Mise en place du matériel - rotatif
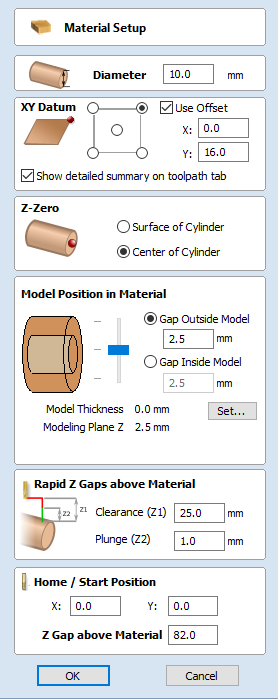
Diamètre
Saisissez le diamètre du matériau à usiner.
Afficher le résumé détaillé sur l'onglet parcours d'outils
Cette case à cocher permet de basculer la présentation sommaire de la configuration du matériel dans l'onglet Parcours d'outils entre les vues simple et détaillée.
Z zéro
Choisir par rapport à la surface du cylindre de matière ou à son centre. Ce réglage est très important car l'outillage utilisé sur la machine à commande numérique doit être réglé de la même manière, afin que les parcours d'outils soient coupés à la bonne profondeur.
Position modèle dans le matériel
Le diamètre de votre modèle doit être inférieur au diamètre du matériau dans lequel vous souhaitez le découper. Vous pouvez positionner votre modèle à l'intérieur du bloc de matériau où vous le souhaitez en définissant la distance d'écartement soit à l'extérieur, soit à l'intérieur de votre modèle. Vous pouvez également double-cliquer sur l'une des trois lignes à côté du curseur pour positionner le modèle en haut, au centre ou en bas du matériau.
L'écart par rapport au modèle
Cette distance positionne votre modèle en fonction de l'écart entre le haut de votre modèle et la surface du cylindre de matière.
L'écart à l'intérieur du modèle
Vous pouvez également positionner votre modèle en définissant l'écart entre le bas du modèle et le centre du matériau.
Epaisseur du modèle
Ce champ indique l'épaisseur du modèle (tel que construit à partir de tous les éléments actuellement visibles). Le modèle peut être mis à l'échelle en cliquant sur le bouton "Initialiser...".
Modélisation du plan Z
Une fois que vous avez positionné votre modèle, ce champ vous indiquera la nouvelle hauteur de votre plan de base de modélisation. Cette information est donnée à titre indicatif. Elle résulte des réglages d'écart ci-dessus et ne peut pas être modifiée directement.
Rapid Z Gaps above Material
Clearance (Z1)
This is the height above the job at which it is safe for the cutter to move at rapid or maximum feed rate. The software will raise the bottom of the cutter to this height when it traverses the material.
Plunge (Z2)
For all toolpaths, as well as specifying a rapid clearance gap for rapid positioning moves above the workpiece, the user can also specify a much smaller gap that the tool will rapid down to during plunge moves. By default the plunge gap is set to the same value as the Clearance gap which means that there will be no rapid plunges. If you set the plunge gap to a smaller value than the Clearance gap, the tool will plunge at rapid feed rate to the specified distance above the material surface before changing to the specified plunge rate. For jobs where a large value for Clearance gap has to be specified to avoid clamps etc, this feature can save a considerable amount of machining time if there are a lot of plunge moves in the job.
Note
Some engraving machines are not able to take advantage of this feature.
Position initiale
Il s'agit de la position absolue à partir de laquelle l'outil commencera à se déplacer et à laquelle on peut programmer le retour de l'outil à la fin de l'usinage.