Parcours de l'outil de moulage
Cette icône ouvre le formulaire de parcours d'outil de moulage. Ce formulaire est utilisé pour créer un parcours d'outil à partir d'un lecteur
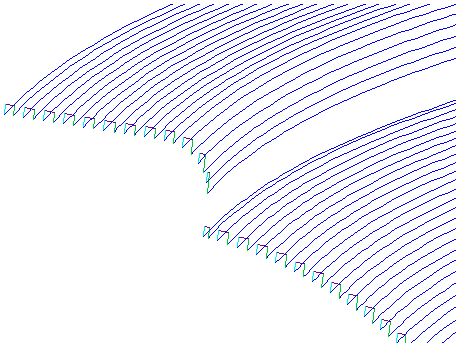
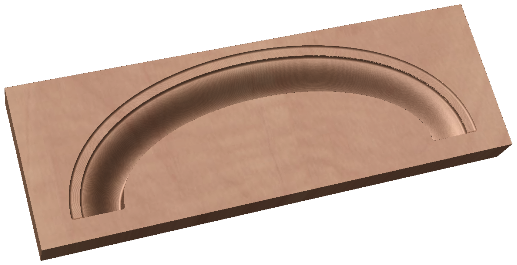
rail et un profil. Le résultat de l'usinage du parcours d'outil est l'extrusion du profil de section sélectionné le long du rail d'entraînement présélectionné. Bien qu'à proprement parler, le résultat soit une forme 3D, car il n'utilise pas de modèle 3D, il est classé comme parcours d'outil 2,5D.
Regardez cette vidéo pour voir cela en action :
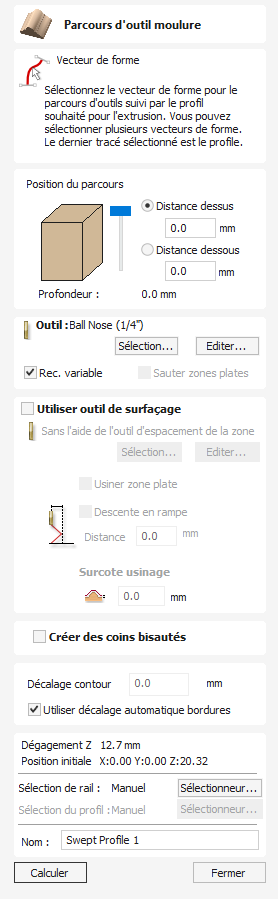
 Position du parcours d'outil
Position du parcours d'outil
Vous devez maintenant déterminer la position du parcours de l'outil dans le matériau. La hauteur Z du parcours est déterminée par la hauteur de la section transversale sélectionnée. Vous pouvez positionner le parcours de manière interactive en tirant sur le curseur ou vous pouvez entrer des valeurs exactes dans les boîtes d'édition.
Note
Si la section transversale que vous avez sélectionnée est supérieure à l'épaisseur du matériau, vous devrez alors modifier l'épaisseur de votre matériau dans le formulaire de configuration du matériau pour l'adapter à la hauteur du profil, ou quitter le formulaire et modifier la hauteur du vecteur de section transversale que vous utilisez pour créez le parcours d'outil de moulage pour qu'il s'adapte au bloc de matériau.
Sélection du rail d'entraînement
Dans la vue 2D, sélectionnez les rails d'entraînement pour le parcours d'outil suivis du profil que vous souhaitez extruder. Vous pouvez sélectionner plusieurs rails. Le dernier vecteur sélectionné est le profil que vous extrudez.
Dans la vue 2D, votre vecteur ferroviaire sera désormais de couleur orange et affichera un carré vert indiquant le point de départ, ainsi que des flèches le long du vecteur vous indiquant la direction.
La direction et le point de départ peuvent ne pas être ceux que vous vouliez, vous pouvez changer la direction (et l'emplacement du point de départ sur un vecteur ouvert) en cliquant avec le bouton droit dans la vue 2D sur le vecteur et en choisissant .
Le bouton du formulaire peut être utilisé à tout moment pour vider votre sélection en cours ; cela désélectionnera le rail d'entraînement et, s'il est déjà sélectionné, la section transversale également. Ceci peut être utilisé si vous souhaitez modifier la sélection sans quitter le formulaire.
Sélection section transversale
Après avoir choisi votre rail d'entraînement, l'étape suivante consiste à sélectionner une section transversale qui sera balayée autour du rail d'entraînement pour créer la moulure. La section transversale doit être une forme ouverte pour que cela fonctionne.
MaintenezCtrlPour sélectionner une section transversale et cliquez sur le vecteur approprié dans la vue 2D et il deviendra orange comme pour le rail d'entraînement, des flèches et un carré vert apparaîtront dessus. De plus, le rail d'entraînement comportera désormais des lignes rouges. Ceux-ci indiquent le côté du vecteur le long duquel la forme sera balayée. Si ce n'est pas correct, vous devrez inverser le vecteur du rail d'entraînement comme indiqué dans la section précédente.
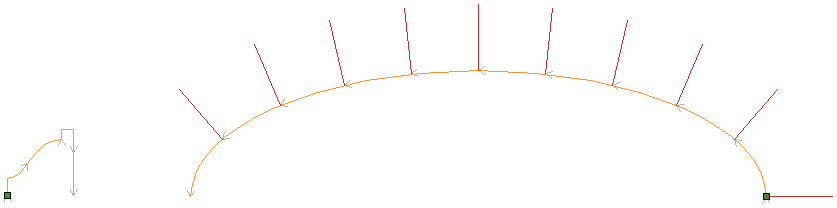
Les flèches et le carré vert sur la coupe transversale indiquent la direction et le point de départ. Le point de départ de la section transversale sera attaché au point de départ du rail d'entraînement. Si vous devez modifier le point de départ de la section transversale, vous pouvez le faire en sélectionnant la section transversale avec un clic droit et en choisissant Inverser le profil comme indiqué dans l'image ci-dessous. Cela changera la direction de la flèche, déplacera le carré vert et changera également l'extrémité de la section transversale qui est effectivement accrochée au rail d'entraînement lorsque le parcours d'outil est créé.
Note
Sur une forme vectorielle fermée, le profil de section transversale sera toujours suspendu à l'extérieur de la forme. Par conséquent, votre vecteur de rail d'entraînement doit toujours représenter le bord intérieur de la forme de bordure/cadre pour laquelle vous créez le parcours d'outil. Pour modifier la direction dans laquelle le parcours d'outil est créé, cliquez sur l'option Inverser le rail sur un rail d'entraînement vectoriel fermé.
Sélectionner un outil
L'étape suivante de ce formulaire consiste à sélectionner un outil pour finir de découper la forme du moulage. Il s'agit généralement d'un outil à nez sphérique ou conique, mais cela peut varier en fonction de la forme que vous envisagez de couper. Pour sélectionner un outil, utilisez le bouton pour accéder à la base de données d'outils. Si l'outil dont vous avez besoin est déjà affiché comme outil sélectionné, vous pouvez utiliser l'option Modifier pour vérifier et/ou modifier les paramètres d'outil pour ce parcours d'outil particulier.
Note
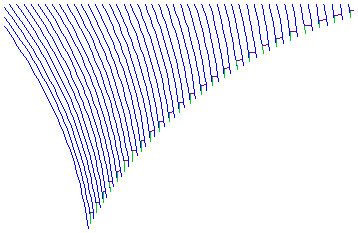
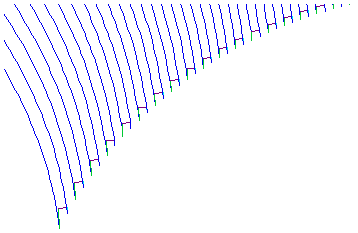
Le parcours d'outil généré suivra la forme et la direction du vecteur du rail d'entraînement. À la fin d'un vecteur ouvert, il s'élèvera d'au moins la distance de pas, enjambera puis redescendra à la surface, revenant le long du vecteur dans la direction opposée, ce petit ascenseur est conçu pour éviter de quitter des marques de liaison sur la surface de la pièce et ainsi améliorer la qualité potentielle de finition. Sur un vecteur fermé, après avoir effectué un passage sur la longueur du vecteur, il se soulèvera, passera, ramènera l'outil à la forme du profil et continuera à couper dans la même direction - cette direction peut être inversée en cliquant avec le bouton droit sur le vecteur de rail d'entraînement et en utilisant l'option Revers Rail pour changer la direction des flèches sur le vecteur.
Varier le passage latéral
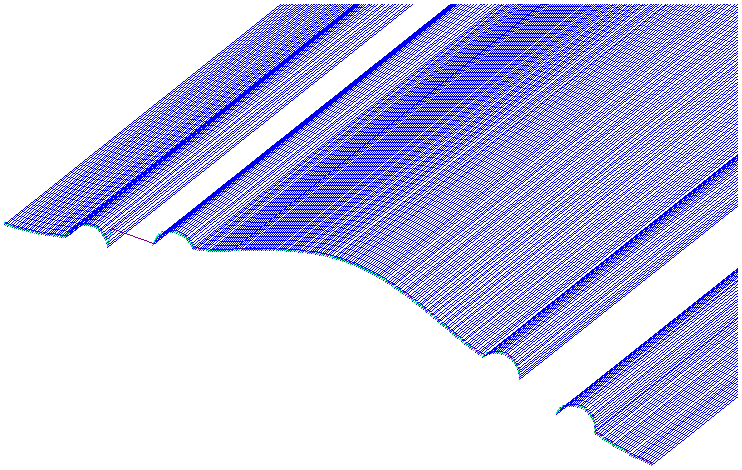
En général, la valeur du Passage latéral spécifie la distance horizontale sur laquelle l'outil va passer et celle-ci est projetée sur le modèle 3D. En cochant ✓, l'option "Modifier le passage latéral" permet d'ajuster l'enjambement en fonction de la forme du vecteur de profil de la section transversale, plutôt que de se contenter de projeter le modèle standard sur Z. Dans les cas où les bords sont fortement courbés, inclinés ou proches de la verticale, cela devrait entraîner des passes plus rapprochées, ce qui, dans la plupart des cas, améliorera la qualité de la finition mais augmentera aussi potentiellement le temps d'usinage
Éviter les régions plates
Ce choix ne sera disponible que si l'option ✓ pour usiner les régions plates est cochée lors de l'utilisation de l'outil de dégagement de grande surface dans la section suivante du formulaire. Lorsque cette option est activée, le logiciel cherche à identifier les zones plates du profil de la section transversale qui peuvent être usinées avec l'outil plus grand. Si ces régions sont détectées et que la case "éviter les régions plates" est également cochée ✓, l'outil de finition évitera de ré-usiner ces zones plates car dans la plupart des cas, elles devraient déjà avoir été complètement finies par le parcours de l'outil de dégagement de grande surface.
Utiliser l'outil de dégagement sur une plus grande surface
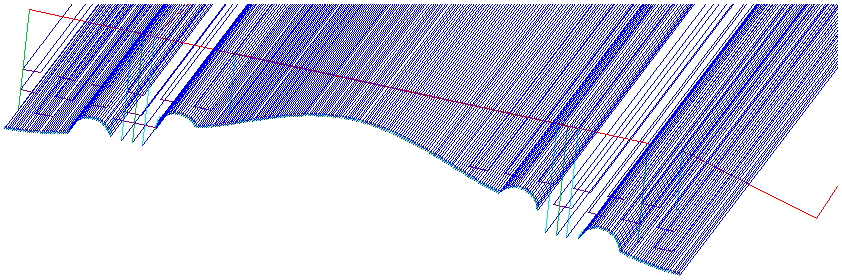
Si cette option est sélectionnée, deux outils sont utilisés pour découper la forme. En effet, l'outil de dégagement de zone plus grande est similaire à un parcours d'outil d'ébauche de niveau Z 3D et serait coupé en premier. Il utilisera les paramètres de l'outil pour générer plusieurs poches 2D de profondeur en suivant la direction du rail sélectionné afin d'éliminer l'excès de matériau. Ceci doit être utilisé si le matériau est trop profond et/ou difficile à couper directement avec l'outil de finition sélectionné. Comme documenté ci-dessus et ci-dessous, l'utilisation de cette option avec un outil de forme plate peut également être très bénéfique en termes de temps d'usinage et de finition sur des formes de profil en coupe transversale avec des régions plates/horizontales.
Lorsque vous utilisez l'option Utiliser l'outil de dégagement de zone plus grande, le logiciel calculera deux parcours d'outils, le premier aura [Effacer] dans son nom pour différencier les deux, [Effacer] étant le parcours d'outil associé à l'outil de dégagement de zone plus grande et l'autre , est le parcours d'outil de finition utilisant le plus petit outil. Le parcours d'outil [Effacer] doit être exécuté en premier sur la machine :
Usinage de surfaces planes
Si cette option est cochée ✓ alors le logiciel tentera de détecter les zones plates/horizontales dans le profil de section transversale. Si l'outil de dégagement pour plus grande surface spécifié peut s'adapter à ces zones, elles seront usinées dans le cadre de l'opération d'ébauche. Lorsque vous utilisez un outil plat, cela devrait donner à la fois une finition supérieure et contribuer également à réduire le temps de coupe. Cocher cette option ✓ vous permettra également de choisir l'option Ignorer les régions plates dans la section de l'outil de finition, ce qui empêchera le parcours d'outil secondaire de recouper ces zones.
Note
Cette option remplacera la valeur de tolérance d'usinage dans les zones plates de la forme pour garantir qu'elles sont usinées à la profondeur correcte et qu'elles ne restent pas avec du matériau supplémentaire.
Descente de rampe
L'outil de dégagement de grande surface peut être rampé sur la distance spécifiée au lieu de plonger verticalement dans la pièce. Pour certains types et formes d'outils, cette approche peut réduire l'accumulation de chaleur qui peut endommager la lame et réduit également la charge sur la broche et les roulements de l'axe z.
Tolérance d'usinage
La tolérance d'usinage est une épaisseur virtuelle qui est ajoutée au profil de la moulure lors du calcul de l'outil Utiliser un dégagement de grande surface. Cela permet de s'assurer que le parcours de l'outil laisse un peu de matière supplémentaire sur la pièce coupée avec un outil plus grand.
Note
Si vous avez sélectionné l'option Usiner les régions plates, la tolérance d'usinage ne sera appliquée qu'aux autres zones du profil de section transversale. Sur les régions plates détectées, le logiciel coupera jusqu'à la surface réelle et ignorera la valeur de la tolérance d'usinage dans ces zones. en s'assurant qu'ils sont coupés à l'épaisseur spécifiée par le vecteur de profil de section transversale.
Créer des angles vifs
Cette option peut être cochée ✓ lorsque vous travaillez avec des rails comportant des angles vifs, ce qui vous permet de forcer le logiciel à essayer de les émuler dans le parcours d'outil de moulage. Ci-dessous, vous pouvez voir l'effet de la vérification ✓ de cette option sur une forme vectorielle fermée avec l'option coins standard à gauche montrant le parcours d'outil roulant autour du bord de la forme et l'option Coins pointus à gauche où elle a forcé les coins de style onglet dans l'usinage. forme.


Changement de bord
Cette option peut être utilisée pour forcer le parcours d'outil à couper au-delà du bord de la pièce qui est parallèle au vecteur de courbe directrice. Par défaut, le centre de l'outil ira jusqu'au bord des extrémités du vecteur de profil sélectionné lors de son extrusion le long du rail d'entraînement. Il peut être souhaitable d'étendre cette distance soit pour forcer l'outil vers le bas du bord de la forme de profil avec des bords verticaux ou raides, soit pour garantir que le parcours d'outil a dépassé suffisamment le bord pour découper proprement la forme finale avec un parcours d'outil de profil. La valeur entrée pour le décalage de limite forcera l'outil à dépasser les extrémités de la quantité spécifiée. Ainsi, si vous souhaitez garantir l'usinage d'un bord vertical ou très raide aux extrémités de votre profil, vous devrez spécifier une valeur qui est au moins le rayon de votre outil plus une petite quantité supplémentaire (disons 10 % supplémentaires du rayon). . Par exemple, si vous utilisez un outil à bout sphérique de 0,25 pouce (6 mm) de diamètre pour la coupe de finition, vous devrez spécifier un minimum de 0,15 pouce ou 3,6 mm (= rayon de l'outil + 10 %) pour garantir que l'outil sera poussé vers le bas. bords de votre forme. Si vous souhaitez vous assurer que l'ébauche a également pu usiner ces zones, la valeur doit plutôt être basée sur la taille de votre outil de dégagement pour zone plus grande.
Utiliser le décalage automatique des bords
Lorsque cette option est sélectionnée, VCarve Desktop calculera le décalage de la limite pour s'assurer que l'outil coupe entièrement les extrémités du profil, même si le profil se termine par des bords verticaux/en pente.
Propriétés de position et de sélection
Coffre-fort Z
La hauteur au-dessus de la tâche à laquelle il est possible de déplacer la fraise en toute sécurité à une vitesse d'avance rapide/maximale. Cette dimension peut être modifiée en ouvrant le formulaire Configuration des matériaux.
Poste à domicile
Position de et vers laquelle l'outil se déplacera avant et après l'usinage. Cette dimension peut être modifiée en ouvrant le formulaire Configuration des matériaux.
Sélection des vecteurs
Cette zone de la page de parcours d'outil vous permet de sélectionner automatiquement les vecteurs à usiner en utilisant les propriétés ou la position du vecteur. C'est également la méthode par laquelle vous pouvez créer des modèles de parcours d'outil pour réutiliser vos paramètres de parcours d'outil sur des projets similaires à l'avenir. Pour plus d'informations, consultez les sections Sélecteur de vecteurs et modèles de parcours d'outils avancés.
Nom
Le nom du parcours d'outil peut être saisi ou le nom par défaut peut être utilisé.
Sélection automatique de vecteurs
Comme beaucoup d'autres parcours d'outils, le parcours d'outil de moulage peut utiliser un sélecteur de vecteur automatique (voir ici pour plus de détails). Dans le cas du parcours d'outil Moulage, il existe deux sélecteurs distincts, un pour le rail et un pour le profil. Les deux fonctionnent comme n'importe quel autre sélecteur et seront enregistrés avec tout modèle de parcours d'outil qui les utilise.