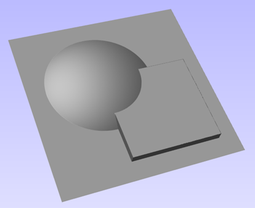
4 つのオプションとその具体的な効果については、次のページで説明します。さまざまな効果を説明するために、重なった面取りされた正方形とドームの組み合わせが使用されます。右上の画像で、これらが 2D ビューでどのように配置され、どのように重なっているかがわかります。次に、中央と右の下の画像で個々の形状を確認できます。これらの形状は、さまざまな結合モードを示すために使用されます。どの場合でも、ドームは主な形状とみなされ、正方形は最初の形状と結合される二次的な形状と見なされます。ドーム/正方形の例に加えて、実際のプロジェクトでこれらをどのように使用できるかを理解するために、「現実世界」の部品のいくつかの画像も含まれています。
個々のシェイプを操作するだけでなく、結合モードもレベルに割り当てられます。これらは、1 つのレベル上のすべての個々のコンポーネントの組み合わせが、コンポーネント ツリー内のその下のレベルのすべてのコンポーネントの結果とどのように相互作用するかを制御します。
注記
Multiply というコンポーネントを作成した後、マウスの右クリック メニューから利用できる 5 番目の結合モードがあります。この結合モードには専門的なアプリケーションがあり、適切なチュートリアル ビデオで説明されています。このオプションは文字通り、結合されるコンポーネントまたはレベルの高さを乗算して、新しい複合 3D 形状を作成します。
追加
[追加] を選択すると、最初の形状が取得され、2 番目の形状の高さが最初の形状の上に直接追加されます。重なり合う領域はすべて、その点での各形状の高さを足し合わせた正確な形状を作成します (以下を参照)。

通常、追加オプションは、追加されるシェイプが元のシェイプ内に完全に収まる場合に主に使用されます。これにより、(例に示すように) 部分が部分的にのみ重なる不均一な遷移が発生しないことが保証されます。
上の例は、「モデリング入門」ドキュメントの看板サンプルのドーム コンポーネントに追加されているカエデの葉と境界線の押し出しコンポーネントを示しています。
差
[減算] を選択すると、最初の形状が取得され、最初の形状から 2 番目の形状の高さが削除されます。重複する領域は、元の高さ/形状から 2 番目の形状を差し引いた組み合わせになります。形状が背景に入る領域はネガティブ領域になります。以下の画像のドームと正方形を使用すると、これがどのように見えるかを確認できます。
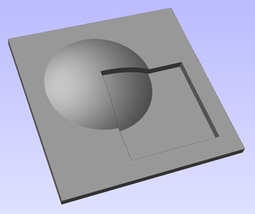
通常、削除は、追加オプションと同様、主に、削除されるシェイプが元のシェイプ内に完全に収まる場合に使用されます。これにより、(例に示すように) パーツが部分的にのみ重なる不均一な遷移が発生しないことが保証されます。
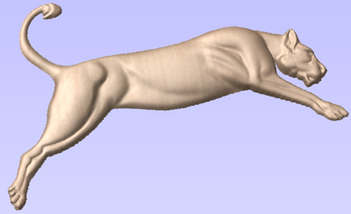
上に示した画像には、雌ライオンの筋肉を明確にするためにいくつかの「しわ」が加えられています。これらの凹部を作成する形状は、凹部領域を表すベクトルに対して [形状の作成] ツールで [減算] オプションを使用して作成されました。
マージ
[マージ] オプションを選択すると、重なり合わない形状の領域は同じままになります。重なり合う領域は互いに溶け合い、それぞれの最も高い領域が表示されたままになります。これにより、一方の形状が他方の形状に結合したように見え、事実上、ブール結合演算となります。以下の画像のドームと正方形を使用すると、これがどのように見えるかを確認できます。
通常、結合オプションは、結合される形状が元の形状と部分的に重なる場合に使用されます。これにより、それらの間で合理的な移行を行うことができます。
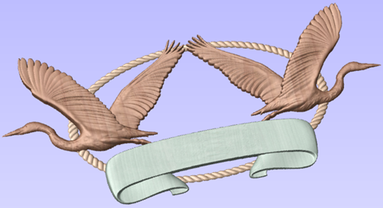
上の画像は、2 匹のサギ、ロープの境界線、およびバナーのコンポーネントを示しています。これらはそれぞれ他のものと重複するため、この領域でマージするように設定されています。合併した 2 つの領域のうち、高いほうの領域が目立つようになります。この場合、ロープはすべてよりも低く、バナーはアオサギよりも高いため、目的の効果が達成されます。
低
[低] オプションは、コンポーネントを結合する場合にのみ使用できます (モデリング ツールでは使用できません)。このモードを選択すると、重なり合わない領域は元の 2 つの形状のまま残されます。重なり合う領域はすべて、各形状から取得された最低点である新しい形状を作成します。これは事実上、ブール交差演算です。以下の画像のドームと正方形を使用すると、これがどのように見えるかを確認できます。
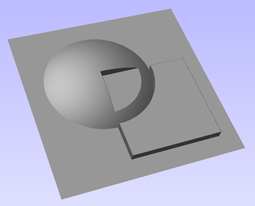
「低」オプションは、形状を凹ませて隆起した形状にするために使用されます。この例を上の画像に示します。
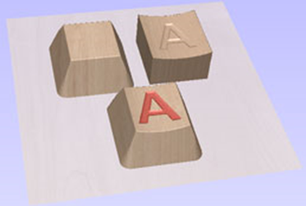
上の右側に示す例では、「低」オプションを使用して、左側の平らな上部の「ボタン」コンポーネントと右側の「A」の文字が付いた湾曲した上面コンポーネントを組み合わせています。両方のコンポーネントをマージ・ロー・オプションと組み合わせると、下の行に見られるように上部が湾曲したキーボード・ボタンが得られます。
レベルミラーモード
コンポーネント ツリーで [レベル] を右クリックすると、クリックしたレベルに関連するコマンドと操作を提供するポップアップ メニューが開き、この方法でミラー モードを設定できます。レベルにミラー モードが設定されている場合、 すべて そのレベルに含まれるコンポーネントは、移動、変換、または編集されるときに動的に継続的にミラーリングされます。ミラーリングは非破壊的です。つまり、いつでもオンまたはオフにすることができ、基礎となるコンポーネントを永続的に変更することはありません。ミラー モード レベル内での作業は、デザインの半分 (または 4 分の 1、以下を参照) のみを編集することで、複雑な対称パターンを実現する簡単な方法です。
利用可能なミラー モードは、大きく 2 つのグループに分かれています。最初のグループは 1 つの対称面を適用します。
- 左から右
- 右から左に
- 上から下へ
- 下から上
これらのモードを使用すると、ジョブの半分で作業し、残りの半分は自動的かつ動的に生成されます。たとえば、左から右モードでは、ジョブの左半分にコンポーネントを配置し、それぞれのミラー化された同等のコンポーネントがジョブの残りの半分に作成されます。この「反映」は作業中に動的に更新されます。
もう 1 つのグループは、2 つの対称面 (水平および垂直) を提供します。
- 左上の象限
- 右上象限
- 左下の象限
- 右下の象限
これらのモードを使用する場合、コンポーネントはすべてジョブの象限 (四半期) に存在する必要があります。水平方向と垂直方向のミラー反射が、ジョブの他の象限に自動的に作成されます。
Watch this video to see this in action:
多面図

両面環境で作業する場合、コンポーネントを面ごとに個別に作成したり、右クリック オプションを使用してコンポーネントを反対側にコピーまたは移動したりできます。 「多面ビュー」で作業するオプションを選択すると、3D ビューの上面と下面にあるコンポーネントを表示できるようになります。上面と下面のツールパスを含むプロジェクトのツールパス プレビュー フォームでは、多面ビューにより両面のツールパス プレビューのシミュレーションも表示されます。多面ビューが選択されていない場合は、「すべての面をプレビュー」を使用できます。 [ツールパス プレビュー] フォームのオプションを使用して、3D ビューで上部と下部のツールパスを表示します。両面セットアップについては、このマニュアルの関連セクションで後ほど詳しく説明します。
ロータリージョブの作成
Z原点
ツールを円柱の中心またはサーフェスの中心にゼロ調整するかどうかを指定することを選択できます。ブランクを丸めている場合、参照している表面は完成したブランクの表面であるため、円柱の表面に Z を設定することはできません。一貫性と精度を確保するために、ラップされたツールパスを出力するときは常に「円柱の中心」を選択することを強くお勧めします。これは、加工しているピースの直径の不規則性やブランクをチャックの中心に配置する際のエラーに関係なく、常に一定に保つ必要があるためです。
ヒント:
これを行うための役立つヒントは、チャックの中心と、チャックの上部や回転軸取り付けブラケットの一部などの便利な点の間の距離を正確に測定することです。この Z オフセットをどこかに書き留め、この時点で将来のツールをゼロにし、Z オフセットを入力して回転軸の中心の位置を取得します。 「Center of Cylinder」を選択するもう 1 つの理由は、一部のコントロールでは回転中心からの距離に基づいて回転軸の正しい回転速度を計算できるためです。 Z 値がサーフェスを基準にしている場合、コントロールは Z ゼロにおける円柱の直径または半径を知る必要があります。
XY原点
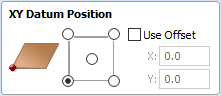
XY 図面原点 - ここで、XY ゼロ原点をジョブ上に配置する場所を指定できます。これらのオプションは、プログラム内の通常の「ジョブ設定」フォームの同じフィールドに対応します。ほとんどの人はデフォルトの左下隅を使用しますが、ジョブによっては XY 原点を中心にしたい場合があります。
- 水平方向 (X 軸沿い) のジョブでは、X オフセットは円柱の長さに対応し、Y オフセットはその円周に沿った点になります。
- 垂直方向 (Y 軸沿い) のジョブでは、その逆になります。 Y オフセットは円柱の長さに対応し、X オフセットはその円周に沿った点になります。
方向
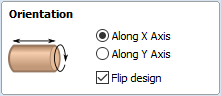
シリンダの方向に沿って - このセクションは、マシン上で回転軸をどのように調整するかをプログラムに伝えるために使用されます。すでにデザインを作成していて、別のマシンのジョブを変更したいだけの場合は、マテリアルを使用してデザインを反転して、すべてのベクトルとコンポーネントがジョブに対して同じままになるようにすることができます。
Z原点オン - このセクションでは、Z 原点をマテリアルの表面に設定するか、ベース (円柱の中心) に設定するかを決定します。これらの設定は、ツールパスが実際に保存されるときに上書きできますが、回転加工には「円柱軸」を選択することを強くお勧めします。この理由については、以下のメモで詳しく説明します。
ベクトルレイアウト
ツールパスのラッピングに適したサイズでジョブを作成するだけでなく、ジョブの作成時に多数のベクトルが作成されます。これは、ラップされたジョブの作成時に非常に役立ちます。
ベクターは独自の個別のレイヤー上に作成され、作業領域が乱雑にならないように、デフォルトではこれらのレイヤーはオフになっています。レイヤーをオンにするには、「レイヤーコントロール」ダイアログを表示します(Ctrl + L はこれを表示/非表示にするショートカットです)。レイヤーを表示/非表示にするには、レイヤー名の横にあるチェックボックスをクリックするだけです。
2レールスイープ - このレイヤーには 2 つの直線ベクトルが含まれており、成形柱を作成する場合にプロファイルをスイープするために使用できます。
境界ボックス - このレイヤーには、ジョブ領域全体をカバーする長方形のベクトルが含まれています。このベクトルは、円柱の表面全体を加工する場合に役立ちます。
素材の選択
回転プロジェクトをセットアップするとき、ソフトウェアは正確な直径を持つ完全な円柱を想定します。実際には、ストック材料が不均一である場合や、正方形のプロファイルを持つブランクのみが利用可能な場合があります。このような場合、実際の設計に関連付けられたツールパスを実行する前に、ブランクを希望のサイズのシリンダーに機械加工する必要があります。
もう 1 つの考慮事項は、ストック素材の長さです。通常、ブランクの一部はチャック内に配置されます。加工中、切削工具が常にチャックと心押し台の両方から安全な距離にあることも重要です。このような理由から、ブランクは実際のデザインよりも長くする必要があります。切断用に機械をセットアップするときは、工具がチャックや心押し台にぶつからないように、原点が適切に設定されていることを確認するために細心の注意を払う必要があります。
これらの考慮事項を考慮せずにデザインが作成された場合、空白のサイズはいつでも ジョブセットアップ 形式で調整できます。
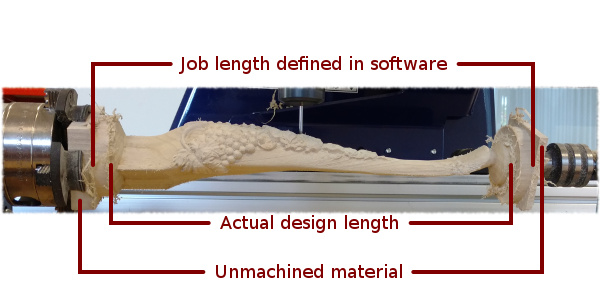
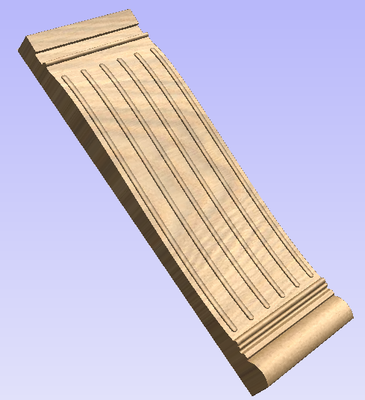
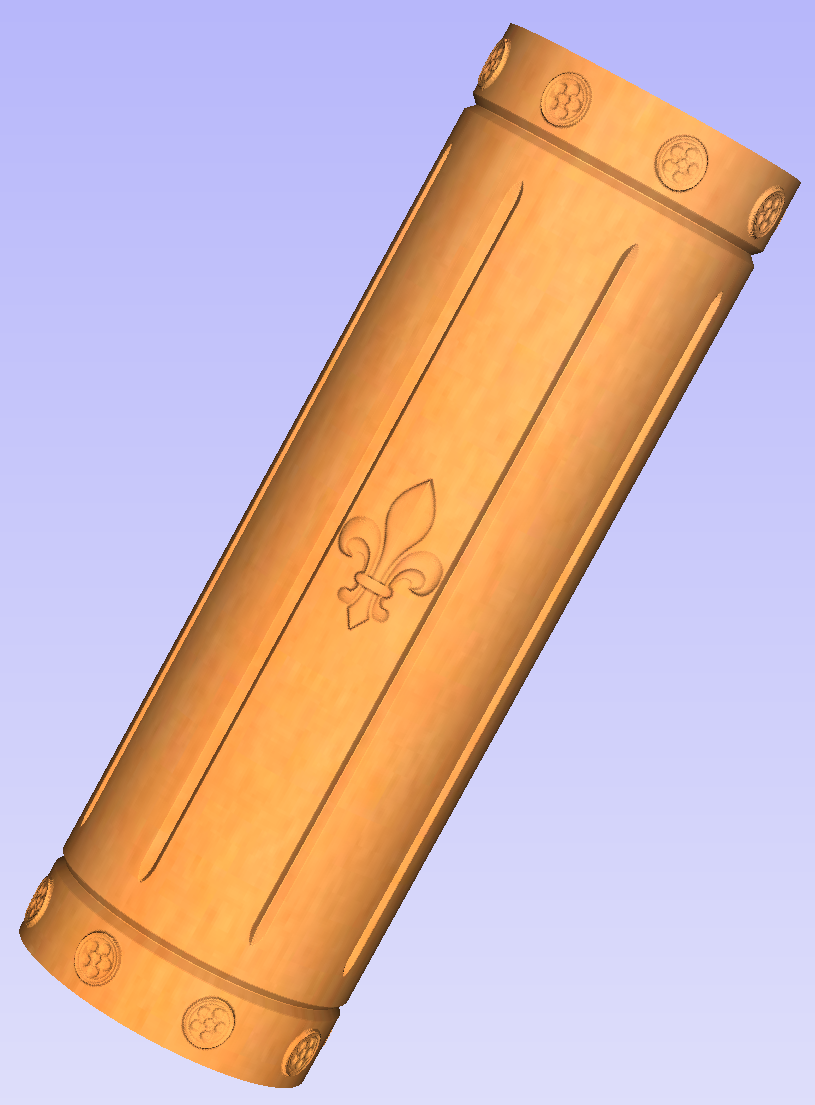
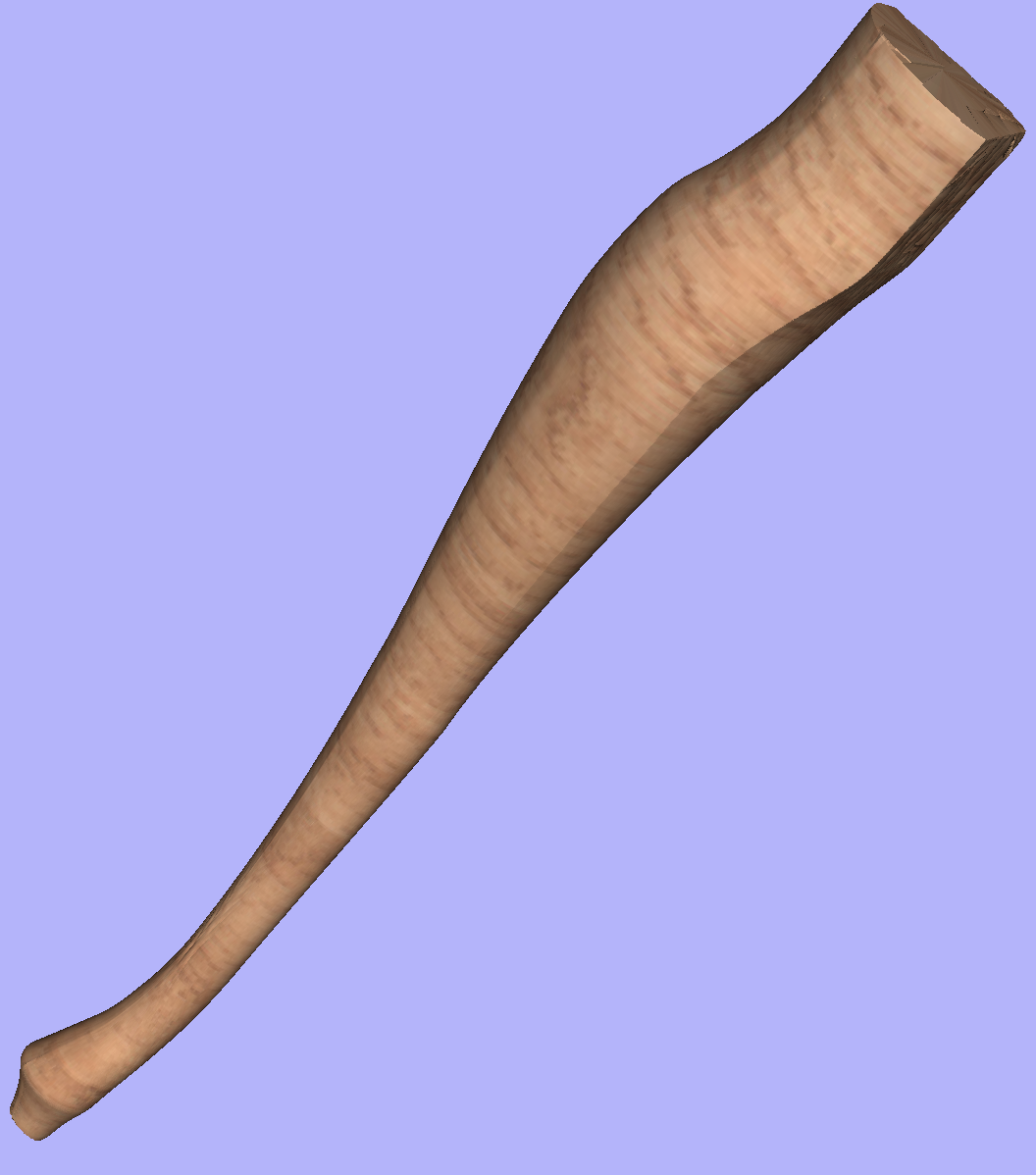
下の図は、ロータリー プロジェクト レイアウトの例を示しています。上で説明したように、チャックと十分なギャップを考慮して、実際のブランクは Aspire で定義されたジョブよりも長くなります。実際の設計は、完成した部品をチャックから取り外す前にプロファイル ツールパスで加工できるタブ用のスペースを残すために、Aspire で定義されたジョブよりも短くなります。
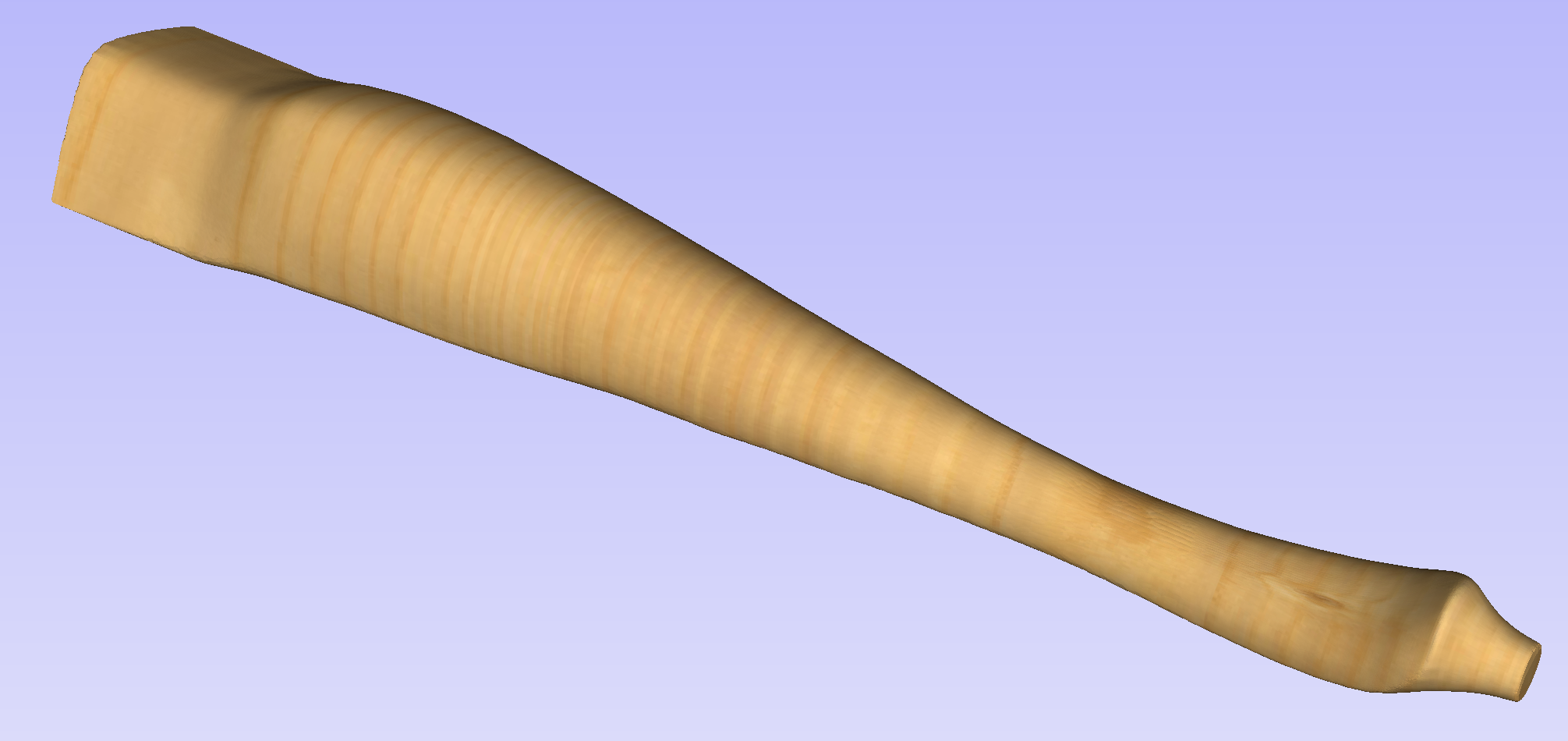
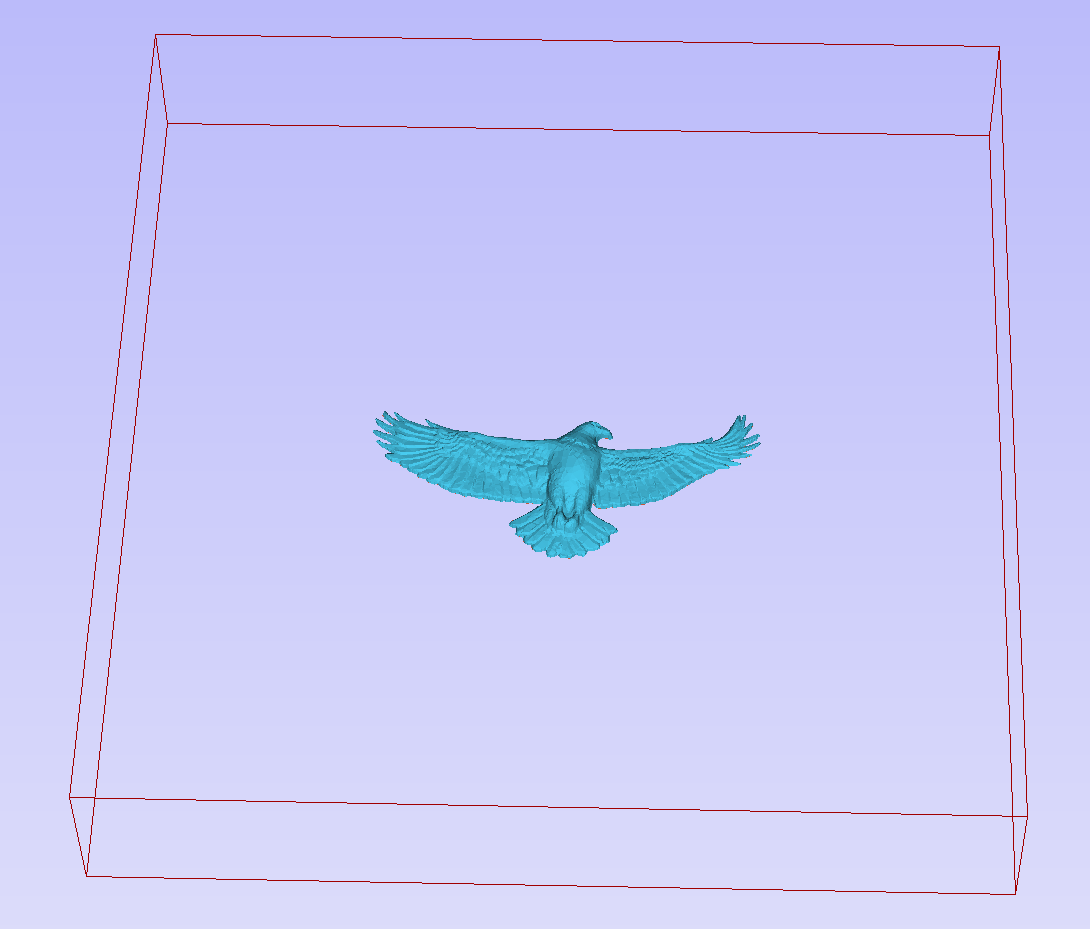
以下の例のように厚みの異なる 3D 形状を加工する場合は、モデルの厚い方の端を駆動モーターに最も近い側に配置することをお勧めします。このように、ねじりねじりは主に機械加工された部品のより強い端部に影響を与え、機械加工中の部品の曲がりや破損を避けるのに役立ちます。
2D ツールパスを使用したシンプルなロータリー モデリング
基本的な列のベクトルの作成
このセクションでは、プロファイルと溝加工ツールパスを使用して単純な柱を作成する方法を説明します。
新しいロータリー ジョブの作成から始めてください。ここに示されている設定は単なる例であり、マシンのセットアップと利用可能な材料に合わせて調整する必要があることに注意してください。
この例では、ブランクは X 軸を中心に回転します。これを 回転軸と呼びます。ラップされる軸は Y 軸です。これを 巻き付けられた軸と呼びます。これは、2D ワークスペースの上部と下部の境界が実際には一致することを意味します。それらを 包まれた境界線と呼びます。
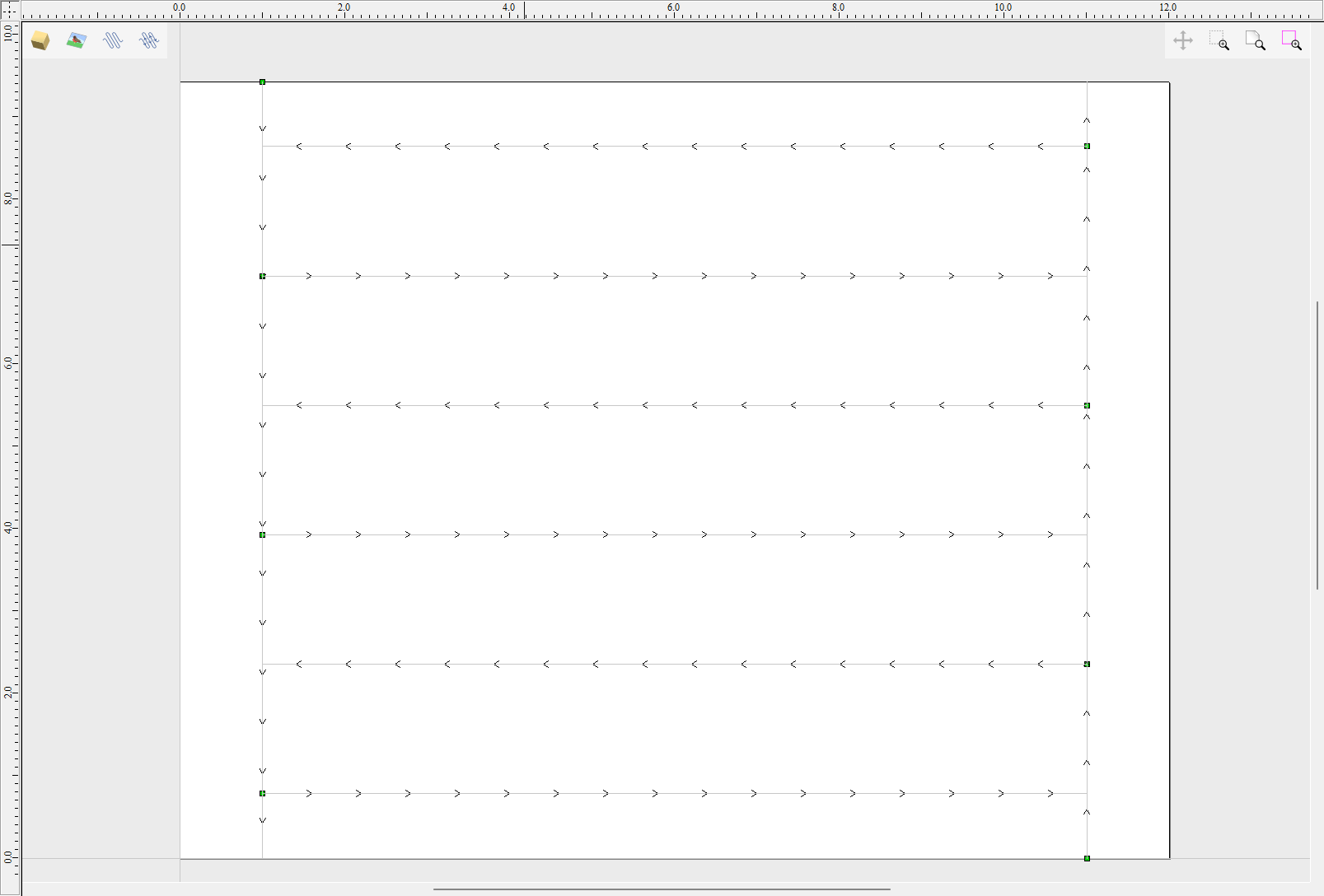
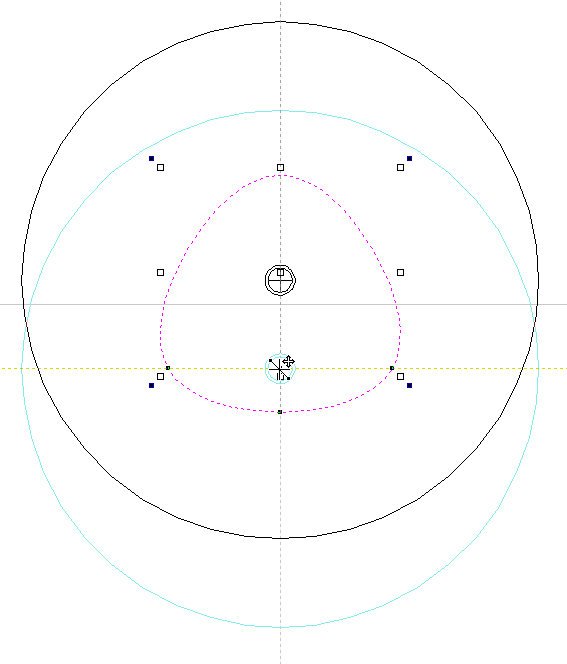
まず、 線/ポリラインを描くツールを使用してコーブ ベクトルを作成します。これらは、デザインの両端でラップされた軸に沿って実行されます。 スナップ は、作成された線が折り返された境界で開始および終了することを確認するのに役立つ場合があります。
この例では、入り江は作業境界から 1 インチの位置に配置され、縦溝流路のために中央に 10 インチが残されています。フルートは回転軸に沿って走ります。入り江と縦溝流路の始まりとの間に 0.5 インチの隙間があると仮定すると、縦溝流路の長さは 9 インチになります。この例では 8 本のフルートを使用します。
まず、回転軸に平行な長さ 9 インチの線を作成します。次に、作成したフルート ベクトルを選択し、 シフトを押しながら入り江ベクトルの 1 つを選択します。次に、 ベクトル沿いにコピーツールを使用して 9 のコピーを作成します。元のフルート ベクトルは不要になったので削除できます。最初と最後のコピーはどちらもラップされた境界上に作成されることに注意してください。つまり、それらは一致するので、そのうちの 1 つを削除できるということです。最後のステップとして、すべてのフルート ベクトルを選択し、 F9 を押してデザインの中心に配置します。
回転ツールパスの作成
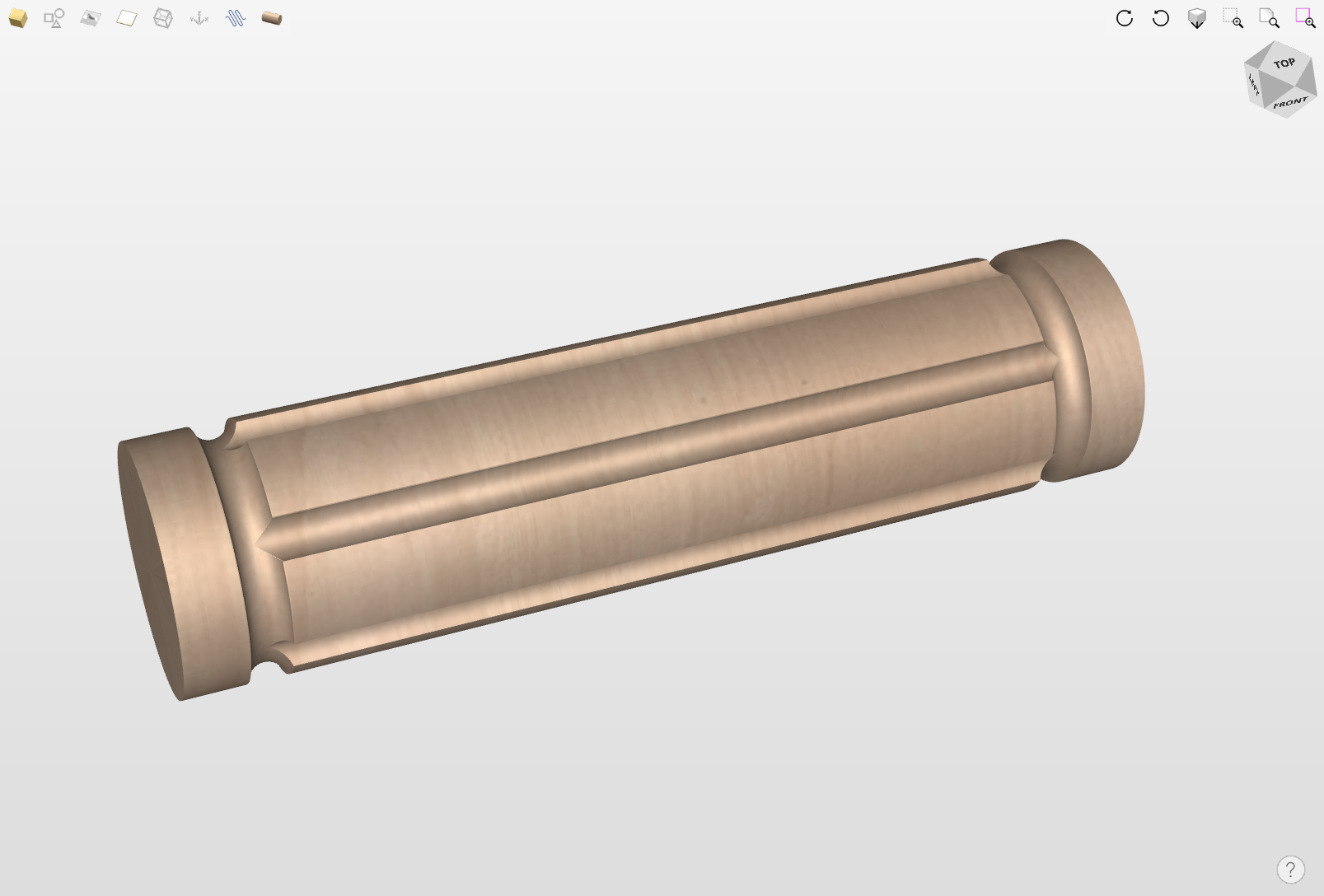
2D 回転ツールパスを作成するプロセスは、シングル モデルおよびダブル モデルのツールパスを作成するプロセスと非常に似ています。この例では、入り江ベクトルでプロファイル ツールパスを使用します。ツールパスを作成するには、入り江ベクトルを選択し、から プロファイル ツールパスをクリックします。
フルートのツールパスを作成するには、フルート ベクトルを選択し、 溝工具経路をクリックします。この例では、フルート深さ 0.2 に設定された 1 インチ 90 度 V ビットを使用し、開始および終了時のランプおよびランプ タイプ スムーズ オプションを使用しました。ランプの長さは 0.25 インチに設定されました。両方のツールパスを以下に示します。
ツールパスのシミュレーションと保存
工具経路をプレビューを使用してツールパスをシミュレートします。プレビューをアニメーション化するオプションが選択されている場合、シミュレーションはフラット モードで視覚化されます。シミュレーションが完了すると、ラップされた回転ビューが自動的にオンに戻ります。
片面および両面シミュレーションとは対照的に、回転シミュレーションは 100% 正確ではありません。たとえば、丸い穴は回転ビューでは楕円形として表示されますが、パーツが実際に加工されると明らかに円形になります。
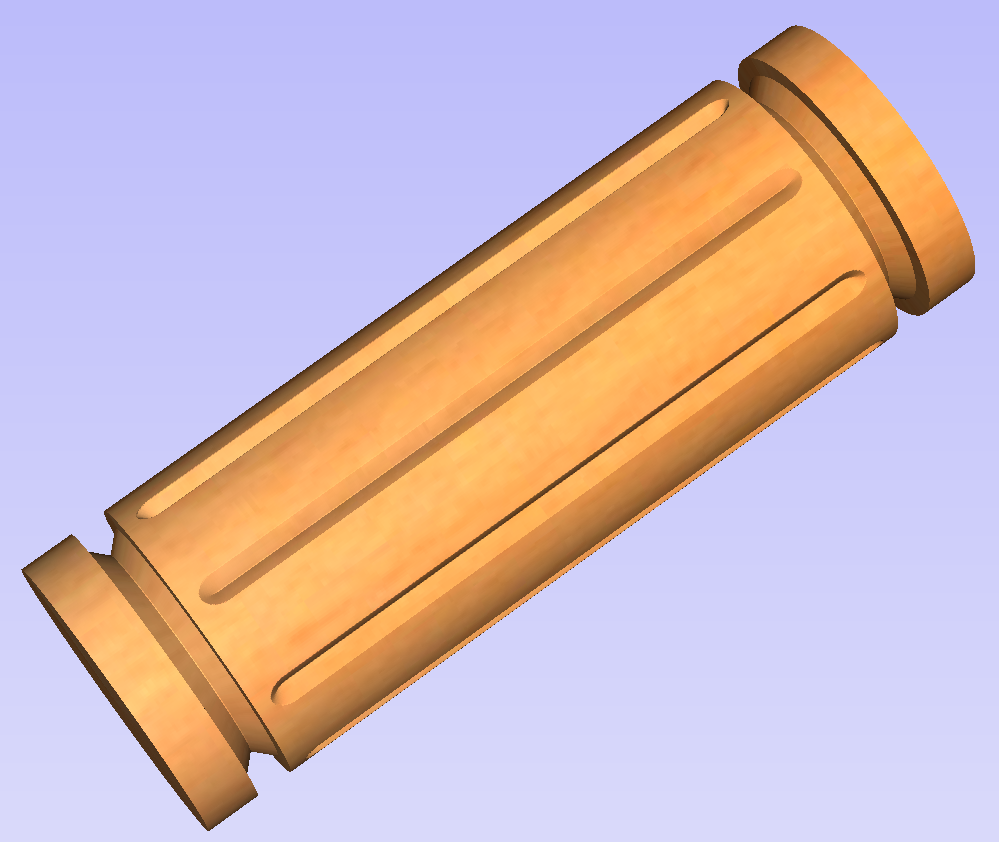
デザインは完成したと考えられますが、実際には、残ったストックを切り出すことができると便利です。これは、デザインを少し長くし、プロファイルカットを追加することで実現できます。この例では、 ジョブセットアップを使用してブランクの長さを 2 インチ延長しました。 F9を使用して既存のベクトルを中心に戻すことができます。その後、既存のツールパスを再計算する必要があります。
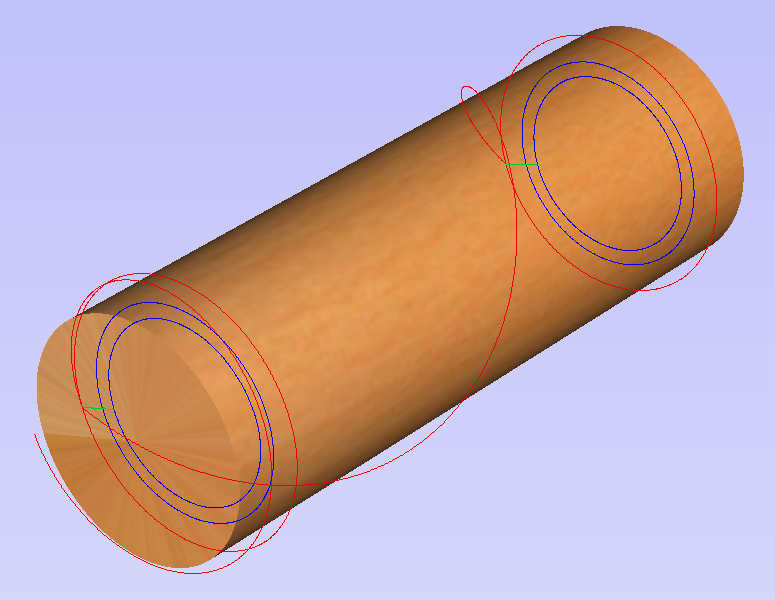
切り出しベクトルはコーブベクトルと同じ方法で作成できます。適切なエンドミルを使用して、2 つの追加のプロファイル ツールパスを作成できます。この例では、直径 0.5 インチのタブを使用しました。これを実現するには、 切込み深さ ボックスに「z-0.25」と入力し、= を押すと、ソフトウェアが計算結果を置き換えます。式で使用される変数「z」は、ソフトウェアによって自動的に空白の半径に置き換えられます。必要に応じて マシンベクトルの外側/右側 または マシンベクトルの内側/左 を指定することも重要です。カットアウト ツールパスとその結果のシミュレーションを以下に示します。
最後のステップは、マシンが受け入れられる形式でツールパスを保存することです。 工具経路保存 を使用して、お使いのマシンに一致するラップされたポストプロセッサを選択します。
注記
この例で示されているツールと値は、説明のみを目的としています。安全で正確な加工を確保するには、工具のサイズ、送り速度、タブの直径などを使用する材料や機械に適合させる必要があります。
スパイラルツールパス
このセクションでは、スパイラル ツールパスを作成およびシミュレートする方法について説明します。
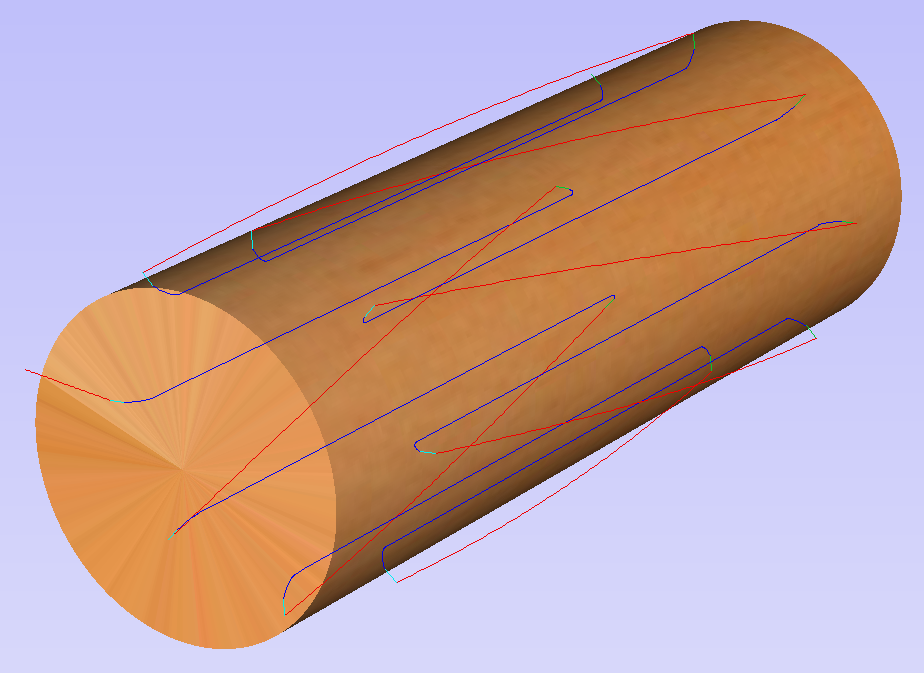
スパイラル ツールパスについて考える 1 つの方法は、細長い布のストリップを想像することです。このようなストリップは、特定の角度でロールに巻き付けることができます。ブランクの周囲を複数回囲むツールパスを作成するには、特定の角度で長いベクトルを作成します。このようなベクトルは、ロールから巻き戻されたときの布地のストリップに相当します。
このようなツールパスは回転ジョブの 2D ワークスペースを超えますが、シミュレーションと機械加工の両方でのラッピング プロセスのおかげで、ツールパスは実際には材料の境界内に留まります。
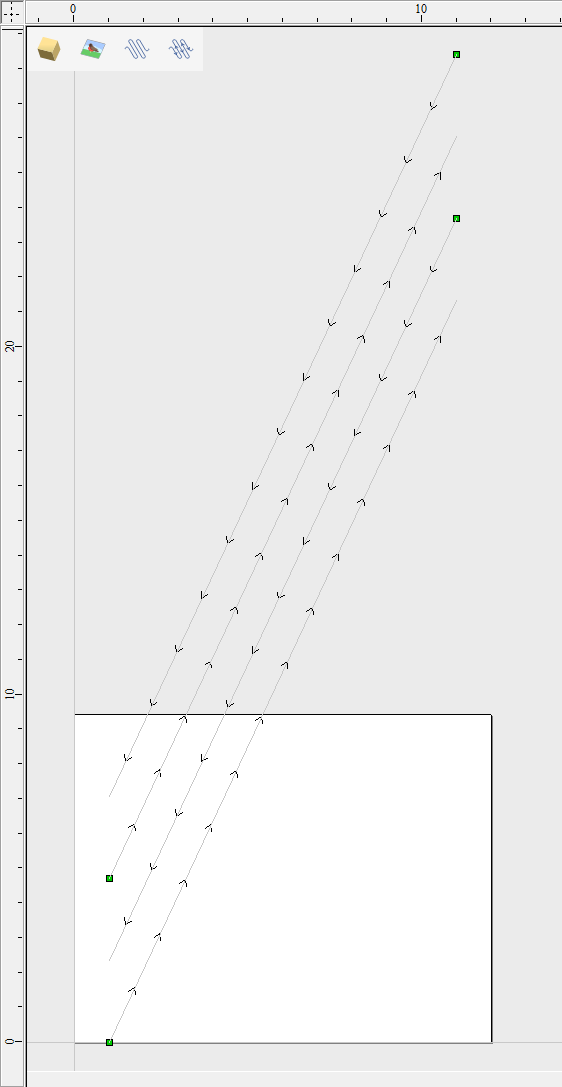
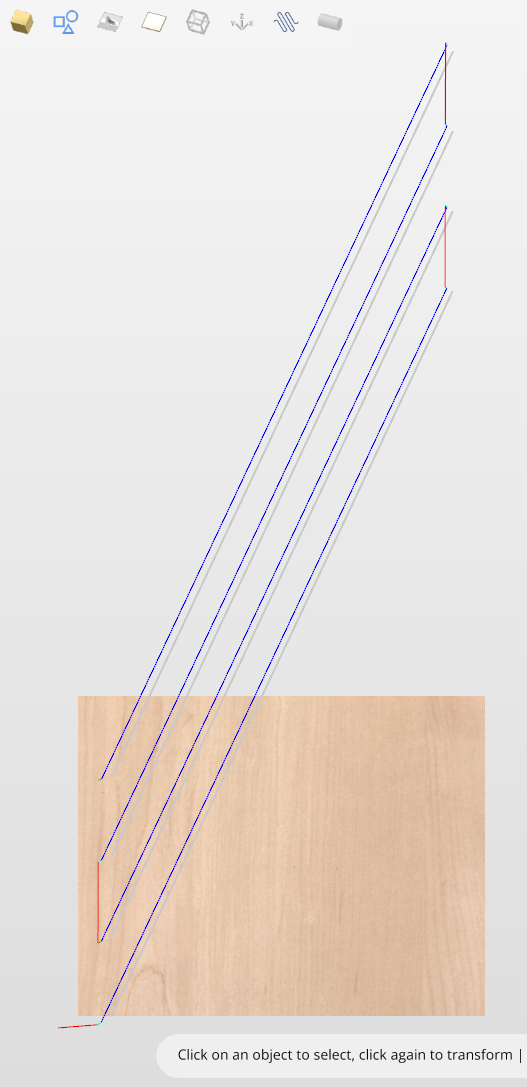
スパイラル ベクトルの設計で最も重要な部分は、指定された数のラップをもたらす線の正しい角度と長さを決定することです。回転軸に平行ではなく、螺旋溝を使用するように単純な柱の設計を変更したいとします。次の例ではフルート ラッピングを 3 回ずつ使用しますが、この方法は他の回数にも適用できます。
既存のフルート ベクトルは 1 つを除いてすべて削除できます。 線/ポリラインを描くを選択し、既存のフルートの一端をクリックして新しい線を開始します。この線は、巻き付けられた軸に沿って、ジョブの円周の 3 倍の長さで作成する必要があります。この例では、[角度] ボックスに 90 と入力し、[長さ] ボックスに y * 3 と入力して = を押すことを意味します。ラップされた軸が Y 軸ではなく X 軸である場合、上記の式は x * 3 となるはずです。
これで、元のフルート ベクトルと新しく作成されたフルート ベクトルのもう一方の端を結ぶ線を単純に描くことができます。 ベクトル沿いにコピー ツールを使用すると、この 1 つのフルートを前述の方法でコピーできます。この例では、以下に示すように 4 つの螺旋溝が作成されました。
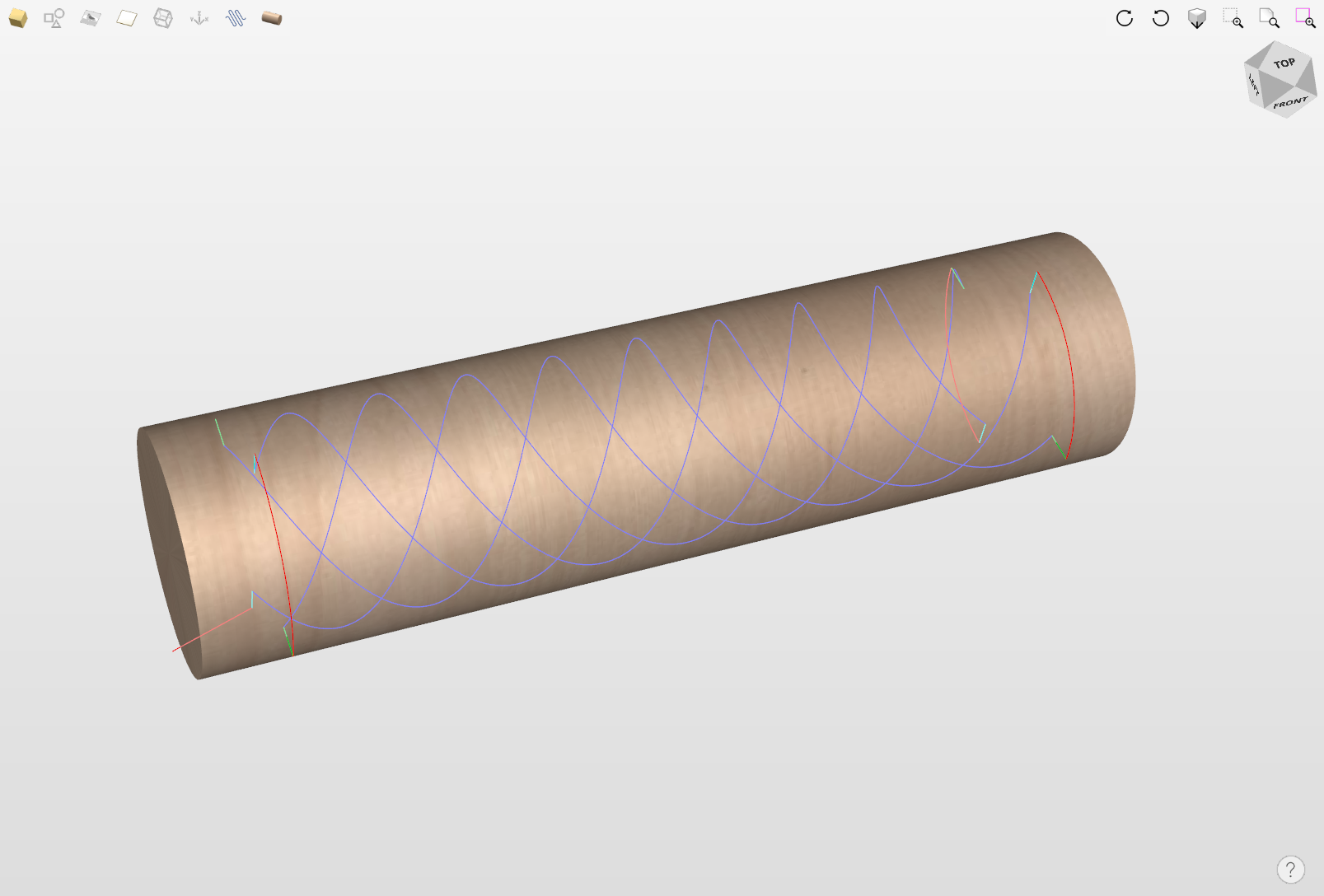
フルート ベクトルの準備ができたら、 溝工具経路を使用してツールパスを再度作成できます。注意すべき重要な点は、ラップ ビューとフラット ビューでのスパイラル ツールパスの外観の違いです。 オートラッピングをクリックすると、ラップ回転ビューからフラット ビューに切り替え、またその逆に戻すことができます。
上で見られるように、平面ビューではツールパスはベクトルに従い、ジョブの境界を越えて広がります。一方、以下に示すラップされたビューでは、ブランクの周りをらせん状にツールパスが表示されます。
これは、回転加工の一般的な 2D ワークフローの簡単な概要にすぎません。回転加工専用のビデオ チュートリアルも忘れずにご覧ください。アプリケーションの初回起動時にチュートリアル ビデオ ブラウザのリンクからアクセスできます。
ロータリー加工とラッピング
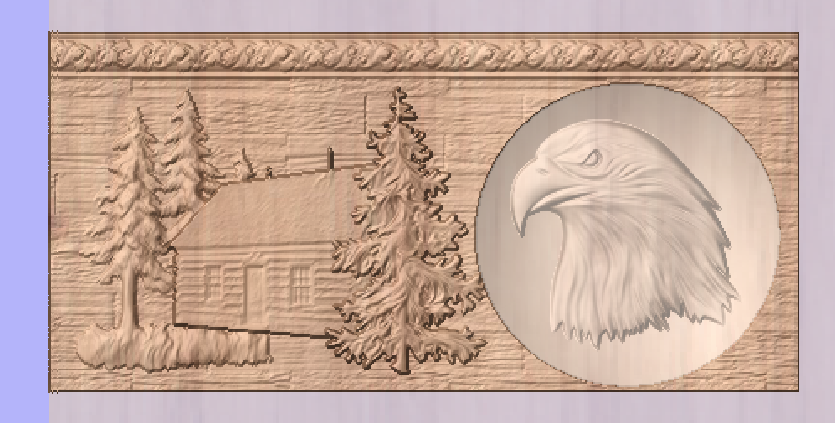
Aspire は、シリンダーの周りに平坦なツールパスを「巻き付け」て、回転軸 / インデクサーで構成された CNC 機械に出力を提供できます。下の画像は、円柱の一部に巻き付けられた平らなツールパスを示しています。
注記
ラッピングは、XYZ の「フラット」ツールパスを取得して回転軸の周りにラップし、X または Y の移動を角度移動に置き換える、特別に構成されたポストプロセッサと連携して機能することに注意することが重要です。
オートラッピング モードがオンの場合、ツールパスはプログラム内でラップされて視覚化できます。
Aspire は、ラップされたシェーディング複合モデルを描画することで、プログラム内でラップされたモデルを視覚化することもできます。

Aspire には、ラップされたツールパス シミュレーションを描画する機能もあります。これは完成品がどのように見えるかを把握するのに非常に役立ちますが、ラッピングされたシミュレーションは完成品がどのように見えるかを 100% 正確に表現できるわけではないことを認識することが重要です。潜在的な違いの例としては、回転作業でドリルで穴を開けた場合などが挙げられます。実際のワークピースでは、これらは明らかに単なる丸い穴ですが、ラップされたシミュレーションでは、表示のために平らなシミュレーション モデルをラップするときに発生する「ストレッチ」プロセスにより、これらは歪んだ楕円として表示される場合があります。
注記
回転軸が Y 軸に沿って配置されている場合は、ジョブのセットアップ中に [Y 軸に沿った方向] オプションを選択します。このドキュメントのすべての例では、回転軸が X に沿って位置合わせされていることを前提としています。
マシンコントローラーと回転軸/インデクサーの軸方向の可能な組み合わせは膨大な数あることを認識することが重要です。これは、Vectric が、考えられるすべての組み合わせに対して事前構成されたポストプロセッサーを標準として提供することは非現実的であることを意味します。ソフトウェアには、 マシン構成をセットアップするときに構成できるいくつかのラッピング ポストプロセッサーが含まれています。
新しい投稿を選択する必要がある場合は、 工具経路保存 メニューにアクセスして選択できます。これを行うには、以下の画像に示すように、[マシン構成の管理] ボタンをクリックします:
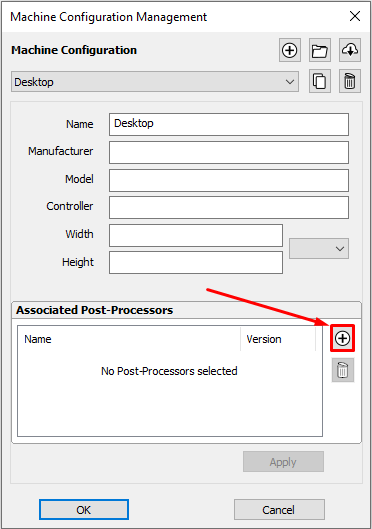
これによりメニューが開き、「関連付けられたポストプロセッサ」の下にある ボタンを押して、ソフトウェア内で使用可能なすべてのポストプロセッサにアクセスし、マシン構成に適切なラップされたポストプロセッサを選択できるようになります。
後で編集する必要がある場合は、このメニューで投稿を右クリックし、[表示] を選択して投稿の内容を表示することもできます。
これらの投稿を調べると、独自の投稿を構成する必要がある場合に役立つ場合があります。 Vectric がマシン構成用の標準ポストを提供していない場合は、プログラムのヘルプ メニューからアクセスできるポストプロセッサ編集ガイドを参照してポストプロセッサの構成方法を確認し、Vectric が提供する標準ロータリー ポストも参照してください。
また、 ベクトリックフォーラム を見て、他の誰かがあなたの設定または同様の投稿をすでに設定していないかどうかを確認する必要があります。これらのリソースを参照した後でも、自分のマシンに何をする必要があるかまだわからない場合は、お気軽に support@vectric.com までお問い合わせください。ただし、個々の要件に合わせてカスタムのロータリー ポストプロセッサを作成することは保証できないことに注意してください。
Rotary プロジェクトへの外部モデルのインポート
フル 3D モデルのインポート
このセクションでは、テーブルの脚を例として、フル 3D STL モデルをロータリー プロジェクトにインポートするプロセスを説明します。
概要
外部モデルをロータリー ジョブにインポートする場合は、2 つの基本的な使用例があります。最初のケースでは、この特定のジョブ用に設計されたモデルを別のソフトウェアに取り込むことが含まれます。したがって、インポートされた作品の寸法はすでに正しい場合があり、それをプロジェクトのサイズに使用することが望ましい場合があります。 2 番目の使用例は、特定のマシンに合わせてスケールする必要があるストック モデルをインポートする場合です。
Aspire は、これらの両方のケースをカバーする次のワークフローを使用します。
- ロータリープロジェクトのセットアップ
- インポートするファイルの選択
- マテリアルブロック内のモデルの方向を設定する
- モデルのスケーリング
- インポートを終了する
ロータリープロジェクトのセットアップ
ジョブ設定フォームを使用して新しいジョブを作成します。次のステップで適切なインポート ツールが使用されるように、ジョブ タイプをロータリーとして設定することが重要です。
プロジェクトの寸法がすでにわかっている場合は、それらを直接指定できます。
モデルを特定のマシンまたは利用可能なストックに適合させたい場合は、直径と長さの両方を 最大に設定します。インポート中に、モデルはこれらの制限に合わせてスケーリングされます。
インポートしたモデルのサイズを使用したい場合は、この時点で どれでも サイズを指定できます。モデルのインポート中に、モデルの寸法に合わせてプロジェクトのサイズを自動的に変更できます。
この例では、直径 4 インチ、長さ 12 インチの特定のストック サイズにモデルを適合させることが必要でした。 XY原点を中心に設定しました。
ファイルのインポートと向きの調整
インポート プロセスを開始するには、[モデリング] タブの コンポーネントまたは 3D モデルをインポートするツールを使用します。
[インポートされたモデル タイプ] が [フル 3D モデル] に設定されていることを確認します。
最初のステップは、インポートしたモデルをマテリアル内に配置することです。この情報はインポートされたファイルには存在しないため、この手順が必要です。モデルが開かれると、インポート ツールは以下に示すように初期方向を選択します。
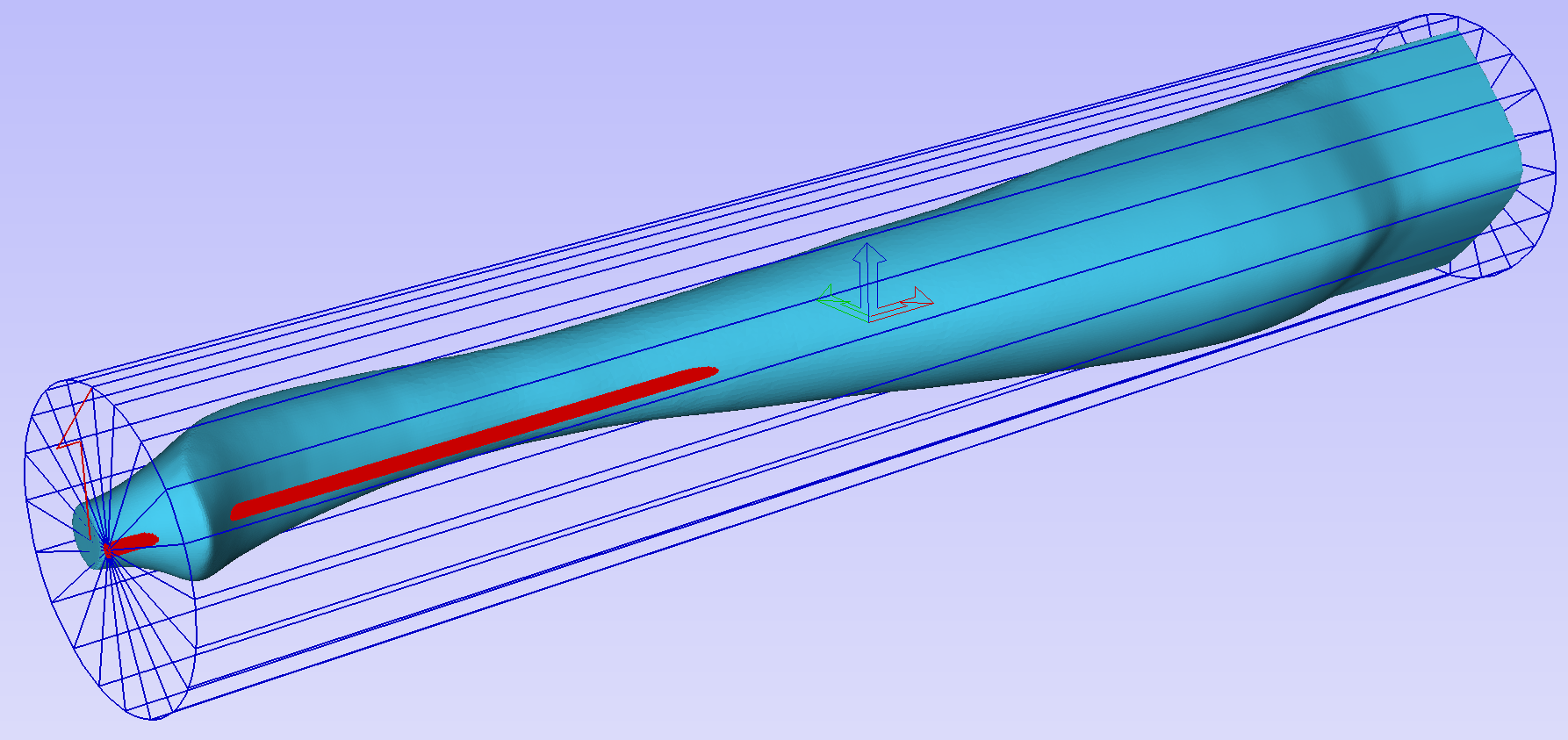
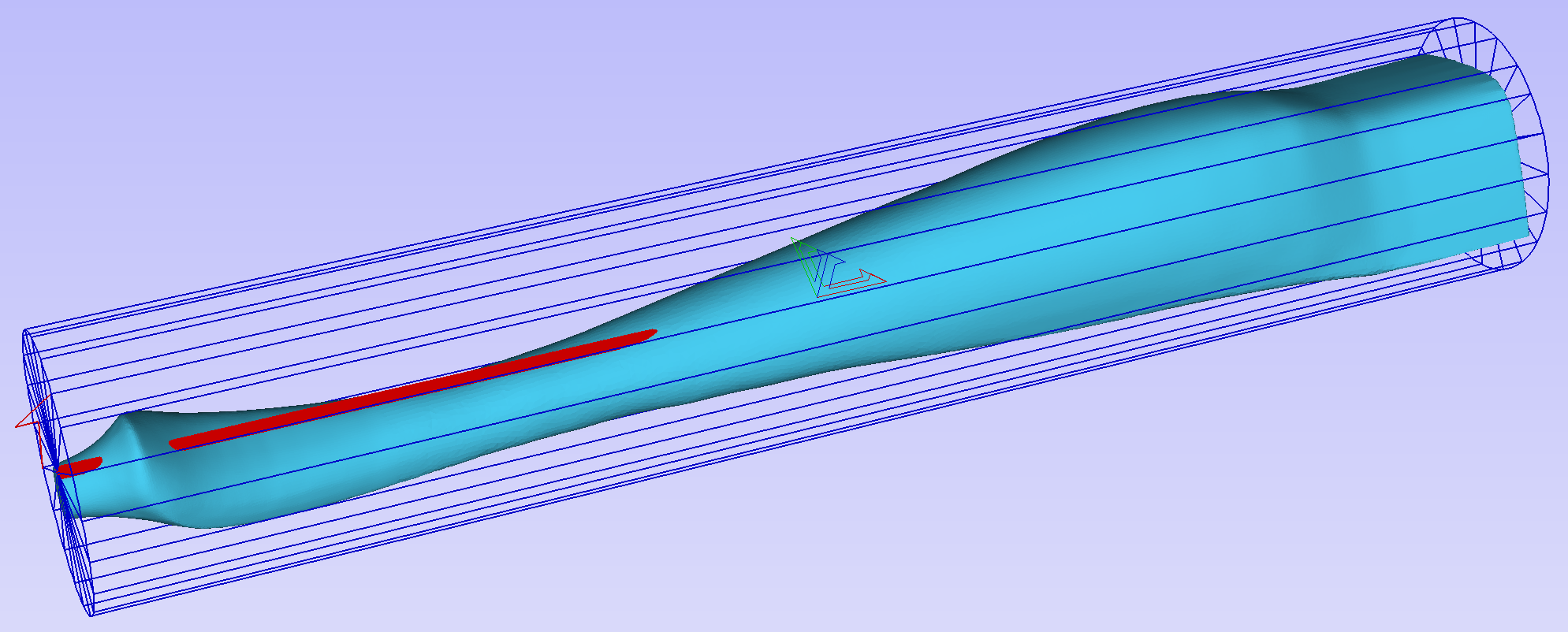
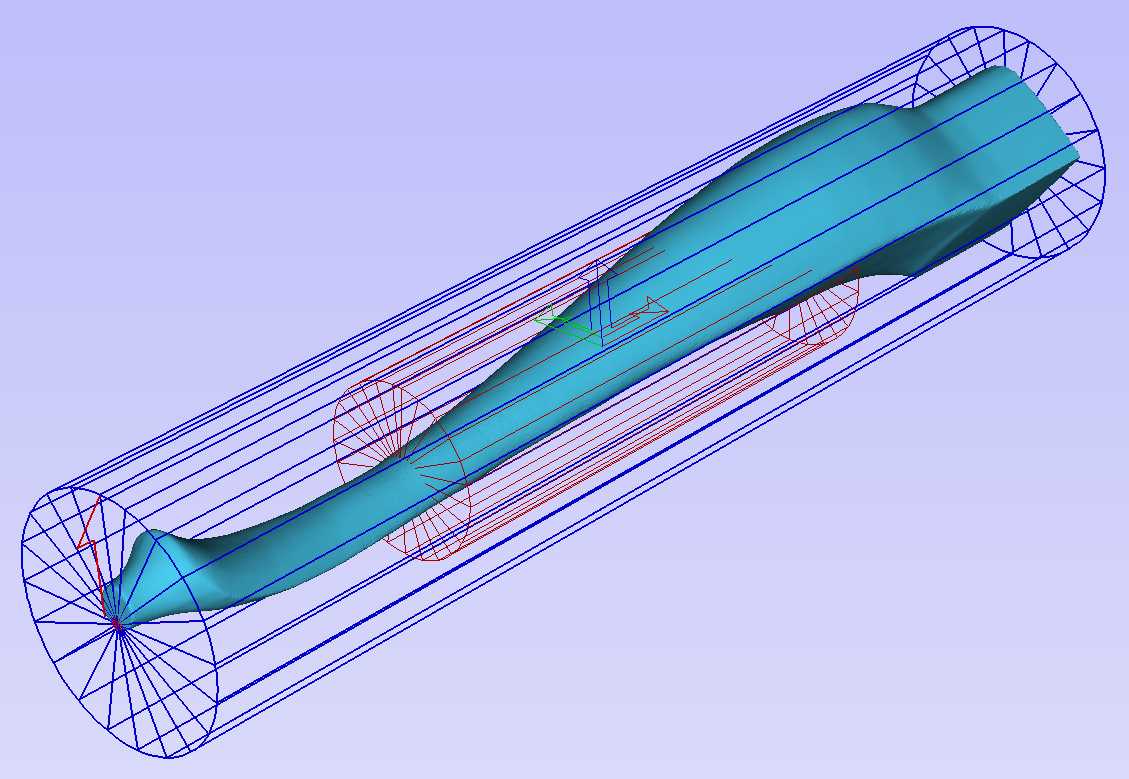
モデルの方向を決定しやすくするために、ソフトウェアでは青い境界円柱が表示されます。この円柱の回転軸は材料ブロックに定義された回転軸と一致しているため、基準として使用できます。そのサイズは、インポートされたモデルを現在の向きで含めるのに十分な大きさです。モデルの方向が変更されると、この青い円柱は縮小または拡大するため、常にモデルが含まれます。この段階では、モデルを正しく配置することだけに関心があるため、正確な寸法は重要ではありません。
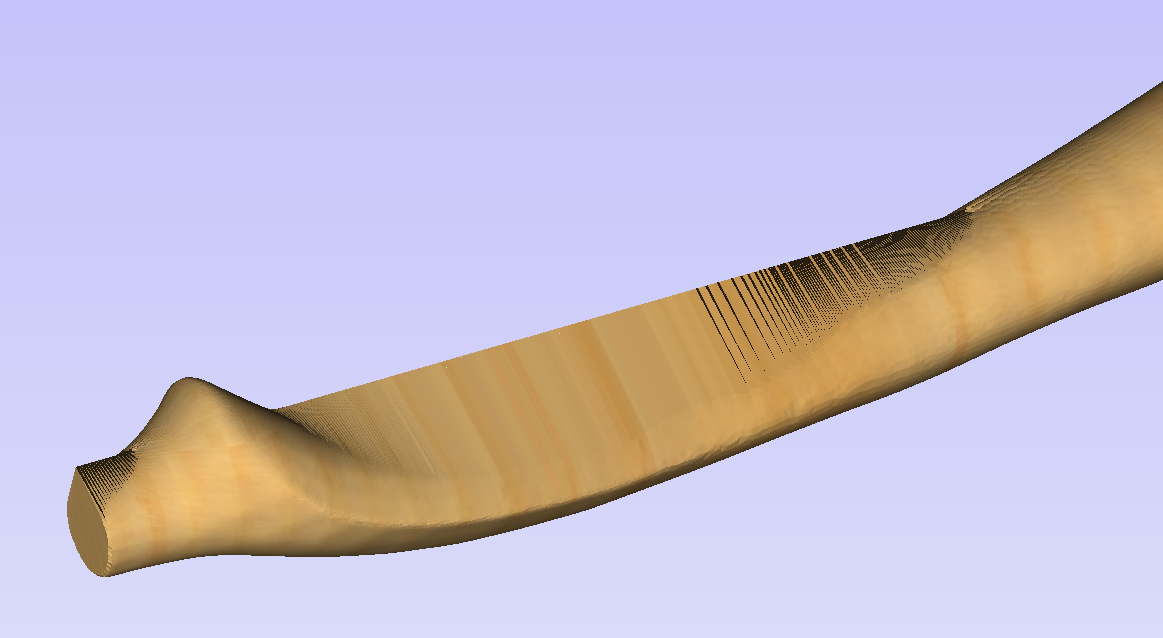
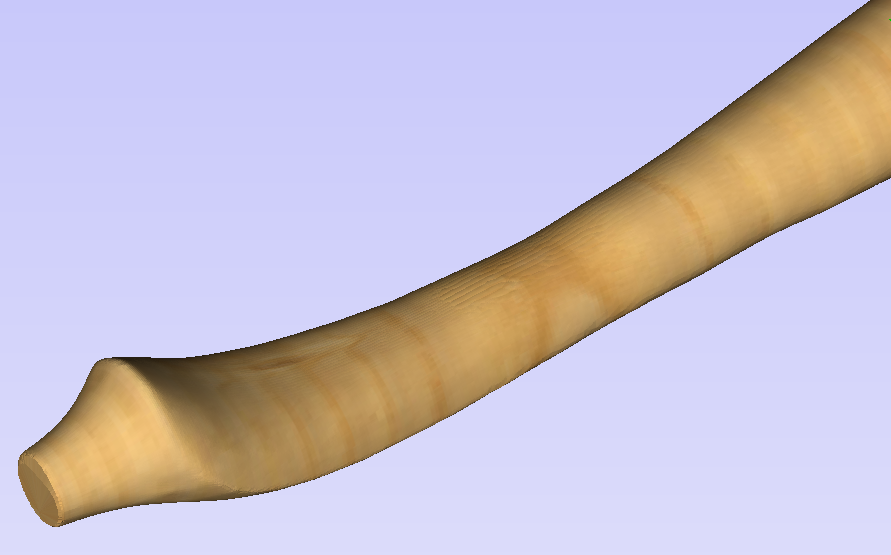
また、ソフトウェアは回転軸を赤色で強調表示します。これは、曲げモデルをインポートする場合に特に重要です。現在、回転軸の完全に下または上にあるモデルの領域を表現することはできません。ここに示す例がこれに当てはまります。モデルをそのままインポートすると、以下のような歪みが生じてしまいます。したがって、回転軸がモデル内に含まれるようにモデルを配置することが重要です。
ソフトウェアによって表示される最後のガイド要素は、シリンダーの側面にある赤い半矢印です。この矢印は、2D ビューでラップされた寸法の中心に対応する位置を示しています。この例では、脚の前部が 2D ビューの中心ではなく側面に配置されるようにモデルの向きが設定されています。したがって、この矢印がインポートされたモデルの前面を指すようにモデルを回転することをお勧めします。
インポート ツールには、モデルの方向を調整するいくつかの方法が用意されています。最も基本的なものは初期方向です。これを使用して、モデルを回転軸に大まかに位置合わせできます。これは、Z 軸を中心とした回転と組み合わせることもできます。この例では、ツールは回転なしで左を選択しました。脚の前部を赤い矢印に合わせるには、Front と -90 を Z 軸を中心とした回転として使用できます。
最初の方向が決定したら、インタラクティブ回転を使用してさらに調整を行うことができます。デフォルトのオプション - XYZ ビュー - は対話型回転を無効にします。つまり、マウスを使用して 3D ビューを いじった できるということです。他のオプションを選択すると、指定した軸を中心とした回転が有効になります。
この例では、脚の前部を赤い矢印に揃えるために初期方向を変更する代わりに、X モデル オプションを選択してピースを手動で回転できます。単一軸の回転を選択すると、その軸が画面の方向を向いているように 3D ビューが調整されます。間違いがあった場合は、 Ctrl + Zを使用して回転を元に戻すことができます。
パーツが回転されるたびに、パーツは常に円柱の中心に配置されることに注意してください。この例では、回転軸をモデル内に含める必要があるため、これは望ましくありません。回転軸に対してモデルを移動するには、 回転軸の移動を使用できます。
前述のツールと同様に、回転軸の移動がオフに設定されている場合、3D ビューをパンすることができます
インポートするモデルを正しく配置するには、曲がるモデルで望ましい結果を得るために、回転軸の移動とインタラクティブな回転の組み合わせが必要になる場合があります。歪みを避けるために、回転軸が非表示になっていることを確認することが重要です。ただし、機械加工中に工具の角度が最適に近い角度になるように、回転軸を部品の各セグメントの中心に置くことも望ましいです。通常、調整後にビュー内のモデルを軸を中心に回転すると便利です。これにより、表示角度を変更する前にインタラクティブ回転を無効にする必要がなく、モデルを両側から検査できるようになります。
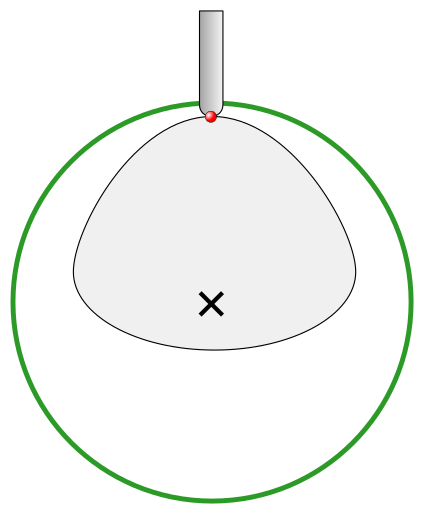
Aspire が行うことを理解することが重要です。 ない 4軸加工をサポート。つまり、加工された部品を回転させ、工具を回転軸に沿って Z 方向に移動させることはできますが、ラップされた寸法内で工具を移動させることはできないため、工具は常に回転軸の上にあり、回転軸に移動することはできません。サイド。
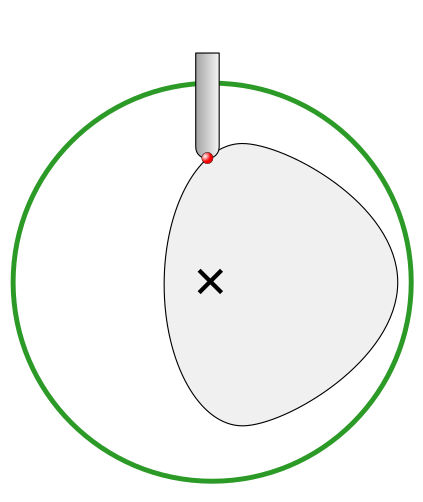
この制限を以下に示します。最初の写真は、ポイントの正しい加工を示しています。ただし、工具が別の場所に移動すると、角度が正しくなくなり、さらに悪いことに、工具側がストックに接触してしまいます。
インポートされたモデルのスケーリング
モデルを希望どおりに配置したら、そのサイズを考慮に入れることができます。
デフォルトでは、ツールはインポートされたモデルがプロジェクトと同じ単位を使用していると想定します。そうでない場合は、モデル単位を切り替えることができます。この例では、プロジェクトはインチで設定され、インポートされたモデルは mm で設計されました。切り替え後、モデルは大幅に小さくなり、以下に示すように、現在のマテリアル ブロックを表す赤い円柱が表示されます。
この時点で、直径と長さの観点からモデルのサイズを指定することができます。これは、希望の寸法を入力するか、材料に合わせることで手動で行うことができます。 [ロック比率] オプションが選択されている場合、直径と長さの比率が維持されます。マテリアルブロックのサイズ変更オプションにチェックを入れることもできます。これが選択されている場合、マテリアル ブロックはモデルの現在のサイズに合わせて拡大縮小され、 後 OK をクリックします。
モデル サイズをマテリアル ブロック サイズとして使用したい場合は、単位が正しいことを確認してから、マテリアル ブロックのサイズ変更オプションにチェックを入れて OK を押します。
モデルをマテリアルに合わせたい場合は、「マテリアルに合わせてモデルをスケール」をクリックし、「マテリアル ブロックのサイズを変更」にチェックを入れます。
この例では、モデルがマテリアルに適合されました。この場合、ピースの長さが制限要因となり、ロック率が維持されるため、モデルの直径は素材ブロックよりも大幅に小さくなります。したがって、マテリアルブロックのサイズを変更するオプションにチェックが入っていました。
インポートを終了しています
[OK]を押すと、モデルがコンポーネントとしてインポートされます。必要に応じて、他のコンポーネントとして変更したり、表面に装飾的なクリップアートを追加したりすることが可能です。
ラッピングプロセスによって生じる歪みに留意することが重要です。つまり、ラップされたツールパスはブランクの表面でのみ平らなツールパスと一致します。ツールパスが回転軸に近づくほど (つまり深くなるほど)、ツールパスはさらに「圧縮」されます。この事実は 3D ツールパスに重大な意味を持ちます。以下に示す例を考えてみましょう。
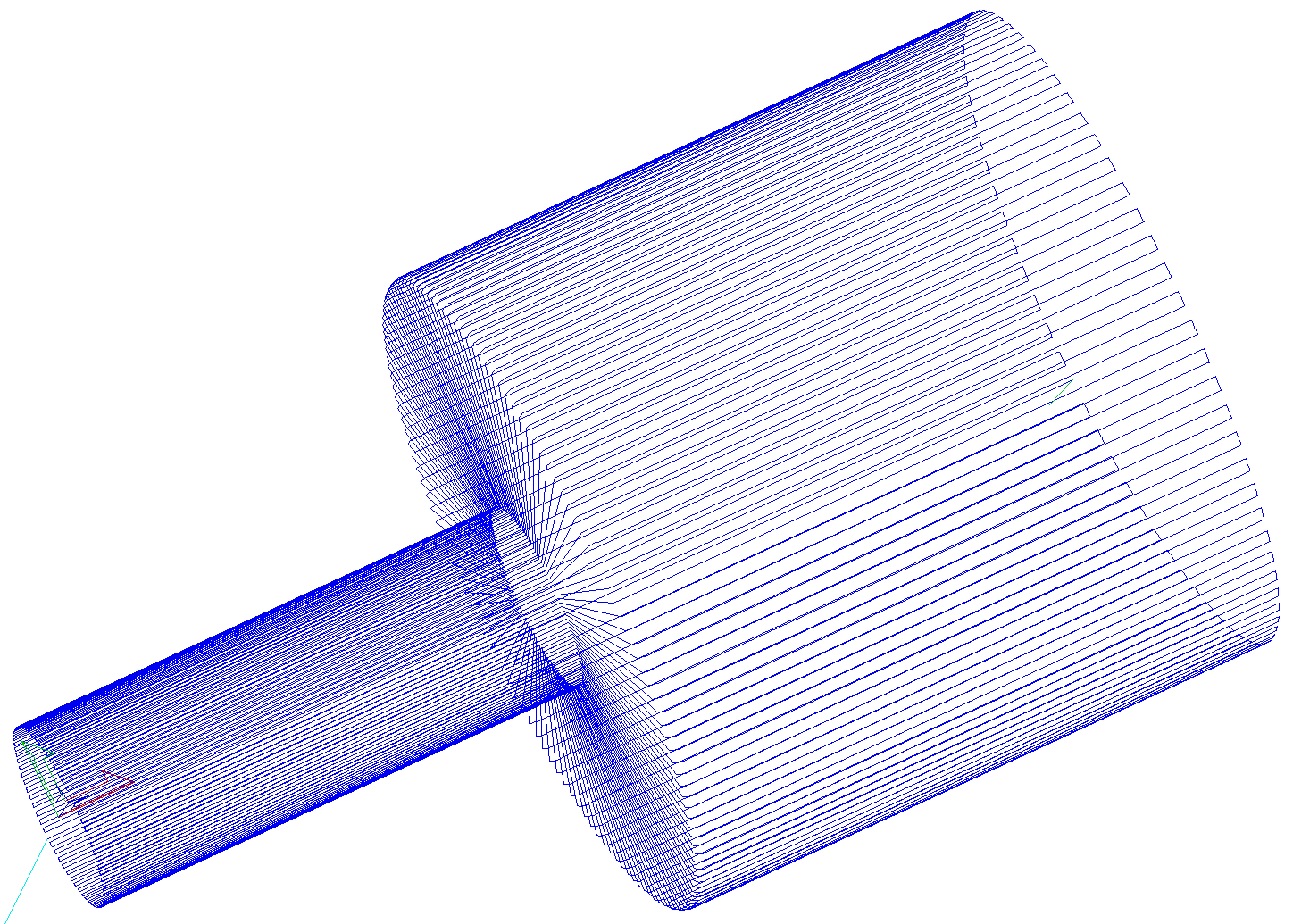
モデルのさまざまな部分で直径に大きな違いがある場合にわかるように、モデル全体に対して 1 つの 3D ツールパスを生成すると、ラップされたツールパスが過度に圧縮されます。したがって、通常は、直径が大きく異なる領域の境界を作成し、直径ごとに正しい設定を使用して個別のツールパスを生成する方が良いでしょう。
フラットモデルのインポート
このセクションでは、フラット STL モデルをロータリー プロジェクトにインポートするプロセスを説明します。フラット モデルは、Aspire で提供される装飾的なクリップアートに似ており、モデル化された形状の表面に配置されることを想定しています。
インポート プロセスを開始するには、[モデリング] タブの コンポーネントまたは 3D モデルをインポートするツールを使用します。
インポートされたモデルのタイプがフラット モデルに設定されていることを確認してください
繰り返しますが、最初のステップは、モデルの適切な方向を選択することです。ツールは初期方向を選択し、赤いマテリアル ボックスにモデルを表示します。このボックスは「包まれていない」材料ブロックに対応し、その厚さはブランクの指定された直径の半分に等しくなります。
モデルの向きが正しくない場合、つまり、上に見られるように、マテリアル ボックスの底に平らに置かれていない場合は、向きを調整する必要があります。これを行うには、[初期方向] オプションや Z 軸を中心とした回転を変更できます。
インポートされたモデルがどの軸とも位置合わせされていない場合は、インタラクティブな回転を使用する必要がある場合があります。デフォルトのオプションである XYZ ビューでは、インタラクティブな回転が無効になります。つまり、マウスを使用して 3D ビューを いじった できるということです。他のオプションを選択すると、指定した軸を中心とした回転が可能になります。
Ctrl + Zを押すと、各回転を元に戻すことができます。
モデルの向きが適切になると、単位変換を実行できるようになります。デフォルトでは、ツールはインポートされたモデルがプロジェクトと同じ単位を使用していると想定します。そうでない場合は、モデル単位を切り替えることができます。
モデルのスケーリング オプションも含まれています。 [比率をロック] オプションを選択すると、X、Y、Z の長さの比率が維持されます。モデルがインポートされると、コンポーネントとしてプロジェクトに追加されることに注意してください。したがって、モデルをインポートした後、正しい配置、回転、サイズ変更を実行できます。
プロジェクトにまだモデルが含まれていない場合は、次のメッセージが表示されます。

通常は、単に「はい」をクリックするだけで済みます。モデリング平面の調整に関する詳細な説明は、 3D 回転プロジェクトのモデリングに記載されています。
3D ロータリープロジェクトのモデリング
3D クリップアートを使用して 2D デザインを精緻化する
このセクションでは、 2D ツールパスを使用したシンプルな回転モデリングで紹介されている基本的な溝付き柱に 3D クリップアートを追加する方法を説明します。
3D 回転モデルを始める簡単な方法は、 Aspireで提供される装飾的なクリップアートを追加することです。このプロセスは、クリップアートを片面または両面プロジェクトに追加するのとよく似ていますが、ラップ回転加工に特有の追加の考慮事項がいくつかあります。
まず、 「クリップアート」タブに切り替えます。次に、クリップアートの一部を選択し、ワークスペースにドラッグ アンド ドロップします。 Aspireには次のメッセージが表示されます。
このメッセージを理解するには、クリップアートをインポートした後のモデルの平面図を考慮する必要があります。 オートラッピング ボタンをクリックすると、フラット ビューにアクセスできます。
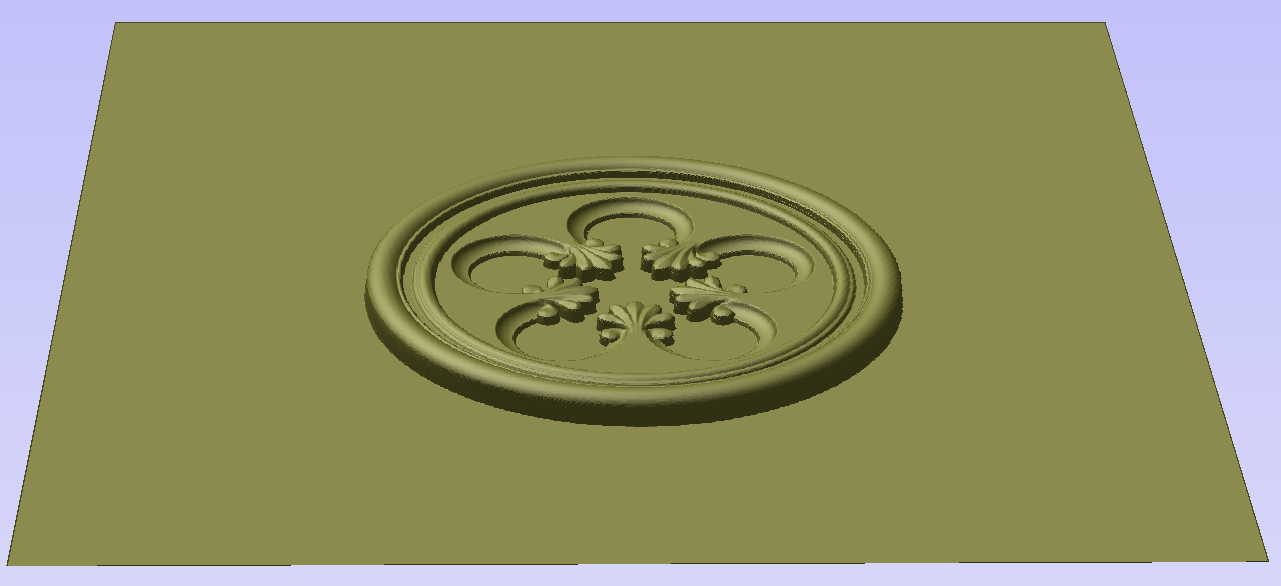
見てわかるように、モデルには平面上に選択された装飾部分のみが含まれています。柱は明らかに円柱状の固体ですが、これまでは 2D ツールパスのみを使用して円柱の表面に詳細を彫刻していました。したがって、機械加工されたピースが円筒状の固体であるという事実は、ブランク自体が円筒状の固体であるという事実からのみ導出されます。 Aspireを使用すると、3D モデルでソリッド ボディを記述することもできます。
この例では、柱の本体を定義するのではなく、表面に装飾部分を配置するだけが目的です。 Aspireでは、ボディをモデル化しておらず、表面に配置される可能性のあるクリップアートを配置していることがわかります。メッセージに「はい」と応答すると、コンポーネントを使用して表面を装飾することが意図していることを確認できます。
注記
上記のメッセージは、3D モデルが空の場合にのみ表示されます。ユーザーの選択に関係なく、このプロジェクトではこのメッセージが再度表示されることはありません。
必要に応じて、さらに多くのクリップアートを配置できます。その後、3D ビューを検査できます。設計が完了したら、ツールパスを作成します。 3D 荒削りツールパスを作成するには、 3D荒加工ツールパスを使用します。次に、 3D仕上げ工具経路を使用して 3D 仕上げツールパスを作成します。どの軸が回転しているかを覚えて、特定のアプリケーションに最も適した設定を選択します。回転軸の速度が直線軸よりも遅い場合、軸の選択が特に重要になることがあります。
この例では、追加された装飾クリップアートは凹んでいませんでした。つまり、3D 加工後、クリップアートが平面から「浮き出て」しまうため、クリップアートの周囲の平らな領域が凹んでしまいます。したがって、既存の 2D ツールパスを投影する必要があります。これは、[ツールパスを 3D モデルに投影] オプションを選択し、ツールパスを再計算することで実現できます。
テーパー柱の作成

ここでは、前項の基本設計を変更してテーパ柱を作成する方法を説明します。
これまでのところ、表面の詳細のみがモデル化されています。テーパー形状を作成するには、表面の詳細に加えて、形状の「本体」をモデリングする必要があります。この目的のために、ゼロ平面コンポーネントを使用できます。ロータリージョブの場合は自動的に追加されます。
ゼロ平面コンポーネントをダブルクリックして コンポーネントプロパティを開きます。 [ベースの高さ]ボックスに「0.8」と入力します。傾斜オプションを選択します。 [Tilt] セクションの [Set] ボタンをクリックし、2D ビューに切り替えて、左中央をクリックし、次に右中央をクリックします。角度を 3 度に設定します。
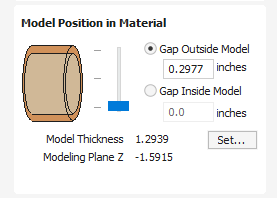
モデリング平面はコンポーネントをサーフェス上に配置するために調整されているため、コンポーネントのボディが「膨張」しないように再度調整する必要があります。そのためには 素材セットアップ フォームを開きます。モデル内のギャップが 0 になるまで、スライダーを下に移動してモデリング平面を調整します。
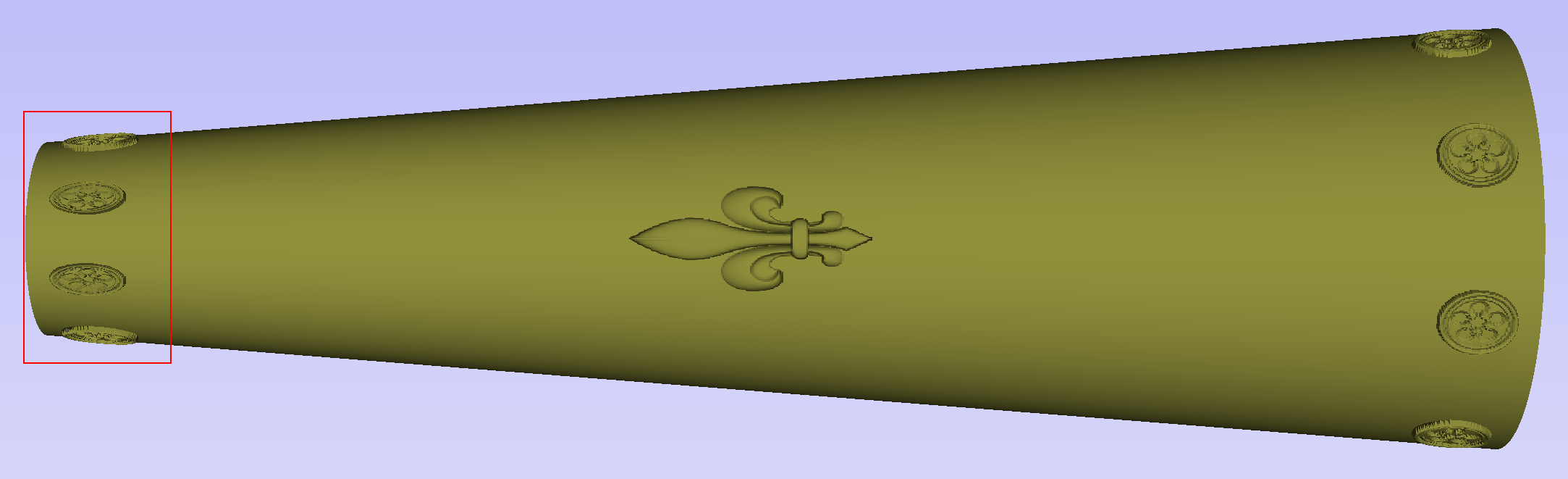
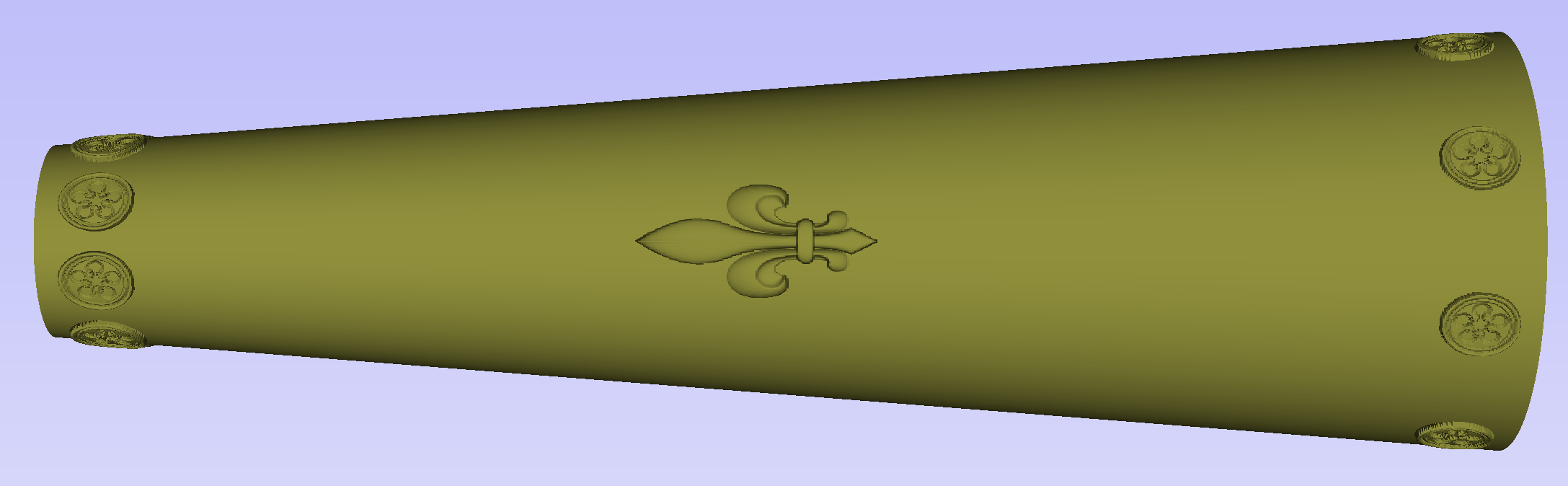
テーパー形状をモデリングすると、柱の 3D モデルが目的の形状になります。ただし、以下に示すように、狭い部分のクリップアートは歪んでいます。これを修正するには、ラップされた次元でコンポーネントを引き伸ばして歪みを補正する必要があります。
上で示した歪みはツールパスにも当てはまります。つまり、ラップされたツールパスはブランクの表面でのみ平らなツールパスと一致します。ツールパスが回転軸に近づくほど (つまり深くなるほど)、ツールパスはさらに「圧縮」されます。この事実は 3D ツールパスに重大な意味を持ちます。以下に示す例を考えてみましょう。
モデルのさまざまな部分で直径に大きな違いがある場合にわかるように、モデル全体に対して 1 つの 3D ツールパスを生成すると、ラップされたツールパスが過度に圧縮されます。したがって、通常は、直径が大きく異なる領域の境界を作成し、直径ごとに正しい設定を使用して個別のツールパスを生成する方が良いでしょう。
回転形状のモデリング

このセクションでは、回転シェイプを作成するための基本的なテクニックを紹介します。
回転した形状のモデリングは非常に簡単です。これには、目的の形状のプロファイルを表すベクトルと 2レールスイープツールが必要です。
まず、新しい 回転ジョブを作成します。次に、利用可能な描画ツールを使用してプロファイルを描画するか、プロファイル ベクトルをインポートします。この例では、以下に示すように、チェスのポーン プロファイルを使用しました。
2レールスイープ ツールを開きます。ロータリー ジョブが作成されると、ソフトウェアは「2Rail スイープ レール」と呼ばれる特別なレイヤーを挿入します。ジョブの側面には、回転軸に垂直な 2 本の青い線が含まれています。
両方のレールを選択し、 選択を使用 ボタンをクリックします。レールが強調表示されます。次に、プロファイル ベクトルを選択し、[適用] をクリックします。 3D ビューを調べて結果を確認します。
断面モデリング

このセクションでは、 ベクトルのアンラップを使用して目的の形状をモデル化する方法を説明します。
Vector Unwrapper は、回転軸に沿ってプロファイルをモデル化するよりも、目的の断面を指定する方が直感的である場合に便利です。このツールは、断面を表すベクトルをプロファイル ベクトルに変換し、その後 2 レール スイープ ツールで使用できるようにします。
六角形の柱を作成するとします。新しい 回転ジョブを作成することから始めましょう。この例では、ジョブの直径は 6 インチ、長さは 20 インチです。 X 軸は回転軸で、Z 原点は円柱軸上に配置されています。
多角形作成 ツールを使用して六角形を作成する必要があります。このベクトルは断面として機能し、2D ビュー内のどこにでも配置できます。この例では、材料ブロックの直径は 6 インチなので、形状の半径は 3 インチを超えることはできません。
形状が作成されたら、それを選択して ベクトルのアンラップを開きます。このツールは、回転軸がプロファイルと交差する場所に十字線と、材料ブロックの直径を示す円を表示します。これは、そのような断面プロファイルを持つ形状が現在の材料ブロックに適合するかどうかを判断するのに役立ちます。
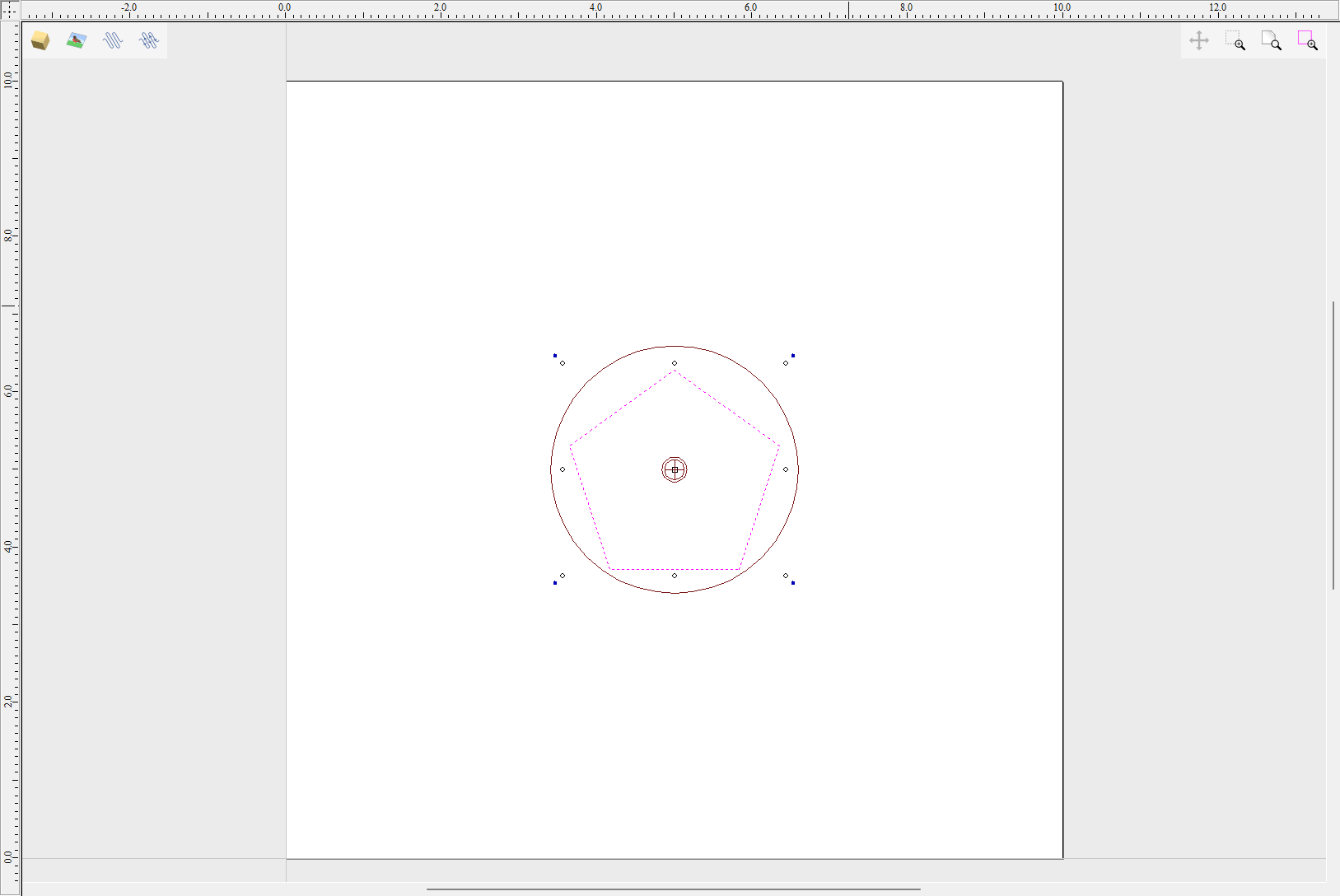
この例では、 輪郭の中心を使用 オプションが使用されました。これは、回転軸がベクトルの 境界ボックスの中心に配置されることを意味します。一連の非常に短い線分を使用する代わりに、 アンラップされたベクトルを単純化する オプションにチェックを入れてベジェ曲線をフィットさせることもできます。 適用 を押すと、以下に示すように、選択した断面のラップされていないバージョンが作成されます。
この例は、X 軸の周りを回転する円柱のラップされていないベクトルを示しています。回転軸が Y に沿って整列している場合、アンラップされたベクトルは水平になります。ラップされていないプロファイルの両端に「脚」があることに注意してください。これらは、次のステップで正しい高さが使用されるようにするために必要です。
このツールは、「Unwrapped Vectors Drive Rails」というレイヤーを自動的に作成し、その上に 2 本の青い線ベクトルを回転軸と平行にジョブの側面に配置します。プロファイルを押し出すには、 2レールスイープツールを開きます。次に、上部レール、次に下部レール (Y 軸が回転軸の場合は左右) を選択し、「選択を使用」ボタンをクリックして選択を確定します。レールが強調表示されます。次に、ラップされていないベクトルをクリックして適用を押します。 3D ビューには、このセクションの冒頭で見られる六角柱が表示されます。
モデリングプレーン
望ましい断面は、モデリング平面が円柱の中心に配置されている場合にのみ実現されます。これは、モデル内のギャップがマテリアル セットアップ フォームで 0 として報告されることを意味します。そうしないと、結果として得られるモデルの直径が不正確になり、断面が丸くなります。
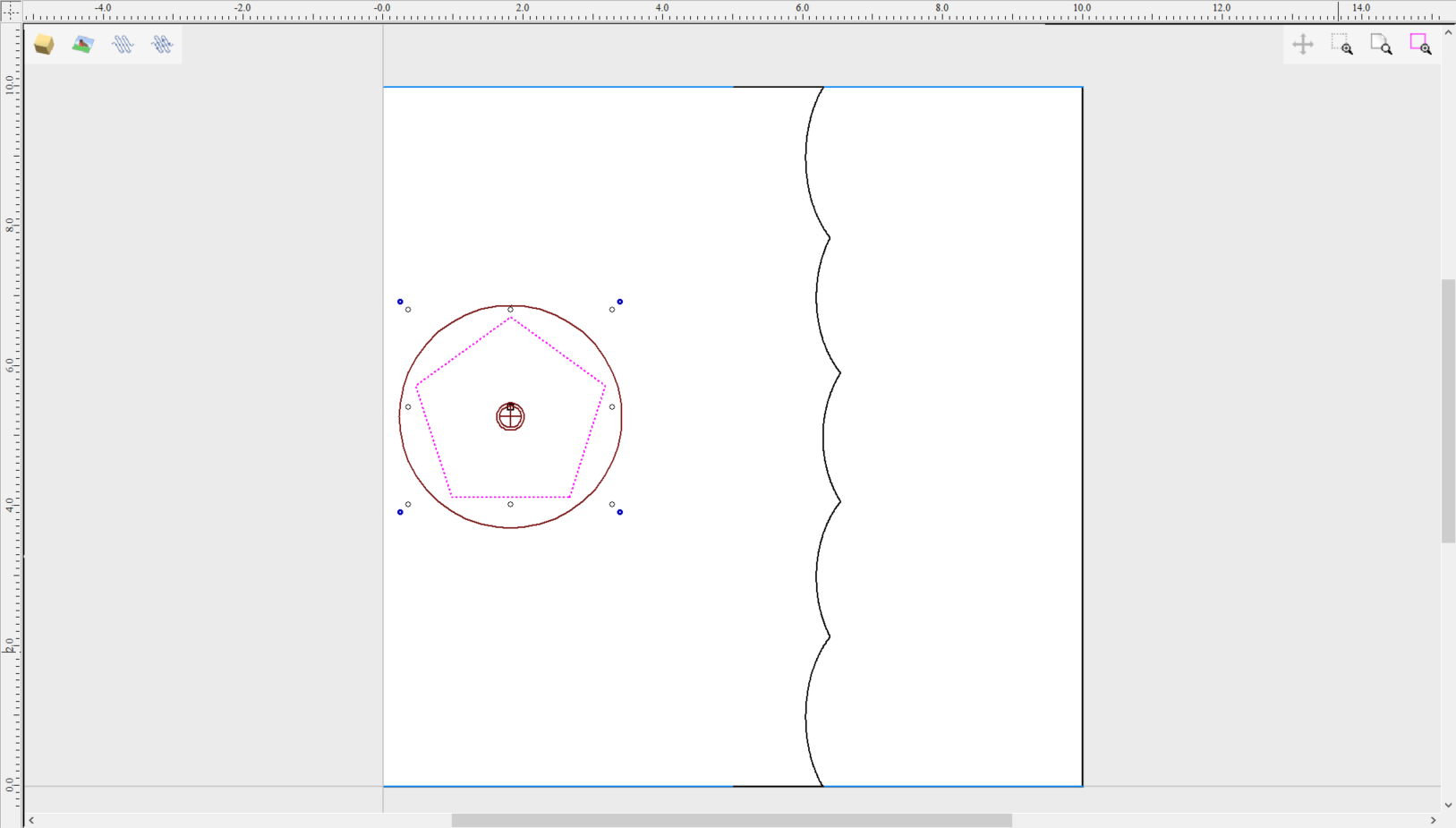
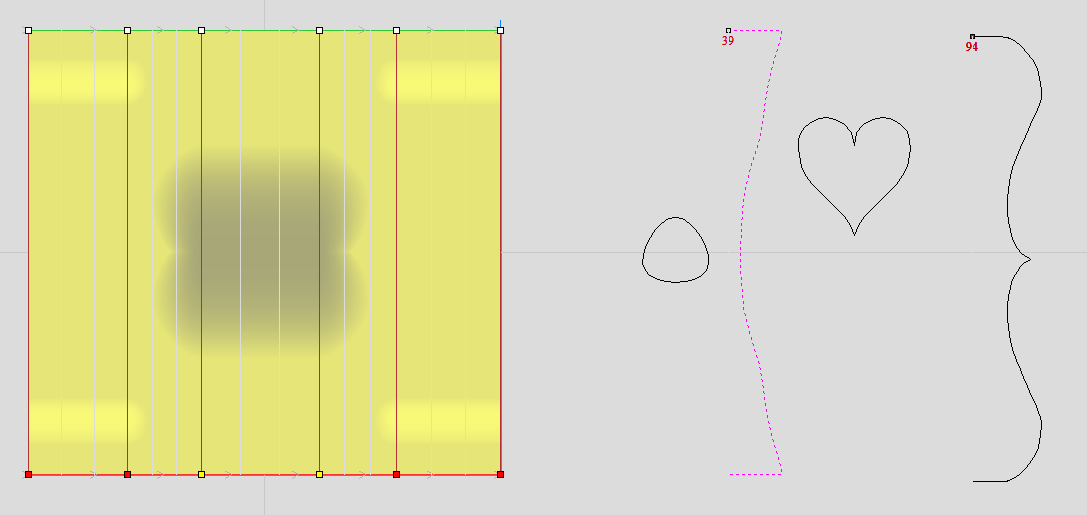
Vector アンラッパーは単純な形状に限定されません。原則として、凸形状と特定の凹形状を使用することは常に可能です。以下の例は、ラップされていない心臓のプロファイルを示しています。
問題の断面が凹面の場合、形状の中心から始まり境界上の点に接する直線を想像できます。 2 番目の点が境界に沿って移動し続け、各線が境界上の別の点と交差していない場合は、この断面を使用できます。線が境界上の複数の点と交差する場合、断面のこの部分は正しく表示されません。
これまでのすべての例では、単一の断面が使用されていました。ただし、複数の断面を使用することも可能です。
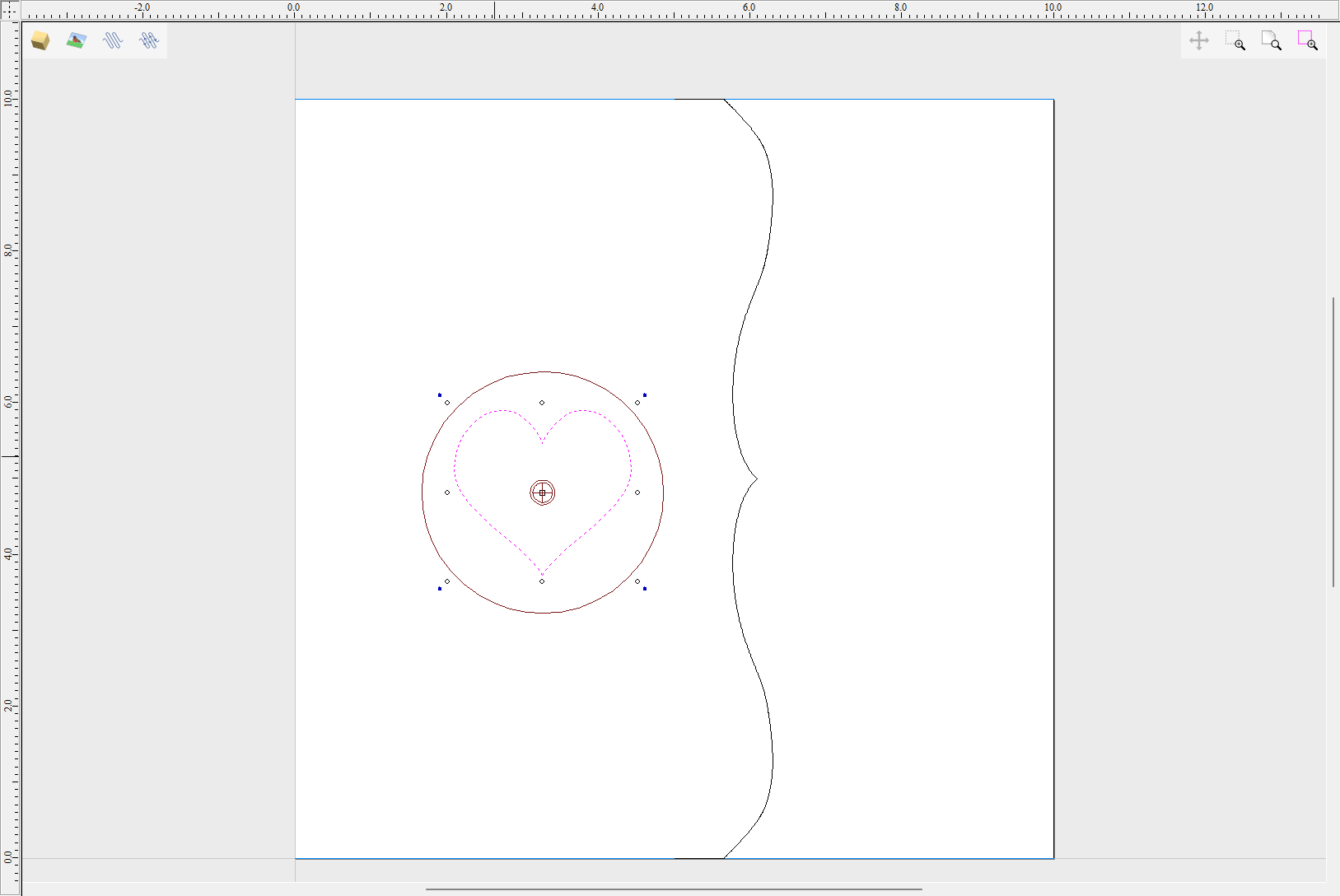
別の断面を取得して、Vector Unwrapper を開いてみましょう。次に、回転軸ハンドルを中心から少し下にドラッグします。スナップが有効な場合は、以下に示すように、回転中心の位置決めに使用できます。
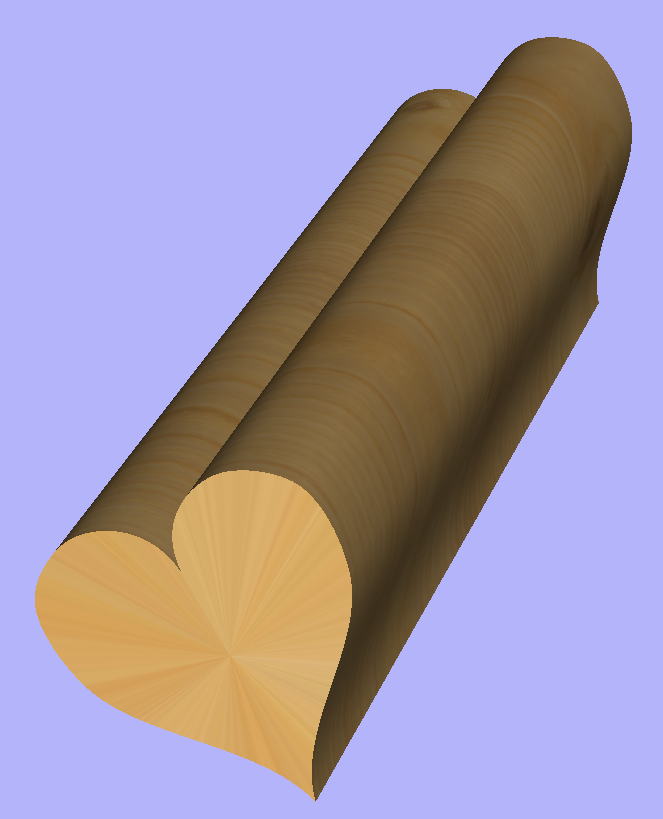
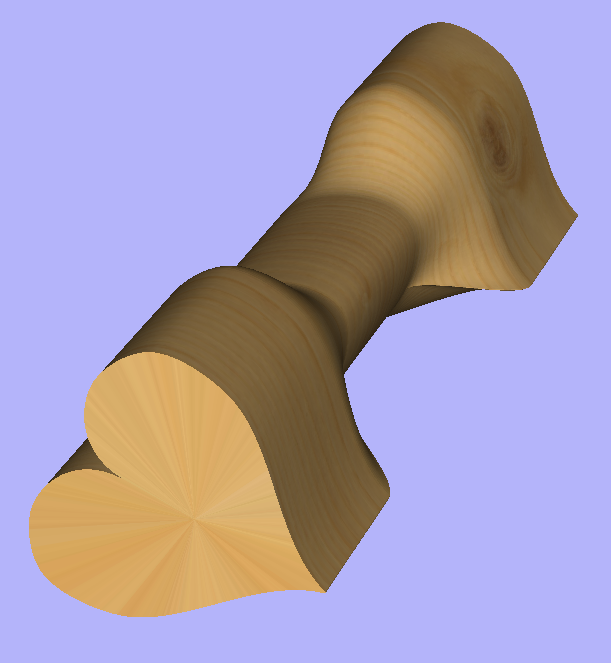
ラップされていない別の断面があれば、2 レール スイープ中に両方を使用することができます。たとえば、ラップされていない心臓のプロファイルを左側に 2 回、右側に 2 回配置できます。 2 番目のアンラップされたプロファイルは、中央に 2 回配置できます。このような配置により、以下に示すように形状モーフィングが発生する可能性があります。
3D ロータリープロジェクトの高度なモデリング
3D スパイラル フィーチャーのモデリング

このセクションでは、 レベルラッピング 機能を使用して、柱の周囲にデザインを螺旋状に巻き付ける方法を説明します。
スパイラル ツールパスを作成するワークフローは、 2D ツールパスを使用したシンプルな回転モデリング の章で説明されています。基本的なアイデアには、回転軸に対して適切な角度で 2D 境界を超える線を作成することが含まれていました。このような線に基づいて 2D ツールパスを作成すると、材料の円柱に巻き付けられ、螺旋を描きます。
このガイドはその基本的な考え方に基づいて構築されます。タスクは、希望のパターンで水平方向のストリップを作成し、それをリボンのようにシリンダーの周りに巻き付けることです。
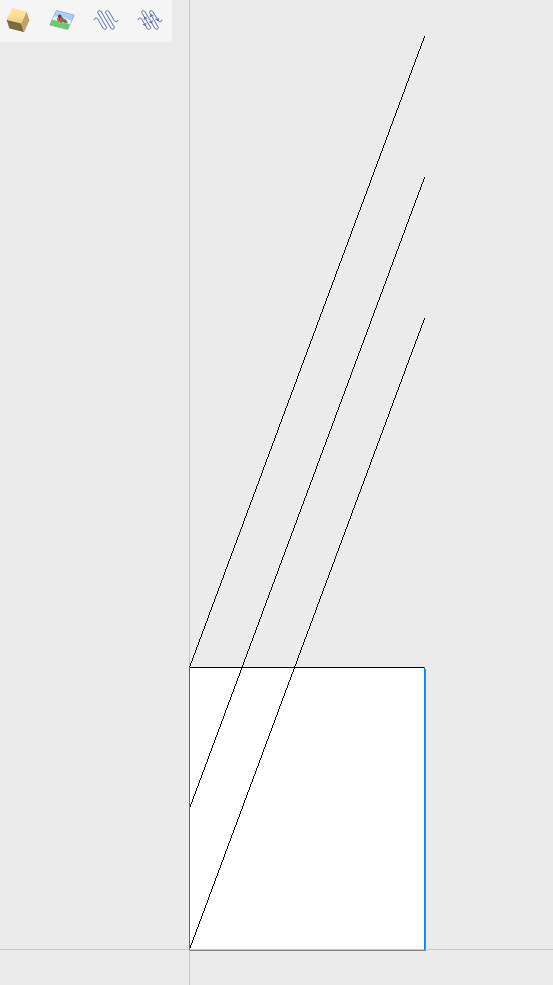
このタスクを支援するには、最初にいくつかの有用なベクトルを作成することが重要です。ストリップの境界となる線を作成する必要があります。この例では、ストリップは材料の全長に 4 回巻き付けられていました。この例では、回転軸が X 軸に平行であると仮定しています。
まず、 線分/ポリライン描画ツール を選択し、ジョブの下部に左から右に水平線を描きます。らせんパターンが円柱の長さの一部のみを埋めるようにしたい場合は、この水平線を希望の位置にのみ描画する必要があります。描画ツールがまだアクティブな状態で、[角度] ボックスに 90 と入力し、[長さ] ボックスに y * 4 と入力して = を押します。 y * 4 の式を使用したので、ストリップは 4 回ラップされます。次に、「追加」ボタンを押して垂直セグメントを追加します。
次に、水平線と垂直線を接続して三角形を形成する 新規作成 線を開始します。この線を作成したら、水平線と垂直線を削除できます。
作成したばかりの線がストリップの底部を形成します。次に、この行をコピーし、その左下端が 2D ジョブの左上隅と一致するように行を配置します。この線がストリップの上部を形成します。次に、別のコピーを作成して中央に配置します。この中央の線は、後でストリップ内にデザインを配置するために使用されます。 3 行すべてを以下に示します。
次のステップは、ストリップの必要な長さと幅を見つけることです。これを達成するには、いくつかの追加のベクトルが必要になります。
作成した 3 本の線の 1 つをコピーし、90 度回転して、ストリップに垂直な線を取得しましょう。次に、ストリップを横切るように配置します。これは幅を測るのに役立ちます。
次に、垂直線をコピーし、上の線に触れるように配置します。次に、追加した垂線と交差するまで下の線を延長します。これはストリップの長さを測定するのに役立ちます。
これを実現する最も簡単な方法は、テクスチャ コンポーネントを作成することです。これを行うには、コンポーネント ツリーでデザインを選択し、 テクスチャ領域を作成ツールをアクティブにします。この例では、ツールのデフォルト設定を使用しました。このツールは、2D ジョブの境界全体を埋める新しいコンポーネントを作成します。コンポーネント自体はタイル状にデザインで埋められます。ここで サイズ設定ツールを使用して、ストリップ サイズに一致するようにテクスチャ コンポーネントのサイズを変更します。
次に、最初に描いた線の間にコンポーネントを回転および移動する必要があります。 ベクトル沿いにコピーツールを利用すると、このプロセスが簡単になります。続行するには、ツールをアクティブにして最初にテクスチャコンポーネントを選択し、次に シフトを押しながらストリップの中央の線を選択します。 [オブジェクトを曲線に整列] オプションが選択されていることを確認し、[コピー数] オプションを使用します。ストリップにはすでに正しいサイズがあるため、必要なコピーは 1 つだけです。ただし、ツールはコンポーネントの中央を行の先頭にのみ配置します。コピー数として 3 を入力すると、ツールはコンポーネントの 2 つのコピーを両端と中央に配置します。その後、端のコピーを削除するだけで済みます。下の図は、正しく配置された後の 3D ビューでのストリップを示しています。


見てわかるように、ストリップはマテリアルの境界を離れるとすぐに消えます。ラップアラウンドさせるには、コンポーネント ツリーに新しいレベルを作成し、その中にテクスチャ コンポーネントを移動する必要があります。次に、新しく作成したレベルを右クリックして、右クリックします。ポップアップメニューからラッピングを選択します。その後ラッピングが行われます。
注記
ラッピングはコンポーネント ツリーの任意のレベルで有効にし、ミラー モードと組み合わせることができます。レベルがそれ自体をラップする場合、レベルの結合モードに関係なく、交差する領域が結合されます。たとえば織りパターンを作成したい場合は、左側の螺旋コンポーネントと右側の螺旋コンポーネントを別々のレベルに配置し、両方ともラッピングを有効にします。
最後のステップは、列の終わりを作成することです。この目的のために、結合モードをマージに設定して 3 番目のレベルが作成されました。こうすると、スパイラルパターンが端で「隠れ」ます。円形の 3D タブ クリップアートが両端に配置され、ジョブの境界に合わせて垂直に伸びます。
ねじれた形状のモデリング
このセクションでは、レベル ラッピングとベクター アンラッパー ツールを組み合わせて、ねじれたシェイプを作成する方法を説明します。
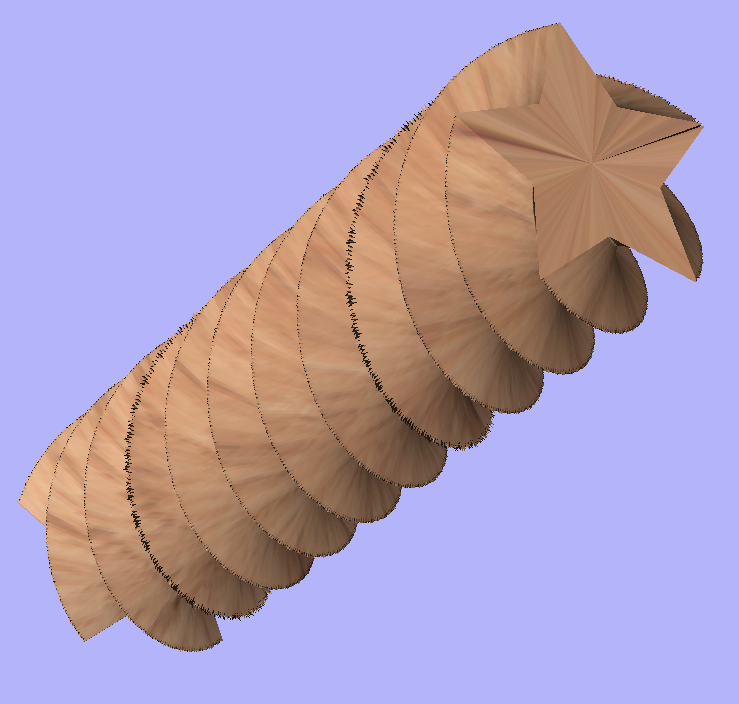
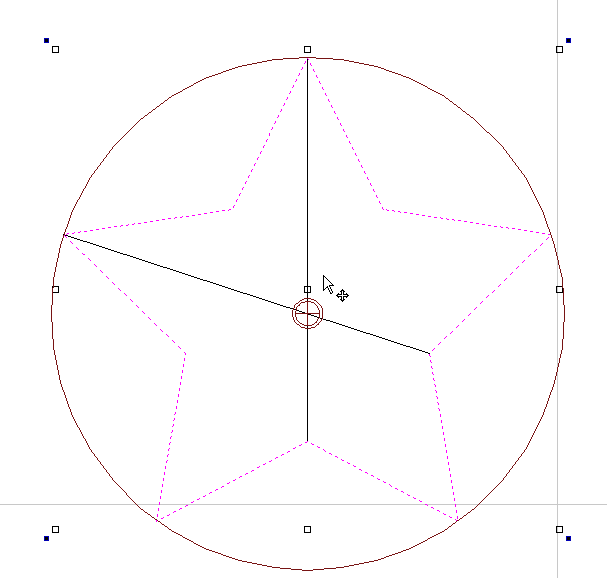
この例では、X 軸を中心に回転する、直径 6 インチ、長さ 20 インチの新しい回転ジョブが作成されました。まず、断面ベクトルが必要です。この例では、5 アームの星が使用されました。星を作成するには、 星作成 ツールを使用できます。この例では、マテリアルの半径と一致させるために、3 インチの外側半径を使用しました。
次のステップでは、断面を展開します。ただし、星の場合、中心は星の境界ボックスの中心と同じではありません。本当の中心を見つけるには、星の 2 つの角から線を引くことができます。次に ベクトルのアンラップを開いて星を選択します。次に、以下に示すように、回転中心をドラッグして線の交点にスナップします。
星のラップが解けたら、ラップしたときに螺旋を描くレールを作成する必要があります。これを行うには、 線分/ポリライン描画ツール を選択し、ジョブの下部に左から右に水平線を描きます。描画ツールがまだアクティブな状態で、「角度」ボックスに 90 と入力し、「長さ」ボックスに y*2 と入力して =を押します。 y*2 の公式を使用して、星が 2 回転します。次に ボタンを押して垂直セグメントを追加します。最後に、水平線と垂直線を結ぶ 新規作成 線を開始して、三角形を形成します。この線が作成されたら、水平線と垂直線を削除できます。
次のステップでは、ラインをコピーし、その左下端が 2D ジョブの左上隅と一致するように配置します。
レールの準備ができたら、2 つのレール スイープ ツールを使用できます。ただし、レールは 2D ジョブの境界を超えるため、作成されたスイープは境界を超えるとすぐに切り取られます。
これを克服するには、両方のレールを選択し、 長方形作成 ツールを開いて を押します。これにより、レールを含む境界ボックスが作成されます。ここで、ボックスのサイズを完了して書き込み、現在のプロジェクトを保存します。次に、境界ボックスよりわずかに大きい新しい 片面 プロジェクトを作成します。メインメニューから ベクターのインポート オプションを使用し、以前に保存したファイルを選択します。次に、レールを選択し、 F9 を押して中央に配置します。
ここで 2レールスイープツールを使用します。コンポーネントの準備ができたら、ファイルを保存します。
ここで、元のロータリー プロジェクトを再度開きます。 コンポーネントをインポート を使用して、上記の手順で作成した片面プロジェクトを選択します。コンポーネントを目的の場所に移動します。次に、新しいレベルを作成し、そこにコンポーネントを移動し、ラッピングを有効にします。
片面モデリングツールの使用
このセクションでは、ロータリー プロジェクトで片面モデリング手法を使用する方法を説明します。
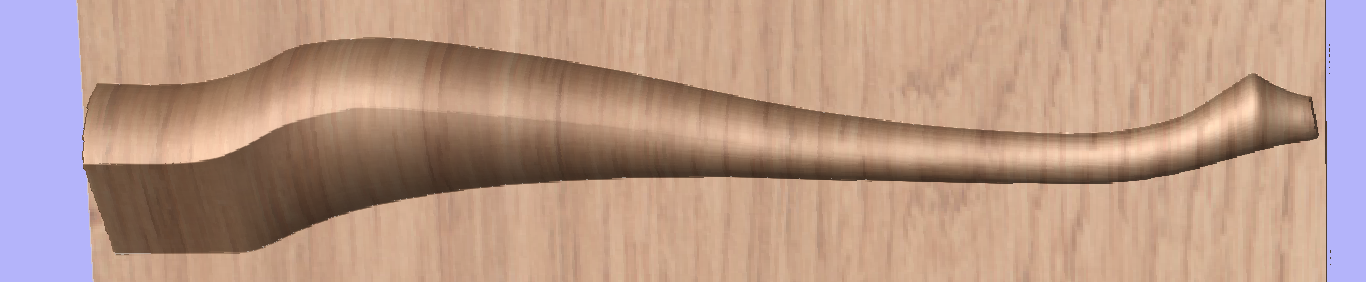
片面プロジェクトで使用されるモデリング手法に慣れているユーザーは、特定の形状をモデリングする場合にこの手法の方が便利であると感じるかもしれません。この例では、テーブル脚の側断面と、テーブル脚のさまざまな部分のいくつかの半断面を表す 2 つのベクトルを使用します。それらのベクトルを以下に示します。
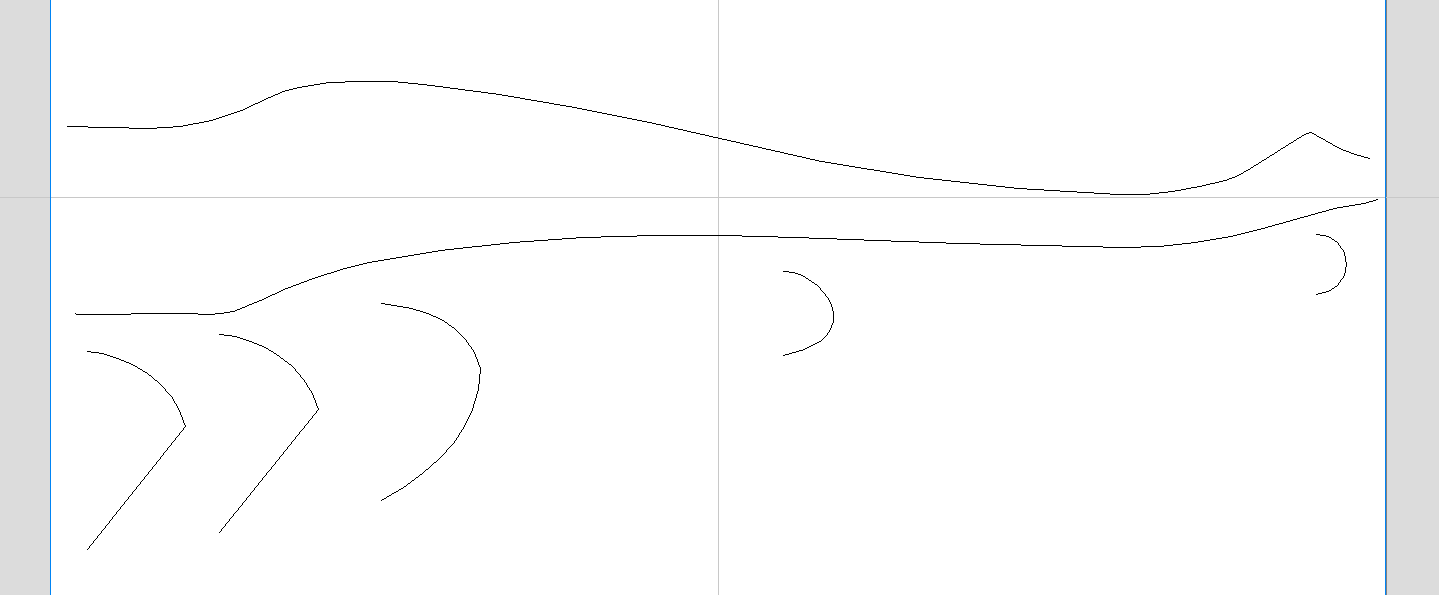
単純に側面断面をレールとして扱い、 2レールスイープツールを使用して、半分の断面を適切な位置に配置することができます。このようにして、脚の半分を非常に迅速にモデル化でき、その結果が以下に表示されます (フラット 3D ビューを使用)。
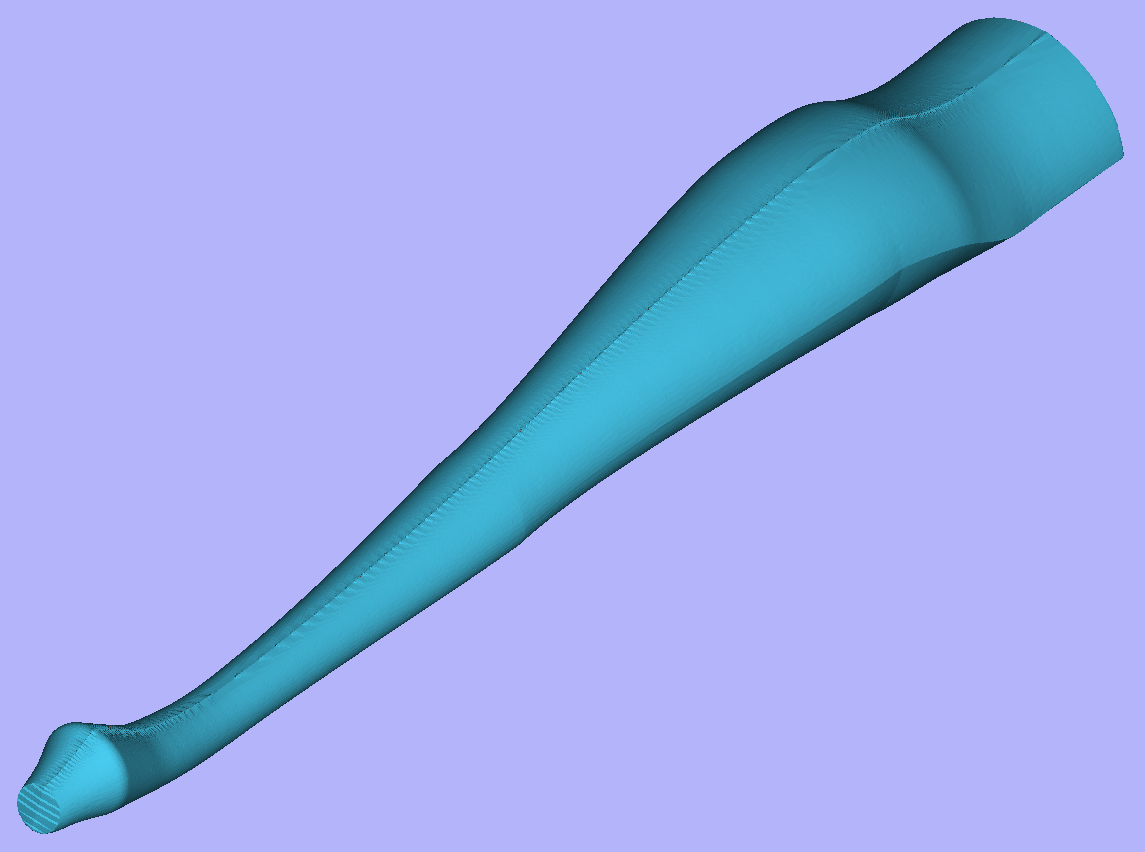
作成したモデルをロータリー プロジェクトで使用するには、エクスポートしてインポートし直す必要があります。これは Aspire の 2 つのセッションで実行できますが、ロータリー プロジェクトでは 1 つのセッション内で実行することもできます。脚モデルをエクスポートするには、他のコンポーネントが表示されていないことを確認し (自動的に追加されたゼロ平面を含む)、 シフトを押しながら エクスポートモデル ツールを開きます。 シフト を押すと、回転モードではなく片面でエクスポート ツールを開くことができます。
脚の半分がモデル化されているため、前面を反転して閉じるオプションを使用できます。結果として得られる STL メッシュを以下に示します。
コンポーネントをエクスポートしたら、フル 3D モデルとして再インポートできます。モデルには 2 つの半分が結合された場所に継ぎ目があります。これは 彫刻ツールのスムージング機能を使用して削除できます。
高度 - インポートされた 3D ツールパス ファイル
3D ツールパスを含む Vectric の Cut3D、PhotoVCarve、Design and Make Machinenist のファイルは、メイン メニュー コマンド: ファイル ► インポート ► PhotoVCarve、Machinist または Cut3D ツールパスを使用して Aspire にインポートできます。
ツールパスが計算される前に、まず 3D ファイルを必要なサイズに拡大縮小してから、 Aspireにインポートできるように完全なファイルを保存する必要があります。これらのファイルは Aspire 内にのみ移動および配置できますが、拡大縮小することはできません。
3D ジョブのグレースケール サムネイルは、Cut3D、PhotoVCarve、または Design and Make Machinenist で設定された位置を X0 Y0 原点として 2D ビューに描画されます。関連するツールパスも 3D ウィンドウに描画され、名前がツールパス リストに表示されます。
位置決め
3D デザイン ツールパスを移動するには、2D ウィンドウを開き、グレースケール イメージ上で左マウスを 2 回クリックし (水色に変わり、選択されていることを示します)、必要な位置までドラッグするか、移動ツールまたは位置合わせツールを使用して正確な位置を決めます。
ツールパスは 3D ウィンドウ内で画像と同じ XY 位置に自動的に移動します。

上の例のツールパスは、3D デザインの中央にある X0 Y0 を使用して計算されています。 Aspire にインポートされると、データは同じ座標を使用して自動的に配置され、デザインの 4 分の 3 がジョブから外されます。 2 番目の画像では、グレースケール画像がジョブの中央に移動されています。
2D ミラーおよび回転描画ツールを使用して 3D データ セットを編集することもできます。
3D ツールパスは、[ツールパス] タブの 工具経路を複製 コマンドを使用してコピーすることもできるため、ジョブで 1 つの設計から複数の要素を非常に簡単に使用できます。サムネイル プレビューもツールパスごとにコピーされるため、3D ツールパスの追加コピーを非常に簡単に配置できます。
たとえば、単一のデザインをコピーしてミラーリングして、3D デザインの左右のバージョンを作成したり、以下に示すようにキャビネットのドア パネルの隅に装飾デザインの複数のコピーを配置したりすることができます。
3D 要素のツールパスは、従来のプロファイル、ポケット加工、穴あけのツールパスとともにプレビューでき、加工の準備が整った状態ですべて保存されます。
この機能を PhotoVCarve と組み合わせて使用する良い例は、PhotoVCarve の溝に加え、説明的な彫刻テキストと装飾的なプロファイルまたはベベルの境界線を含むパーソナライズされたピクチャ フレームを作成する場合です。以下に示すように:
オプション
インポートしたツールパスを編集して材料内に配置したり、速度や送り速度などの切削パラメータを変更したりすることもできます。
設計と製造の機械工
複数のツールパスを含む Design and Make Machinenist ファイルを使用する場合は、インポートされたすべての 3D ツールパスの開始深さを忘れずに編集する必要があります。
「ツールパスの編集」アイコンをクリックするか、ツールパス名をダブルクリックして編集フォームを開きます。
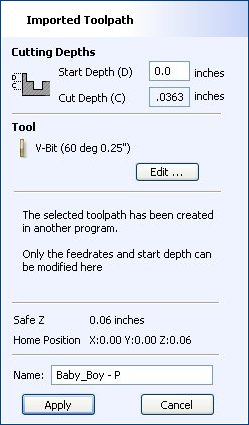
たとえば、深さ 0.5 インチのポケットを加工した後、PhotoVCarve デザインを編集して開始深さ = 0.5 インチにすることができ、これによりポケット表面のベースに写真が彫刻されます。
ポストプロセッサ編集
ポストプロセッサの用途
ポストプロセッサとは、特定のルーターまたは工作機械に対して適切な形式に、工具移動のXYZ座標を変換するプログラムのセクションです。
構成ファイルは、特定のマシンコントロールに適応するように、プログラムからの出力をカスタマイズします。このドキュメントは、構成ファイルの作成および編集方法の詳細を説明します。
以下は、G-CodeとHPGLにポストプロセスされた一般的なプログラムのセクションを示します。
G-Code出力
T1 M6
G17
G0 Z4.5000
G0 X0.0000 Y0.0000 S12000 M3
G0 X2.4567 Y7.8342 Z0.2500
G1 Z-0.0500 F5.0
G3 X3.3784 Y8.7559 I0.0000 J0.9218 F66.0
G3 X2.4567 Y9.6777 I-0.9218 J0.0000
G3 X1.5349 Y8.7559 I0.0000 J-0.9218
HPGL出力
IN;PA;
PU2496,7960;
PD2496,7960;
AA2496,8896,90.000
AA2496,8896,90.000
AA2496,8896,90.000
AA2496,8896,90.000
PU2496,7960;
PU2496,6096;
マシンコントローラーの製造元は、特定のマシンで実行するためのプログラムに必要な形式に、ファイルをカスタマイズする場合があります。これにより、当該マシンの特性に適応するように、コントロールを最適化することができます。
Vectricのポストプロセッサは、簡素なテキストベースの構成ファイルを使用します。そのため、必要に応じて、ユーザーによる構成ファイルのカスタマイズが可能です。
ポストプロセッサの各セクション
Vectricのポストプロセッサは、明瞭性の観点から複数のセクションに分類されているので、類似したスタイルで独自のポストプロセッサを書き出して、デバッグに利用することができます。
ファイルコメント
ポストプロセッサについて説明し、ポストプロセッサへの変更を記録できるセクション。各行はコメントであり、「+」文字または「|」で始まります。キャラクター。
+ History
+ Who When What
+ ======== ========== ===========================
+ Tony 14/07/2006 Written
+ Mark 26/08/2008 Combined ATC commands, stop spindle on TC
+================================================
グローバルファイルステートメント
ステートメントとは、一度だけ使用されるアイテム、または、ファイルを通じて複数の静的な値を持つアイテムです。明瞭性を保つために、ステートメント名には大文字のみを使用します。
ステートメント | 結果 |
| ポストプロセッサのリストに表示される名前です。 |
| ファイルに与えられるファイル拡張子です。 |
| ファイルが出力する単位(インチ/MM)です。 |
| 工作機械の製造元は、NCファイル出力の直接受け入れが可能なドライバー(通常はプリンタードライバー)を提供します(例: Generic HPCL_Arcs.pp参照) |
| (素材設定フォームで指定される)Plunge (Z2) 高さへの切り込み動作が、早送り移動であることを示します。 |
| コントロールソフトウェアが、NCファイル出力の直接受け入れが可能なドキュメントインターフェイスを使用します。 |
| Y軸の移動が、指定された直径の円筒周りにラップされます。「Y」値は「A」として出力されます。 |
| X軸の移動が、指定された直径の円筒周りにラップされます。「X」値は「B」として出力されます。 |
| 当該マシンの回転速度は、スピンドルの実際の速度(RPM)を表す1から15までの整数の範囲として出力されます(この例では、4500から15000 RPM)。 |
| このコマンドを使用して、( 文字は「オリジナル - 代用」のようにペアで入力されます。 例えば、MACH 3コントロールソフトウェアは、コンマ区切りとして丸括弧を使用し、ネスト化されたコメントの利用は許容しません。 |
| Rotary: 逆時間送りモードにおける送り速度Fの出力の有効/無効を切り替えます。 GCodeでは、これによりG93がオンになるかG94がオフになり、単位モードを使用します。 |
| このポストプロセッサがレーザー ツールパスをサポートしていることを示します ( レーザーモジュール がインストールされている場合)。 |
| 任意の最小円弧半径です。この値より小さな半径を持つ円弧は、単一の直線移動に変更されます。 |
| 任意の最大円弧半径です。この値より大きな半径を持つ円弧は、ポリゴン化されます。 |
POST_BASE | これは、別のポストプロセッサのコンテンツを継承する サポートされなくなりました 方法です。詳しくは POST_BASE の移行 のページをご覧ください。 |
テープ切り離しサポート
工具経路の出力が分割される長さを説明します。
TAPE_SPLITTING=MAX_NUM_LINES LINE_TOL "FILENAME_FORMAT" START_INDEX INDEX_ON_FIRST_FILE
以下のコマンドを例として使用します。
TAPE_SPLITTING=1000 100 "%s_%d.tap" 1 "YES"
この場合
出力は最大1000行(ただし、その多くの行がポストプロセッサのフッターセクション内)の複数ファイルに分割され、900行(1000 – 100)以降にリトラクト動作がある場合、ファイルは該当する移動で分割されます。ファイル名が「toolpath」の場合、分割されるファイルの名前は「toolpath_1.tap」、「toolpath_2.tap」となります。最初の工具経路出力は、「toolpath_ 1.tap」となります。 INDEX_ON_FIRST_FILE=YES が使用されているため、「toolpath」はインデックス番号なしにはなりません。ただし、ファイルが1000行未満の場合はファイルが分割されないため、この限りではありません。
注記
NCファイルの分割が必要な一部のコントローラーでは、ファイル名の文字数にも制限があります。例えば、MSDOSスタイルの8.3ファイル名形式での命名が必要になる可能性があります。出力ファイルの命名時には、この点を考慮する必要があります。
行終了文字
LINE_ENDING="[13][12]"
文字の10進数値は、ポストプロセッサファイルの各個別行にアペンドされます。WindowsまたはMSDOS形式のテキストファイルの読み込みが可能なコントローラーでは、通常は[13][10](復帰、改行)となります。
ナンバリングのブロック
出力ファイルに行番号を追加する場合、現行行番号が変数[N]で追加されます。この行番号変数の挙動は、以下の変数に制御されます。
ステートメント | 結果 |
| 行番号を開始する値です。 |
| 行番号間の増分値です。 |
| 再度 重要:一部のコントローラーでは、コントロール上に表示可能な行数に制限があります。 |
変数
変数名 | 以下で出力 | 値 | サンプルファイル |
|
| 現行送り速度です。 | Mach2_3_ATC_Arcs_inch.pp |
|
| 現行加工送り速度です。 | CNCShark-USB_Arcs_inch.pp |
|
| 現行切り込み送り速度です。 | CNCShark-USB_Arcs_inch.pp |
|
| R.P.Mの現行回転速度です。 | GCode_arc_inch.pp |
|
| JETベースの工具(レーザーなど)の現行電源設定です。 | grbl_mm.pp |
|
| 現行工具番号です。 | Mach2_3_ATC_Arcs_inch.pp |
|
| 前の工具番号です。 | NC-Easy.pp |
|
| 行番号です。 | Mach2_3_ATC_Arcs_inch.pp |
|
| 現行工具名です。 | MaxNC_インチ.pp |
|
| 現行工具のToolDBのメモフィールドからのテキストです。 | Busellato_Jet3006_arc_inch.pp |
|
| 現行工具経路名です。 | Viccam_ATC_Arcs_inch.pp |
|
| (「工具経路保存」に生成される)ファイル名です。 | ez-Router_inch.pp |
|
| 工具経路ファイルの保存先フォルダーです。 | Woodp_arc_mm.pp |
|
| 工具経路のファイル拡張子です。 | TekcelE_Arc_ATC_3D.pp |
|
| 工具経路のフォルダーパス名です。 | WinPC-NC_ATC_Arcs_mm.pp |
|
| X軸における工具位置の現行座標です。 | GCode_arc_inch.pp |
|
| Y軸における工具位置の現行座標です。 | GCode_arc_inch.pp |
|
| Z軸における工具位置の現行座標です。 | GCode_arc_inch.pp |
|
| A軸における工具位置の現行座標です。 | |
|
| X軸における円弧の中心です(最終X,Y位置に相対)。 | Mach2_3_ATC_Arcs_inch.pp |
|
| Y軸における円弧の中心です(最終X,Y位置に相対)。 | Mach2_3_ATC_Arcs_inch.pp |
|
| X軸における円弧の中心です(絶対座標)。 | Isel_arc_mm.pp |
|
| Y軸における円弧の中心です(絶対座標)。 | Isel_arc_mm.pp |
|
| X軸における円弧の開始位置です。 | TextOutput_Arcs_mm.pp |
|
| Y軸における円弧の開始位置です。 | TextOutput_Arcs_mm.pp |
|
| Xにおける円弧の中点です(絶対座標)。 | TextOutput_Arcs_mm.pp |
|
| Yにおける円弧の中点です(絶対座標)。 | TextOutput_Arcs_mm.pp |
|
| Xにおける円弧の中点です(増分座標)。 | TextOutput_Arcs_mm.pp |
|
| Yにおける円弧の中点です(増分座標)。 | TextOutput_Arcs_mm.pp |
|
| 円弧の半径です。 | Bosch_ATC_Arcs_mm.pp |
|
| 円弧の角度です。 | 汎用 HPGL_Arcs.pp |
|
| X軸のホーム工具位置です。 | CAMTech_CMC3_mm.pp |
|
| Y軸のホーム工具位置です。 | CAMTech_CMC3_mm.pp |
|
| Z軸のホーム工具位置です。 | CAMTech_CMC3_mm.pp |
|
| 安全高さ/早送りクリアランス間隔です。 | EMC2 アーク(インチ)(*.ngc) |
|
| 軸がラップされる円筒の直径です。 | Mach2_3_WrapY2A_ATC_Arcs_mm.pp |
|
| Xにおける素材の長さです。 | Mach2_3_ATC_Arcs_inch.pp |
|
| Yにおける素材の長さです。 | Mach2_3_ATC_Arcs_inch.pp |
|
| Zにおける素材の長さです。 | Mach2_3_ATC_Arcs_inch.pp |
|
| Xにおける素材の最小値です。 | MaxNC_インチ.pp |
|
| Yにおける素材の最小値です。 | MaxNC_インチ.pp |
|
| Zにおける素材の最小値です。 | MaxNC_インチ.pp |
|
| Xにおける素材の最大値です。 | MaxNC_インチ.pp |
|
| Yにおける素材の最大値です。 | MaxNC_インチ.pp |
|
| Zにおける素材の最大値です。 | MaxNC_インチ.pp |
|
| Xの原点位置です。 | TextOutput_Arcs_mm.pp |
|
| Yの原点位置です。 | TextOutput_Arcs_mm.pp |
|
| Zゼロ位置、テーブルまたは素材サーフェスです。 | TextOutput_Arcs_mm.pp |
|
| X,Y原点です。 | TextOutput_Arcs_mm.pp |
|
| 使用された工具のリストです(使用順)。 | Mach2_3_ATC_Arcs_inch.pp |
|
| ファイルで使用された工具経路のリストです(使用順)。 | Mach2_3_ATC_Arcs_inch.pp |
|
| 工具経路のメモです(工具経路設定フォーム)。 | Mach2_3_ATC_Arcs_inch.pp |
|
| ファイルのメモです(編集 > メモ)。 | Mach2_3_ATC_Arcs_inch.pp |
|
| ファイル作成時間です。 | Mach2_3_ATC_Arcs_inch.pp |
|
| ファイル作成日です。 | Mach2_3_ATC_Arcs_inch.pp |
|
| 穴あけ加工時のドウェル時間(秒)です。 | Mach2_3_Arcs_inch.pp |
|
| ファイルの出力に使用された製品名です(バージョン番号含む)。 | |
|
| 工具直径です。 | |
|
| Rotary: 現行の逆時間レートです。 | AvidCNC_WrapX2A_G93_inch.pp |
変数の形式
工具位置の値、送り速度、回転速度などは、変数を使用してファイルに挿入されます。ファイル全体で変数が使用されます。ファイルのポストプロセスが行われると、変数が当該アイテムの現行値で置換されます。
例えば、変数出力の[X]、[Y]、[Z]をそれぞれ使用して、いつの時点でも現行のXYZ工具位置がファイルに挿入されます。
明瞭性を保つために、変数名には大文字のみを使用します。
変数は以下のようにフォーマットされます。
VAR VARIABLE = [VO|WO|CS|VF|MX]
この場合
VO= X、XF、Fなどの変数出力です。WO= 出力がA=常時、C=変更時のみ行われます。CS= 文字列が値の前に出力されます。VF= 値が出力される形式を指定する値の形式です。MX= 乗数値です。
一般的な変数
1 | 2 | 3 | 4 | 6 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
VAR- この行は変数です。- 変数名です。
- 等号です。
- 開始角括弧 - 変数フォーマットパラメーターの開始です。
- 変数ラベル - 変数値で代用されるラベルです。
- 縦棒 - パラメーターの区切りです。
A= 常に値を出力、C= 変更時のみ値を出力することを表します。- 縦棒 - パラメーターの区切りです。
- 変数値の前に印刷するための文字列です。
- 縦棒 - パラメーターの区切りです。
- 任意のフォーマットフラグ - (後述)。
- 値の形式 - 出力する単位と小数点以下の桁数です。
- 縦棒 - パラメーターの区切りです。
- 出力乗数 - (後述)。
- 終了角括弧 - フォーマットパラメーターの終了です。
出力値のフォーマット
値フォーマット文字列は、以下のようにフォーマットする必要があります。
FORMAT_FLAGS FIELD_WIDTH DECIMAL_SEPARATOR DECIMAL_PLACES
フォーマットフラグは任意で、後述するごく一部のコントローラーのみに必要です。
フィールド幅:出力される最少数の文字を表します。通常、フィールド幅は「1」に設定されます。それより大きな値は、コントローラーが値に対して固定数の文字を求める場合のみ必要になります。そのような場合には、1より大きな値を入力することができます。入力された値の文字数が、確実に出力されるようになります。フィールド幅を表す数値は、出力値の完全な浮動小数点(小数点記号)を含みます。
小数点:小数点記号は、ほとんどの場合でピリオドが使用されますが、一部のコントローラーではコンマが使用される場合があります。(ピリオドを使用しないポストプロセッサの例として、以下のファイルを参照してください。Heidenhain_inch.pp)
小数点位置:出力される小数点以下の桁数です。多くの場合で、メトリック法で操作されるコントローラーには3、インチ法のコントローラーには4が設定されます。
任意のフォーマットフラグ
出力値は、任意のフォーマットフラグを使用してさらに修正可能です。
フラグ | 機能 | デフォルト(フラグなし) |
| 値は右端に揃えられます。 | 値は右端に揃えられます。 |
| 値に「+」または「-」接頭辞を付けます。 | 値に「+」または「-」接頭辞を付けます。 |
| 値が設定された最小値未満の場合、値に接頭辞「0」を付けます。 | 値には空のスペースである接頭辞が付けられます。 |
| 値は常に区切り文字付きで出力されます(実際には、値が整数値のみを出力するように設定される場合に限り、出力値を変更します)。 | 出力が整数のみに設定されると、区切り文字は値にアペンドされません。 |
変数のデフォルトフォーマット
多くの変数にデフォルトの形式があります(以下参照)。変数に対して別の形式を設定するには、ポストプロセッサに以下の行を入力し、使用するコントローラーに適したパラメータに変更します。
デフォルト | サンプル |
|
行番号は常に出力されます。「N」文字が行番号の前に挿入されます。整数として出力されます。 |
|
回転速度は常に出力されます。「S」文字が値の前に挿入され、整数として出力されます。 |
|
送り速度は値の前に「F」文字で出力され、変更時のみ出力されます。値は小数位1桁まで出力されます。 注記 このフォーマット文字列では、任意の追加パラメーターがあります。これは値乗数です。 |
VAR PLUNGE_RATE = [FP|A||1.0] |
切り込み速度は値の前に「F」文字で出力され、変更時のみ出力されます。値は小数位1桁まで出力されます。 注記 このフォーマット文字列では、任意の追加パラメーターがあります。これは値乗数です。 |
|
加工速度は値の前に「F」文字で出力され、変更時のみ出力されます。値は小数位1桁まで出力されます。 注記 このフォーマット文字列では、任意の追加パラメーターがあります。これは値乗数です。 |
|
位置値は値の前に「X」文字で出力され、位置は常に出力されます。また、一般的にはメトリック法の出力を必要とするコントロールに適した小数位3桁まで出力されます。 インチ法で操作されるコントローラーには、通常小数位4桁まで値を出力します。以下のように行をフォーマットします。
|
|
ホーム位置値は値の前に「X」文字で出力され、位置は常に出力されます。また、一般的にはメトリック法の出力を必要とするコントロールに適した小数位3桁まで出力されます。 インチ法で操作されるコントローラーには、通常小数位4桁まで値を出力します。以下のように行をフォーマットします。
|
|
値は値の前に「X」文字で出力され、位置は常に出力されます。また、一般的にはメトリック法の出力を必要とするコントロールに適した小数位3桁まで出力されます。 インチ法で操作されるコントローラーには、通常小数位4桁まで値を出力します。以下のように行をフォーマットします。
注記 このフォーマット文字列では、任意の追加パラメーターがあります。これは値乗数です。 |
|
値は値の前に「Y」文字を付けて出力され、値は常に出力され、小数点以下 3 桁まで出力されます。これは通常、メトリック出力を必要とするコントロールに適しています。 値は値の前に「Y」文字で出力され、値は常に出力されます。また、一般的にはメトリック法の出力を必要とするコントロールに適した小数位3桁まで出力されます。
|
|
値は値の前に「J」文字を付けて出力され、値は常に出力され、小数点以下 3 桁まで出力されます。これは通常、メトリック出力を必要とするコントロールに適しています。 値は値の前に「J」文字で出力され、値は常に出力されます。また、一般的にはメトリック法の出力を必要とするコントロールに適した小数位3桁まで出力されます。
|
|
値は値の前に「J」文字を付けて出力され、値は常に出力され、小数点以下 3 桁まで出力されます。これは通常、メトリック出力を必要とするコントロールに適しています。 値は値の前に「J」文字で出力され、値は常に出力されます。また、一般的にはメトリック法の出力を必要とするコントロールに適した小数位3桁まで出力されます。
注記 このフォーマット文字列では、任意の追加パラメーターがあります。これは値乗数です。 |
|
値は値の前に「X」文字を付けて出力され、値は常に出力され、小数点以下 3 桁まで出力されます。これは通常、メトリック出力を必要とするコントロールに適しています。 値は値の前に「X」文字で出力され、値は常に出力されます。また、一般的にはメトリック法の出力を必要とするコントロールに適した小数位3桁まで出力されます。
|
|
値は値の前に「X」文字を付けて出力され、値は常に出力され、小数点以下 3 桁まで出力されます。これは通常、メトリック出力を必要とするコントロールに適しています。 値は値の前に「X」文字で出力され、値は常に出力されます。また、一般的にはメトリック法の出力を必要とするコントロールに適した小数位3桁まで出力されます。
|
|
値は値の前に「R」文字を付けて出力され、値は常に出力され、小数点以下 3 桁まで出力されます。これは通常、メトリック出力を必要とするコントロールに適しています。 値は値の前に「R」文字で出力され、値は常に出力されます。また、一般的にはメトリック法の出力を必要とするコントロールに適した小数位3桁まで出力されます。
|
|
値は値の前に「A」文字を付けて出力され、値は常に出力され、小数点以下 3 桁まで出力されます。これは通常、メトリック出力を必要とするコントロールに適しています。 値は値の前に「A」文字で出力され、値は常に出力されます。また、一般的にはメトリック法の出力を必要とするコントロールに適した小数位3桁まで出力されます。
|
|
値は値の前に「X」文字で出力され、値は常に出力されます。また、小数位3桁まで出力されます。 |
乗数値
乗数値は、異なる値を出力するために値の乗算に使用されます。一般的な用途は、以下のとおりです。
インチ法のポストプロセッサのデフォルト出力を、分当たりのインチから秒あたりのインチに変換するため(0.01666を掛ける)。
メトリック法のポストプロセッサのデフォルト出力を、分当たりのmmから秒あたりのmmに変換するため(0.0166を掛ける)。
正の値を負の値(またはその逆)にするため(-1で掛ける)。
円弧角度の出力をラジアンから度数に変換するため(57.2957795で掛ける)。
固定係数で乗算または除算を行うため(1:4スケールモデルの生成、0.25で掛ける)。
ポストプロセッサのブロック
ヘッダ
+---------------------------------------------------
+ Commands output at the start of the file
+---------------------------------------------------
begin HEADER
"Commands"
ヘッダーは命令用のセクションで、ファイルの最初に一度出力されます。通常は、コントローラーの様式コマンドを設定します。
例えば、ヘッダーにはコントローラー上にファイル名を表示するためのコマンドや、マシンを設定するための一連の「Gコード」が含まれる場合があります。これには、コントローラに動作がインチで行われることを伝えるG20、またはミリメーターで行われることを伝えるG21などが相当します。
以下のような変数が、ヘッダーセクション内に含まれる場合があります。
以下のような変数が、ヘッダーセクション内に含まれる場合があります。
素材ブロックに関する情報
- Xの最小範囲 = [XMIN]
- Yの最小範囲 = [YMIN]
- Zの最小範囲 = [ZMIN]
- Xの最大範囲 = [XMAX]
- Yの最大範囲 = [YMAX]
- Zの最大範囲 = [ZMAX]
- Xの素材長さ = [XLENGTH]"
- Yの素材長さ = [YLENGTH]"
- Zの素材深さ = [ZLENGTH]"
ホーム位置の情報
- ホームX = [XH]
- ホームY = [YH]
- ホームZ = [ZH]
- 早送りクリアランス間隔または安全高さ = [SAFEZ]
最初に使用される工具の詳細
- 工具番号 = [T]
- 工具名 = [TOOLNAME]
初期加工速度
- 加工と素材への切込みに使用される送り速度 = [F]
- 工具が素材を加工する送り速度 = [FC]
- 工具が素材に切り込む送り速度 = [FP]
実際の値はUNITSセットにより異なります(グローバルファイル設定参照)。デフォルトはMM/分またはインチ/分のいずれかになりますが、出力は適切な「VAR FEED_RATE」フォーマットを設定することで変更することができます。
回転速度
- 回転速度 = [S] R.P.M.
スピンドル_オン
+---------------------------------------------------
+ Commands output at when the Spindle first turns on.
+---------------------------------------------------
begin SPINDLE_ON
"Commands"
Spindle On セクションは、ヘッダーの一部として Spindle on コマンドを持つ代わりに、同じポストプロセッサーでスピンドルとレーザーの操作を可能にするために追加されました。
通常、これにはスピンドルオンコマンド (M03 など) のみが含まれますが、スピンドル速度コマンド [S] を含めることもできます。
工具交換
+---------------------------------------------------
+ Commands output at toolchange
+---------------------------------------------------
begin TOOLCHANGE
"Commands"
工具変更が必要な場合に出力されるコマンドです。使用される可能性のある変数とコマンドは、以下のとおりです。
- 前の工具番号 = [TP]
- 工具番号 = [T]
- 工具名 = [TOOLNAME]
- 工具経路名 = [TOOLPATH_NAME]
- 工具経路のパス名 = [PATHNAME]
- 工具経路のファイル名 = [TP_FILENAME]
- 工具経路のファイルディレクトリ = [TP_DIR]
- 工具経路の拡張子 = [TP_EXT]
- 回転速度 = [S] R.P.M.
- M3 Mコードは、多くの場合でスピンドルをオンにするために使用されます(時計回りの回転)。
- M5 Mコードは、多くの場合でスピンドルをオフにするために使用されます。
NEW_SEGMENT
+---------------------------------------------------
+ Commands output for a new segment ( new toolpath with current toolnumber)
+---------------------------------------------------
begin NEW_SEGMENT
"Commands"
Mach2_3_ATC_Arcs_inch.pp
新規の工具経路が選択中の工具を使用する場合に出力されるコマンドです(ただし、異なる回転速度が必要な場合や、マシンに追加の命令が必要な場合など)。
工具変更は自動的にNEW_SEGMENTセクションの命令を呼び出すため、NEW_SEGMENTセクションで使用されるコマンドは、TOOLCHANGEセクション内に含まれる必要はありません。
一般的な変数は以下のとおりです。
- 回転速度 = [S] R.P.M.
- M3 Mコードは、多くの場合でスピンドルをオンにするために使用されます(時計回りの回転)。
- M5 Mコードは、多くの場合でスピンドルをオフにするために使用されます。
INITIAL_RAPID_MOVE
+---------------------------------------------------
+ Commands output for Initial rapid move
+---------------------------------------------------
begin INITIAL_RAPID_MOVE
"Commands"
Saom_OSAI_Arc_inch.pp
ヘッダーまたは工具変更に続いて、非常に高速の移動が行われる際に出力されるコマンドです。多くのポストで使用されないセクションですが、非常に高速の移動が、後続の早送り移動とは異なる情報の出力を必要とする場合に有用です。このセクションは、HPGL変数に必要になる場合があります。
RAPID_MOVE
+---------------------------------------------------
+ Commands output for rapid moves.
+---------------------------------------------------
begin RAPID_MOVE
"Commands"
早送り移動が必要な場合に出力されるコマンドです。
FIRST_FEED_MOVE
+---------------------------------------------------
+ Commands output for first feed rate move in a series of feed moves.
+---------------------------------------------------
begin FIRST_FEED_MOVE
"Commands"
通常このセクションは、コントローラーが最初の送り動作で送り速度の設定を要求する場合に使用されます。その後この速度は、後続の加工動作で使用されます。
Axyz_Arcs_ATC_inch.pp
FEED_MOVE
+---------------------------------------------------
+ Commands output for feed rate moves
+---------------------------------------------------
begin FEED_MOVE
"Commands"
FIRST_FEED_MOVEセクションがポストプロセッサ内に存在する場合に、各移動または最初の送り動作を除くすべての送り動作で必要な情報を出力するために使用されます。
FIRST_CW_ARC_MOVE
+---------------------------------------------------
+ Commands output for the first clockwise arc move in a series of cw arc moves
+---------------------------------------------------
begin FIRST_CW_ARC_MOVE
"Commands"
時計回りの円弧セグメントである点を除いて、FIRST_FEED_MOVEセクションに類似しています。通常このセクションは、コントローラーが最初の円弧セグメントに対する送り速度の設定を要求する場合に使用されます。その後この速度は、後続の同一方向の円弧動作に使用されます。
Centroid_Arcs_inch.pp
FIRST_CW_HELICAL_ARC_PLUNGE_MOVE
+---------------------------------------------------
+ Commands output for clockwise helical arc plunge move in a series of moves.
+---------------------------------------------------
begin FIRST_CW _HELICAL_ARC_MOVE
"Commands"
Zでも移動する動作である点を除いて、FIRST_CW_ARC_MOVEセクションに類似しています。送り速度は、工具の切込み速度セットから出力されます。
Mach2_3_ATC_Arcs_inch.pp
FIRST_CW_HELICAL_ARC_MOVE
+---------------------------------------------------
+ Commands output for clockwise helical arc move in a series of moves.
+---------------------------------------------------
begin FIRST_CW_HELICAL_ARC_MOVE
"Commands"
Zでも移動する動作である点を除いて、FIRST_CW_ARC_MOVEセクションに類似しています。
Mach2_3_ATC_Arcs_inch.pp
CW_ARC_MOVE
+---------------------------------------------------
+ Commands output for clockwise arc moves.
+---------------------------------------------------
begin CW_ARC_MOVE
"Commands"
時計回りの円弧セグメントである点を除いて、FEED_MOVEセクションに類似しています。
Centroid_Arcs_inch.pp
CW_HELICAL_ARC_MOVE
+---------------------------------------------------
+ Commands output for clockwise helical arc moves
+---------------------------------------------------
begin CW_HELICAL_ARC_MOVE
"Commands"
Zでも移動する動作である点を除いて、CW_ARC_MOVEセクションに類似しています。
Mach2_3_ATC_Arcs_inch.pp
FIRST_CCW_ARC_MOVE
+---------------------------------------------------
+ Commands output for the first counter-clockwise arc move in a series of ccw arc moves.
+---------------------------------------------------
begin FIRST_CCW_ARC_MOVE
"Commands"
反時計回りの円弧セグメントである点を除いて、FIRST_FEED_MOVEセクションに類似しています。通常このセクションは、コントローラーが最初の円弧セグメントに対する送り速度の設定を要求する場合に使用されます。その後この速度は、後続の同一方向の円弧動作に使用されます。
Centroid_Arcs_inch.pp
FIRST_CCW_HELICAL_ARC_PLUNGE_MOVE
+---------------------------------------------------
+ Commands output for counter- clockwise helical arc plunge move in a series of moves.
+---------------------------------------------------
begin FIRST_CCW_HELICAL_ARC_MOVE
"Commands"
Zでも移動する動作である点を除いて、FIRST_CCW_ARC_MOVEセクションに類似しています。送り速度は、工具の切込み速度セットから出力されます。
Mach2_3_ATC_Arcs_inch.pp
FIRST_CCW_HELICAL_ARC_MOVE
+---------------------------------------------------
+ Commands output for first counter-clockwise helical arc move in a series of moves.
+---------------------------------------------------
begin FIRST_CCW_HELICAL_ARC_MOVE
"Commands"
FIRST_CCW_ARC_MOVE セクションに似ていますが、Z 方向にも移動する移動用です。
CCW_HELICAL_ARC_MOVE セクションの例については、ファイル Mach2_3_ATC_Arcs_inch を参照してください。
CCW_ARC_MOVE
+---------------------------------------------------
+ Commands output for counter-clockwise arc moves.
+---------------------------------------------------
begin CCW_ARC_MOVE
"Commands"
反時計回りの円弧セグメントである点を除いて、FEED_MOVEセクションに類似しています。
Centroid_Arcs_inch.pp
CCW_HELICAL_ARC_MOVE
+---------------------------------------------------
+ Commands output for counter-clockwise helical arc moves
+---------------------------------------------------
begin CCW_HELICAL_ARC_MOVE
"Commands"
Zでも移動する動作である点を除いて、CCW_ARC_MOVEセクションに類似しています。
Mach2_3_ATC_Arcs_inch.pp
フッター
フッターは命令用のポストプロセッサのセクションで、ファイルの最後にコントローラーに送信されます。これには、工具をホーム位置に戻すための命令、スピンドルをオフにする命令、ドライブへの電源をオフにする命令などが含まれます。
+---------------------------------------------------
+ Commands output at the end of the file
+---------------------------------------------------
begin FOOTER
"Commands"
一般的な変数は以下のとおりです。
- G00 [XH] [YH] [ZH]は、XYZホーム位置に早送りします。
- M05 Mコードは、多くの場合でスピンドルをオフにするために使用されます。
- M30 M コードは、多くの場合でファイルの末尾を知らせるために使用されます。
スピンドル_オン
スピンドル オン セクションはヘッダーの後に使用され、ミリング/レーザー ポスト プロセッサーの組み合わせでスピンドル オン コマンドを使用できるようにします。
Spindle on コマンドがヘッダーで使用されている場合、このブロックは含めるべきではありません。
+---------------------------------------------------
+ Commands output at the end of the file
+---------------------------------------------------
begin SPINDLE_ON
"Commands"
一般的な変数は以下のとおりです。
- スピンドルオン用 M3
- [S] 主軸速度の場合
JETサポートセクション
これらのセクションは、レーザー、プラズマ、ウォータージェットなど、JETベースの加工工具をサポートするために使用されます。
JET_TOOL_POWER
+---------------------------------------------------
+ Commands output when the cutter's power is set
+---------------------------------------------------
begin JET_TOOL_POWER
"Commands"
Grbl.pp
レーザー「工具」に関連付けられた電源設定が発行されると出力されるコマンドです。
JET_TOOL_ON
+---------------------------------------------------
+ Commands output when the cutter's power is turned ON
+---------------------------------------------------
begin JET_TOOL_ON
"Commands"
Grbl.pp
JET工具の電源がオンになると出力されるコマンドです。これは、広い意味ではSPINDLE_ONに相当します。しかし、JETカッターがすでに予定される加工高さにある場合に、スピンドルベースのカッターに要求される切り込み動作の前ではなく、切り込み動作の最後に発行されます。
JET_TOOL_OFF
+---------------------------------------------------
+ Commands output when the cutter's power is turned OFF
+---------------------------------------------------
begin JET_TOOL_OFF
"Commands"
Grbl.pp
JET工具の電源がオフになると出力されるコマンドです。
使用頻度の低い他のセクション
FEED_RATE_CHANGE
+---------------------------------------------------
+ Commands output when feed rate changes
+---------------------------------------------------
begin FEED_RATE_CHANGE
"Commands"
Gravograph_IS200.pp
送り速度の変更時に出力されるコマンドです。多くのコントローラーが別の命令にアペンドされた送り速度の変更を受け入れるため、このセクションはほとんど使用されません。しかし、HPGL変数と使用される場合があります。
FIRST_PLUNGE_MOVE
+---------------------------------------------------
+ Commands output for the First Plunge Move, in a series of plunge moves.
+---------------------------------------------------
begin FIRST_PLUNGE_MOVE
"Commands"
Holz-Her_7123_ATC_Arcs_mm.pp
このセクションは、多くの場合で同時3D移動を完全にはサポートしないマシンで使用されます。例えば、Z軸がXとY軸ほど早く移動できない場合などが相当します。また、このセクションは、最初の切り込み動作が発生するたびに出力させるコマンドを含めるためにも使用されます。たとえば、プラズマトーチをオンにするコマンドなどです。複数の切込みは、通常ではランプ動作内でのみで出力されます。そのため、このコマンドは、加工間で自動的に早送りするコントロールに有用です。この場合、変更される速度や送りのような命令は、最初のプランジ動作で指定される必要がありますが、当該命令はランプ操作内の後続のプランジ動作には不要になります。
プランジムーブ
+---------------------------------------------------
+ Commands output for Plunge Moves
+---------------------------------------------------
begin PLUNGE_MOVE
"Commands"
Burny_arc_inch.pp
このセクションは、多くの場合で同時3D移動を完全にはサポートしないマシンで使用されます。例えば、Z軸がXとY軸ほど早く移動できない場合などが相当します。また、このセクションは切り込み動作が発生するたびに出力させるコマンドを含めるためにも使用されます。たとえば、プラズマトーチをオンにするコマンドなどです。
RETRACT_MOVE
+---------------------------------------------------
+ Commands output for Retract Moves
+---------------------------------------------------
begin RETRACT_MOVE
"Commands"
Burny_arc_inch.pp
このセクションには、プラズマトーチをオフにするコマンドを含めるために使用することができます。
DWELL_MOVE
+---------------------------------------------------
+ Commands output for Dwell Commands
+---------------------------------------------------
begin DWELL_MOVE
"Commands"
Mach2_3_Arcs_inch.pp
このコマンドは、VCarve Pro 7.5とAspire 4.5以降のバージョン用に導入されました。これは、ドウェル時間がプログラム内で指定されている場合に、穴あけ工具経路で使用されます。このセクションが未定義の場合、すべてのドウェルコマンドが無視されます。しかし、残りの穴あけ工具経路は、通常どおり出力されます。DWELL変数は、変数セクションで説明します。
特殊文字
ポストプロセッサ出力ステートメントの制限の範囲内で、多くの文字の出力が可能です。しかし、ポストプロセッサ構成ファイル内では、特殊な意味を持つ特定の文字があり、該当する文字の直接出力はできません。
これらには、角括弧[ ]や二重引用符“が該当します。しかし、このような文字の出力が必要になる場合があります。
その場合、以下の例のように、出力を希望する特殊文字のASCII値の10進相当を角括弧で囲んで行うことができます。この方法は、印刷不可の文字を含むすべてのASCII値の挿入に利用可能です。
- [91] 左側の角括弧を出力します。
- [93] 右側の角括弧を出力します。
- [34] 二重引用符を出力します。
- [13] キャリッジリターン(復帰)を出力します。
- [10] ラインフィード(改行)を出力します。
Biesse_Rover_Arcs_mm.pp
例: 工具変更コマンドの追加
ほとんどの場合、コントローラーに合わせてカスタマイズされたポスト プロセッサーを作成する最も迅速かつ簡単な方法は、既存のポスト プロセッサーを編集することです。これを行うには、まず、ポスト プロセッサの出力をテストするために使用できる簡単なテスト ファイルを作成します。単純なファイルは、1 つの線と 2 つの円で構成されます。それぞれの形状に対して浅い切削プロファイルのツールパスを作成し、線の「上」、一方の円の「内側」、もう一方の円の「外側」を加工します。
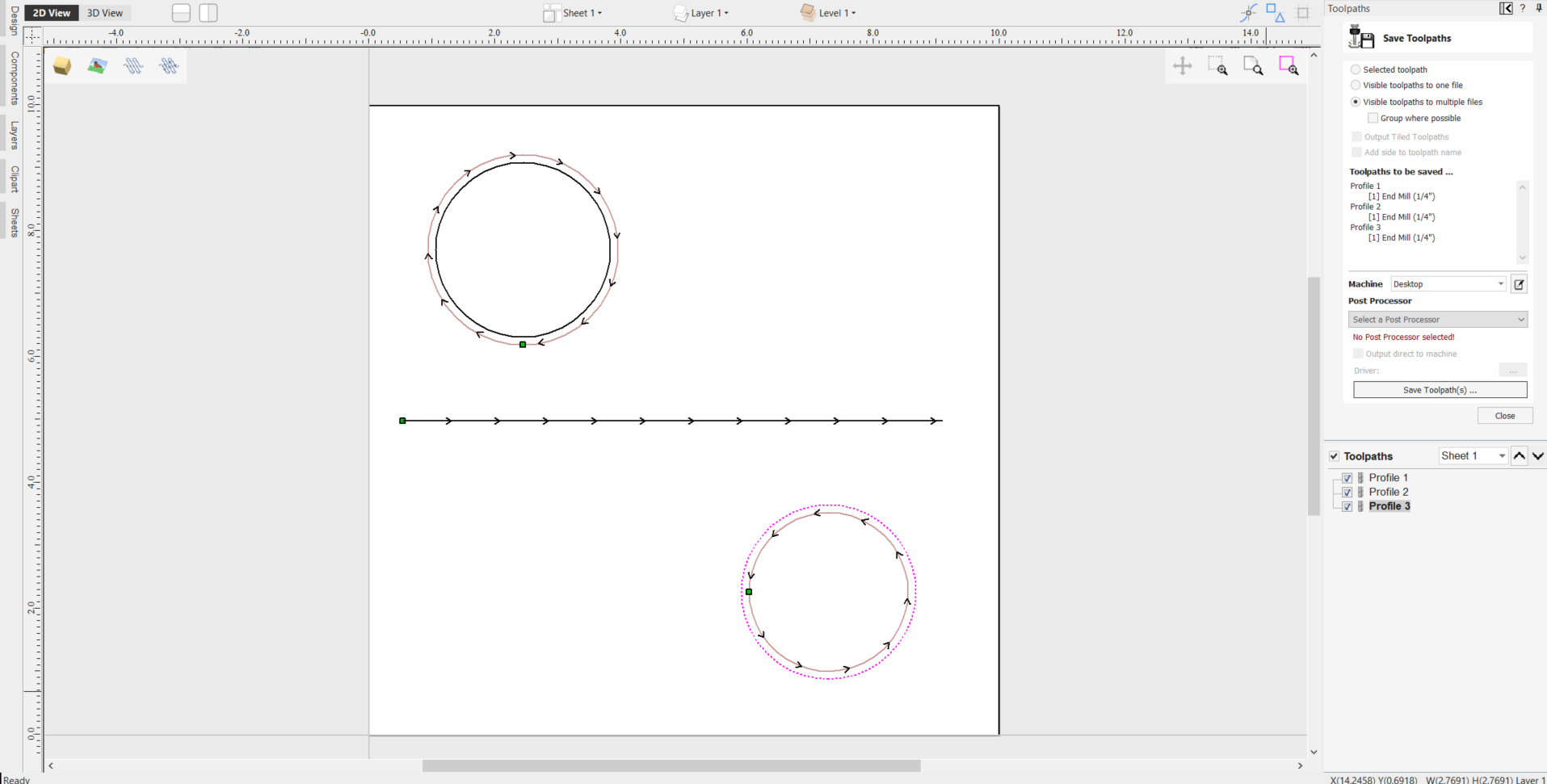
基本ポスト プロセッサを使用してツールパスを保存し、お気に入りのテキスト エディタを使用してそれを確認します。以下は、「G-Code Arcs (inch) (*.tap)」ポスト プロセッサを使用して投稿されたテスト ファイルの例です。以下の例は、一般的な Notepad ++ エディタを使用して表示されます。
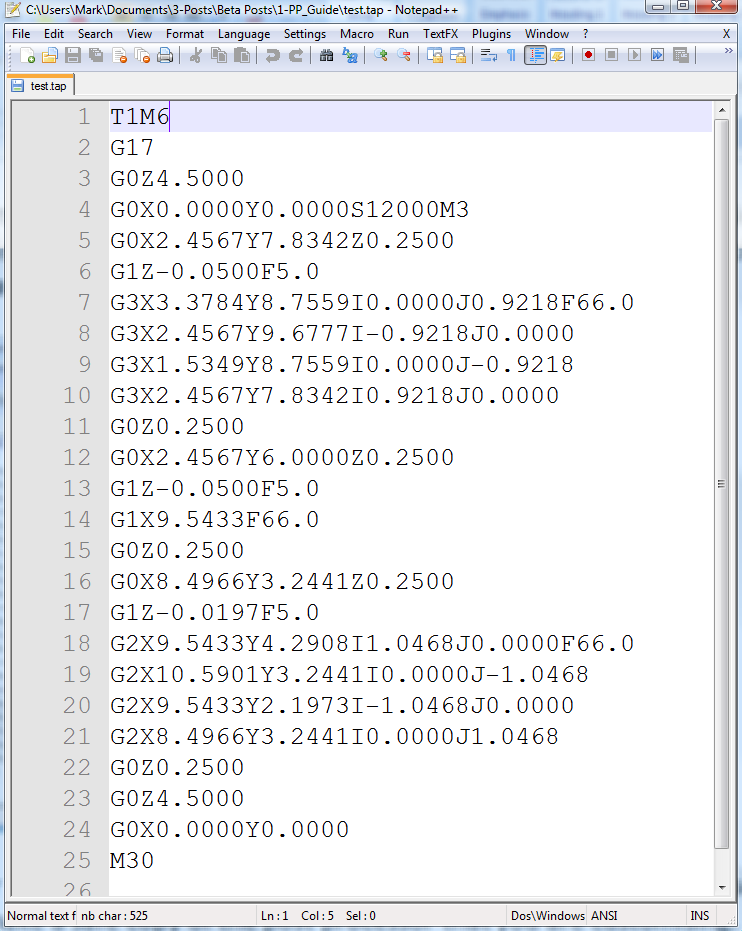
この例では、このポストプロセッサにツール変更セクションを追加します。マシンメニューの下の「マシン構成」オプションに移動します。
[関連付けられたポスト プロセッサ] セクションで、(+) アイコンをクリックし、リストを下にスクロールして、リスト内でポスト プロセッサを見つけます。
それを右クリックして カスタマイズ
を選択します。ポストプロセッサの新しいコピーがリストの一番上に表示され、その横にペンのアイコンが表示されます。
このコピーを右クリックして 開いているファイルの場所
を選択します。これにより、.pp ポスト プロセッサ ファイル自体が含まれる Windows フォルダが開きます。コマンドを調整する必要がある場合は、このファイルを直接編集できます。特定のマシンのセットアップ。これらの .pp ポスト プロセッサ ファイルは、標準的なテキスト エディタ ソフトウェアで編集できます。
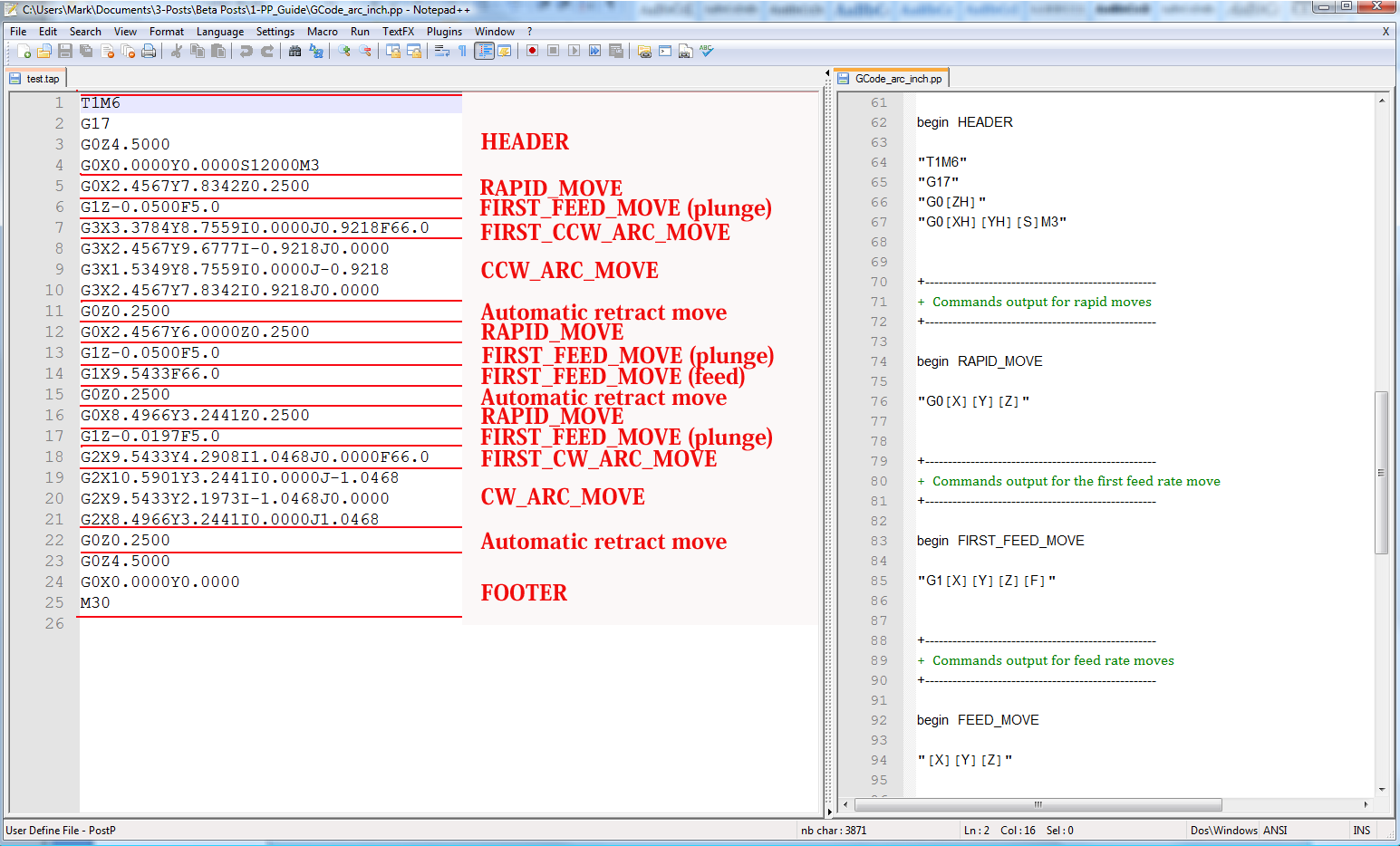
ツール交換セクションをポストプロセッサに追加するには、工作機械 (または制御ソフトウェア) の制御に関するドキュメントを参照する必要があります。この例では、特定の工作機械の工具交換を実行するために追加する必要がある命令が次のとおりであると仮定します。
- M05 工具交換前に主軸をオフにする指示。
- M0 既存の工具を工具ホルダに戻す命令。
- M06TTool_Number n 新しいツールを選択する命令 Tool_Number n
- G43HTool_Number n 使用する制御の命令 工具 n の工具長オフセット
- Sxxx M03 スピンドル速度を xxx に設定します。スピンドルをオンにします (時計回りに回転)。
任意のテキストエディタを使用してポストプロセッサを編集
コンピュータのオペレーティング システムが Microsoft Vista で、ユーザー アクセス制御が有効になっている場合は、編集中のポスト プロセッサを PostP フォルダからユーザー領域の下のフォルダにコピーまたは移動します。
ファイル内で最初に編集する必要があるのは、履歴コメント セクションです。変更の記録が残るようにします。
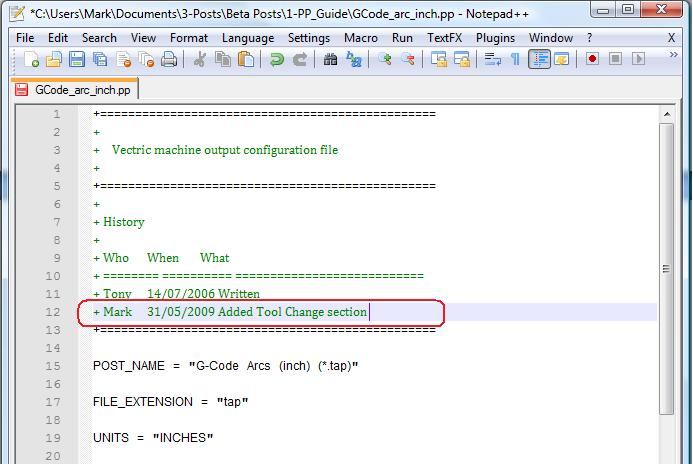
次に、このポスト プロセッサが自動工具交換 (ATC) コマンドを出力することを反映するように POST_NAME を編集します。新しいポストは、ポスト プロセッサのリストに「G-Code ATC Arcs (inch)(*.tap)」として表示されます。
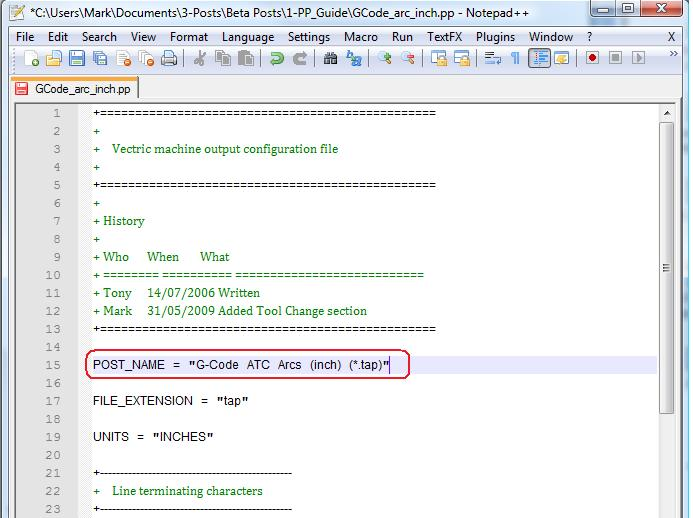
次に、手順を含むツール変更セクションを追加します。ファイル内の新しいセクションの場所は重要ではありませんが、ヘッダー セクションと Rapid Move セクションの間に挿入するのが適切な場所です。
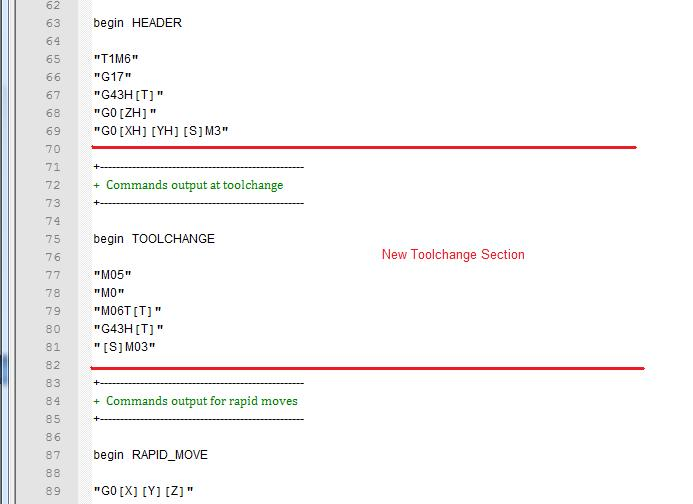
新しいセクションの先頭に (+ 文字で始まる) コメント行を追加してセクションを説明し、ファイル全体を読みやすくします。次に、「begin TOOLCHANGE」という行を入力して、すべての工具交換に対して次の命令が出力されるようにポストプロセッサに指示します (最初の工具選択を除き、これらのコマンドはヘッダー セクションに含まれています)。
次のステップでは、必要な指示を二重引用符で囲んで入力します。この例の 3 番目と 4 番目の命令行の「[T]」は、ファイルが後処理されるときにツール番号に置き換えられます。 5行目の「[S]」は工具の主軸速度に置き換えられます。
最後に、POST_NAME を変更したので、ファイルへの変更を保存する必要があります。新しい名前 (「GCODE_ATC_Arcs_inch.pp」など) を使用してファイルを保存します。
コンピュータのオペレーティング システムが Microsoft Windows 7 または Microsoft Vista で、ユーザー アクセス制御が有効になっている場合は、編集したファイルを「PostP」フォルダにコピーして戻します。
新しいポストプロセッサをテストするには、ソフトウェアが実行中の場合は、ソフトウェアを再起動します。
ポスト プロセッサに構文エラーがある場合、ソフトウェアの起動時に次の図のようなエラーが表示され、編集したポスト プロセッサがポスト プロセッサ構成ファイルのドロップダウン リストに表示されません。エラーを修正し、ソフトウェアを再起動する必要があります。
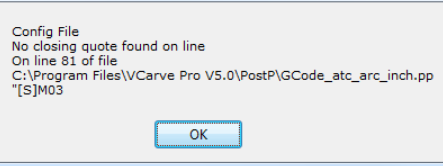
ソフトウェアの起動時にエラーが表示されない場合は、テスト ファイルを開いて 1 つ以上のテスト ツールパスを保存します。
ポストプロセッサ設定のドロップダウンリストからポストプロセッサを選択し、「ツールパスを保存」ボタンを押します。
テキスト エディターで保存したファイルを見てください。
ファイルの内容に問題がない場合は、そのファイルをマシン上で試してください。
変更されたポストプロセッサからの出力を初めて実行するときは、必要な予防措置をすべて講じてください。
例: ファイル拡張子の変更
ポストプロセッサによって自動的に生成されるファイル拡張子は、[ツールパスを保存] ボタンをクリックすると、[名前を付けて保存] ダイアログ ボックス内で変更できます。
ただし、毎回ファイル拡張子を変更するのではなく。ポストプロセッサによって生成されるファイル拡張子を永続的に変更する方が便利です。
これをする:
この例では、このポストプロセッサにツール変更セクションを追加します。マシンメニューの下の「マシン構成」オプションに移動します。
[関連付けられたポスト プロセッサ] セクションで、(+) アイコンをクリックし、リストを下にスクロールして、リスト内でポスト プロセッサを見つけます。
それを右クリックして カスタマイズ
を選択します。ポストプロセッサの新しいコピーがリストの一番上に表示され、その横にペンのアイコンが表示されます。
このコピーを右クリックして 開いているファイルの場所
を選択します。これにより、.pp ポスト プロセッサ ファイル自体が含まれる Windows フォルダが開きます。コマンドを調整する必要がある場合は、このファイルを直接編集できます。特定のマシンのセットアップ。これらの .pp ポスト プロセッサ ファイルは、標準的なテキスト エディタ ソフトウェアで編集できます。
任意のテキストエディタを使用してポストプロセッサを編集
コンピュータのオペレーティング システムが Microsoft Windows 7 または Microsoft Vista で、ユーザー アクセス制御が有効になっている場合は、編集中のポスト プロセッサを PostP フォルダからユーザー領域の下のフォルダにコピーまたは移動します。
ポストプロセッサ構成ファイル内で、次の 2 行で始まる行を探します。
POST_NAME =
FILE_EXTENSION =
それに応じてこれらを変更します。
たとえば、「G コード ATC (インチ)(*.tap)」ポストプロセッサによって生成されるファイル拡張子を「.tap」から「.nc」に変更したいとします。次に、行を編集します。
POST_NAME = "G Code ATC (inch) (*.tap)"
FILE_EXTENSION = "tap"
彼らに読ませるために:
POST_NAME = "G Code ATC (inch) (*.nc)"
FILE_EXTENSION = "nc"
変更をファイルに保存します。コンピュータのオペレーティング システムが Microsoft Windows 7 または Microsoft Vista で、ユーザー アクセス制御が有効になっている場合は、編集したファイルを「PostP」フォルダにコピーして戻します。
新しいポストプロセッサをテストするには、ソフトウェアが実行中の場合は、ソフトウェアを再起動します。ポスト プロセッサに構文エラーがある場合、ソフトウェアの起動時に次の図のようなエラーが表示され、編集したポスト プロセッサがポスト プロセッサ構成ファイルのドロップダウン リストに表示されません。エラーを修正し、ソフトウェアを再起動する必要があります。
ソフトウェアの起動時にエラーが表示されない場合は、テスト ファイルを開いて 1 つ以上のテスト ツールパスを保存します。
ポストプロセッサ設定のドロップダウンリストからポストプロセッサを選択し、「ツールパスを保存」ボタンを押します。
テキスト エディターで保存したファイルを見てください。
ファイルの内容に問題がない場合は、そのファイルをマシン上で試してください。
変更されたポストプロセッサからの出力を初めて実行するときは、必要な予防措置をすべて講じてください。
ヒント
最初からやり直す場合を考慮し、必ず編集を行うポストプロセッサのコピーを作成してください。
ポストプロセッサの編集にMicrosoft Wordなどのワードプロセッサプログラムを使用する場合は、ファイルをテキスト形式で保存してください。
ファイルにフォーマット情報を含めることはできません。
Microsoft Windows 7またはMicrosoft Vistaを実行するコンピューターでポストプロセッサを編集する場合は、「Program Files\Product folder\PostP」フォルダー内で直接ファイルの編集を行わないでください。常に、ユーザー領域内でファイルを編集し、編集済みのファイルを「Program Files\Product folder\PostP」にコピーしてください。
変更を加える場合は、「+」または「|」文字で開始するコメントを使用してください。
コメントはプログラムに作用しませんが、変更の記録により、将来変更を理解する際に役立ちます。
全ての命令を二重引用符で囲んでください。
可能な限り、行番号を利用できるテキストエディタを使用してください。ファイル内でエラーが検出され、ポストプロセッサのデバッグを行う際に有用です。プログラムの開始時に、プログラムはPostPフォルダー内のポストプロセッサをチェックします。ファイル内に構文エラーが存在する場合、最初に検出された行番号を示すエラーメッセージが表示されます。
ポストプロセッサの編集が完了したら、必ずコピーを作成してください。より新しいバージョンのVectric製品をインストールする場合は、新バージョンのソフトウェアのPostPフォルダーに修正済みのポストプロセッサをコピーしてください。初めて工具経路を保存する際に、修正済みのポストプロセッサを選択してください(ソフトウェアは選択を記憶するため後続動作では不要)。
別バージョンのソフトウェアをインストール、またはソフトウェアのバージョンをアップグレードする場合は、新バージョンのPostPフォルダーに修正済みのポストプロセッサをコピーしてください。初めてファイルのポストプロセスを行う場合は、ソフトウェアの新バージョンが使用されるように、適切なポストプロセッサを選択してください。
新しいバージョン(V5.5以降)のソフトウェアでは、アプリケーションで「ファイル > アプリケーションデータフォルダーを開く...\PostP」をクリックして、ポストプロセッサにアクセスすることができます。
ポストプロセッサのカスタマイズリストは、「ファイル > アプリケーションデータフォルダーを開く...\My_PostP」に必要なポストプロセッサのみをコピーして作成することができます。.ppファイル拡張子を持つファイルが「My_PostP」フォルダーに存在する場合、「My_PostP」フォルダーに存在するポストプロセッサのみが、ポストプロセッサのドロップダウンリストに表示されます。