Parcours de l'outil de poche
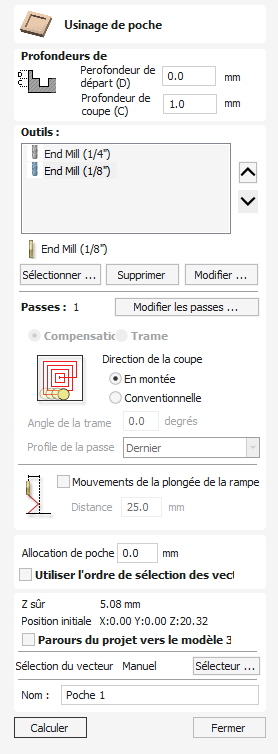
Le parcours de poche est utilisé pour enlever de grandes surfaces de matière. Il permet d'enlever les zones contenues dans les vecteurs sélectionnés.
Regardez cette vidéo pour voir cela en action :
 Profondeur de coupe
Profondeur de coupe
Profondeur initiale (D)
Ceci spécifie la profondeur à partir de laquelle le parcours d'outil est calculé.
Lors de la découpe directement dans la surface d'une tâche, la profondeur de départ sera souvent de 0. Si vous usinez dans le fond d'une poche ou d'une région 3D existante, la profondeur doit être saisie.
Profondeur de coupe (C)
La profondeur du parcours d'outil par rapport à la profondeur de départ.
Sélection d'outil
Dans le cheminement des outils de poche, vous pouvez sélectionner un nombre quelconque d'outils à utiliser pour effectuer votre poche. Lorsque plusieurs outils sont sélectionnés, le premier outil enlève autant de matière qu'il le peut, tous les outils suivants de la liste enlèveront autant de matière qu'ils le peuvent de toutes les zones non usinées précédemment. Si plusieurs outils sont sélectionnés, l'ordre des outils dans la liste doit correspondre à l'ordre dans lequel ils seront utilisés sur la machine.
Note
Une marge sera toujours laissée pour que le dernier outil soit supprimé.
Un clic sur le bouton ouvre la base de données des outils dans laquelle l'outil de dégagement requis peut être sélectionné et ajouté à la liste.
Cliquer sur le bouton supprime l'outil sélectionné de la liste.
Cliquer sur le bouton ouvre le formulaire de modification de l'outil qui permet de modifier les paramètres de coupe de l'outil sélectionné, sans changer les informations de base dans la base de données.
Cliquer sur les boutons fléchés haut et bas déplacera l'outil sélectionné respectivement vers le haut et vers le bas de la liste.
Passer le contrôle de la profondeur
Lorsqu'un parcours d'outil est créé, la valeur de profondeur de passe associée à l'outil sélectionné (partie de la description de l'outil) est utilisée pour déterminer le nombre de passes nécessaires pour profiler jusqu'à la profondeur de passe spécifiée. Cependant, par défaut, le logiciel modifiera également le pas précis jusqu'à 15 % dans les deux sens, si ce faisant, il est capable de totaliser le nombre de passes nécessaires pour atteindre la profondeur de coupe souhaitée. Il est presque toujours souhaitable de bénéficier d’un temps d’usinage considérablement réduit en utilisant si possible moins de passes. Néanmoins, il arrive parfois que l'abaissement exact pour une passe de profil donnée doive être contrôlé plus précisément - lors de la découpe dans un matériau stratifié, par exemple. La page de la section Passes indique combien de passes seront créées avec les paramètres actuels. Le boutonouvrira une nouvelle boîte de dialogue qui permettra de définir directement le nombre et la hauteur spécifiques des passes.
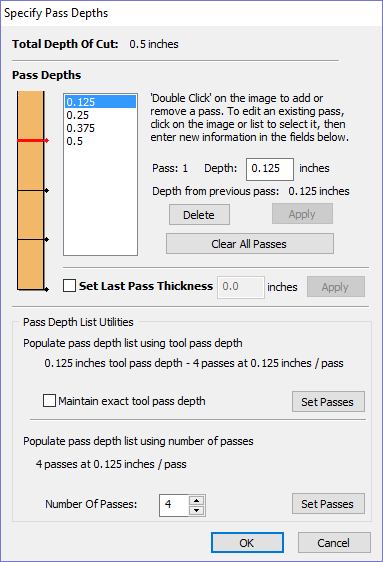
Spécifier les profondeurs de passe
La section Profondeurs de passe en haut du formulaire affiche une liste des profondeurs de passe actuelles. L'espacement relatif des passes est indiqué dans le schéma à côté de la liste. Faites un clic gauche sur une valeur de profondeur dans la liste, ou sur une ligne de profondeur sur le diagramme, pour la sélectionner. La passe actuellement sélectionnée est surlignée en rouge sur le diagramme.
Pour modifier la profondeur de la passe sélectionnée, modifiez la valeur dans la zone d'édition Profondeur et cliquez sur .
Le bouton supprimera le pass sélectionné.
Le bouton Passes supprimera tous les laissez-passer.
Pour ajouter un nouveau pass, double-cliquez avec le bouton gauche à l'emplacement approximatif dans le diagramme des pass où vous souhaitez ajouter le pass. Un nouveau pass sera ajouté et automatiquement sélectionné. Modifiez la valeur précise de la profondeur si nécessaire, puis cliquez sur .
L'option Définir l'épaisseur du dernier passage activera une zone d'édition dans laquelle vous pourrez spécifier la dernière passe en termes d'épaisseur restante du matériau que vous souhaitez couper avec la dernière passe (au lieu de sa profondeur). Il s'agit souvent d'une manière plus intuitive de spécifier cette valeur.
Utilitaires de liste de profondeur de passe
Note
La définition du nombre de passes avec l'un ou l'autre de ces utilitaires supprimera toutes les passes personnalisées que vous pourriez avoir ajoutées.
La première méthode définit simplement les passes en fonction de la propriété Profondeur de pas de l'outil sélectionné. Par défaut, il s'agit de la méthode utilisée par Aspire lors de la création initiale de passes de profil. Cependant, si l'option Maintenir la profondeur exacte du pas est cochée, le logiciel ne fera pas varier la taille du pas pour tenter d'optimiser le nombre de passes (voir ci-dessus).
La deuxième méthode crée des passes régulièrement espacées en fonction de la valeur spécifiée dans la zone d'édition Nombre de passes.
Pour appliquer l'une ou l'autre méthode, cliquez sur le bouton Définir les passes associées pour créer l'ensemble résultant de profondeurs de passe dans la liste des passes et le diagramme.
Options stratégiques
Il existe deux choix de type de motif de remplissage qui sera utilisé pour dégager la zone à usiner avec le parcours d'outil de poche, Décalage et Raster.
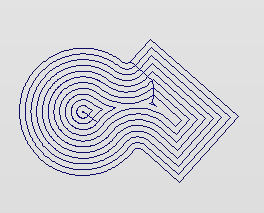
Compenser
Calcule un motif de remplissage de dégagement de zone de décalage à usiner à l'intérieur du ou des vecteurs sélectionnés. Les options pour la direction de coupe peuvent être : Direction de coupe Montée (CCW) Direction de coupe conventionnelle (CW).
Note
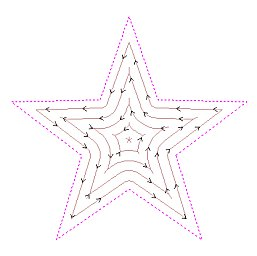
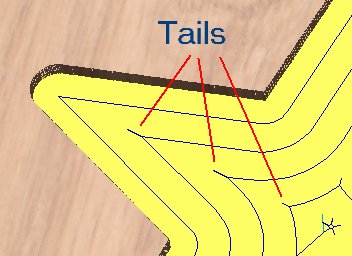
Lorsque le pas pour un remplissage de poche est supérieur à 50 % du diamètre de la fraise/de la pointe, le logiciel ajoute automatiquement des mouvements de « queue » aux régions de coin des parcours d'outils pour garantir qu'il ne reste pas de matière sur le travail. Vous pouvez les voir dans le schéma d'une étoile en cours d'usinage de poche ci-dessous :
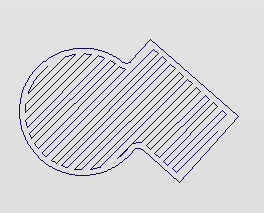
Trame
Calcule un motif de remplissage de zone basé sur un raster à usiner à l'intérieur du ou des vecteurs sélectionnés. La direction de coupe s'applique uniquement aux passes de profil et peut être :
- Direction de coupe Montée (CCW)
- Direction de coupe conventionnelle (CW)
Angle raster
Entre 0 et 90°, où 0° est parallèle à l'axe X et 90° parallèle à l'axe Y.
Passage de profil
Utilisé pour nettoyer le bord intérieur après usinage de la poche. Cela peut être effectué soit avant le raster (Premier), soit après le raster (Dernier). Si « Aucune passe de profil » est sélectionné, vous devrez calculer manuellement une passe de profil pour usiner la poche à la taille souhaitée.
Note:
Lors de l'utilisation de plusieurs outils, la sélection de l'option « Aucune passe de profil » permettra à l'outil suivant d'usiner des zones qui autrement auraient été nettoyées par la passe de profil.
Tolérance de poche
Cette option vous permet de laisser du matériel à l'intérieur de la poche, qui sera retiré de la passe de profilage. Il est souvent très utile de s'assurer que le cutter ne marque pas la surface du bord de la poche lors de l'ébauche.
Entrée de la rampe
Le cutter peut être amené sur une certaine distance dans la poche au lieu de plonger verticalement. Cette approche réduit l'accumulation de chaleur qui endommage le cutter et réduit également la charge sur la broche et les roulements de l'axe z.
Utiliser l'ordre de sélection des vecteurs
Si cette option est cochée, les poches ✓ seront usinées dans l'ordre que vous avez choisi. Si l'option n'est pas cochée, le programme optimisera l'ordre pour réduire le temps d'usinage.
Propriétés de position et de sélection
Coffre-fort Z
La hauteur au-dessus de la tâche à laquelle il est possible de déplacer la fraise en toute sécurité à une vitesse d'avance rapide/maximale. Cette dimension peut être modifiée en ouvrant le formulaire Configuration des matériaux.
Poste à domicile
Position de et vers laquelle l'outil se déplacera avant et après l'usinage. Cette dimension peut être modifiée en ouvrant le formulaire Configuration des matériaux.
Projeter le parcours d'outil sur le modèle 3D
Cette option n'est disponible que si un modèle 3D a été défini. Si cette option est cochée, ✓ une fois le parcours d'outil calculé, il sera projeté (ou 'déposé') en Z sur la surface du modèle 3D. La profondeur du parcours d'outil d'origine sous la surface du matériau sera utilisée comme profondeur projetée sous la surface du modèle.
Note:
Lorsqu'un parcours d'outil est projeté sur le modèle 3D, sa profondeur est limitée afin qu'elle ne dépasse pas le bas du matériau.
Sélection des vecteurs
Cette zone de la page de parcours d'outil vous permet de sélectionner automatiquement les vecteurs à usiner en utilisant les propriétés ou la position du vecteur. C'est également la méthode par laquelle vous pouvez créer des modèles de parcours d'outil pour réutiliser vos paramètres de parcours d'outil sur des projets similaires à l'avenir. Pour plus d'informations, consultez les sections Sélecteur de vecteurs et modèles de parcours d'outils avancés.
Nom
Le nom du parcours d'outil peut être saisi ou le nom par défaut peut être utilisé.