User Guide
- General Workflow
- Interface Overview
- 2D Design and Management
- 3D Design and Management
- 3D Toolpath Files
- Rotary Machining and Wrapping
- Creating a Rotary Job
- Importing External Models in a Rotary Project
- Simple Rotary Modelling using 2D Toolpaths
- Modelling 3D Rotary Projects
- Advanced Modelling of 3D Rotary Projects
- Modifica del Post Processor
General Workflow
Aspire has been developed to allow the production of decorative and artistic dimensional carved parts. As well as drawing and modeling tools, it includes both 2D and 3D machining, along with 3D V-Carving / 3D Engraving to allow a huge variety of jobs to be produced as quickly and easily as possible.
 Workflow Logic
Workflow Logic
- Layout 2D Design:
- Import Vectors
- Draw Vectors
- Import Bitmaps
- Create 3D Components:
- Create shapes from 2D design vectors
- Create (texture) shapes driectly from bitmaps
- Import 3D Clipart and models from other CAD systems
- Manipulate 3D components to create the 3D composite model using the component tree:
- Change location, depth, size, angle etc.
- Group and change relationship to other components
- Create 2D, 2.5D or 3D toolpath:
- Create or edit vector boundaries for toolpaths
- Specify tool details for each strategy
- Preview Final Part:
- Visualize the part as it will actually look.
- Create proof images for customer.
- Check estimate for cutting time
- Save the CNC Code: Save the final cut file to send to the CNC machine
Design
Aspire includes drawing and editing tools that allow designs to be created and modified. Functions for vector creation and editing are very easy to use and multiple design elements can also be drawn or imported, scaled, positioned and interactively edited to make a new design. Text can also be created using any TrueType or OpenType fonts installed on your computer, or the single stroke engraving fonts supplied with the software.
Model
Once the 2D design is ready, 3D components can be created from 2D Vector drawings. This will probably involve adding and changing 2D artwork a bit as the 3D design evolves, so Aspire's interface makes the drawing and modeling tools easily accessible.
In addition, existing 3D models can be imported to be incorporated into a design, these could be files previously created in Aspire, 3D Clipart that has been purchased and downloaded or models from other CAD design systems in a supported format.
Toolpath
A comprehensive set of 2D, V-Carving, Engraving and 3D toolpath strategies provide you with efficient ways to use your tooling to carve the finished part. This process is usually relatively independent of drawing or modeling (although toolpaths are often created directly from some artwork or 3D composite models). Aspire provides simple interface buttons to toggle screen layout to assist the shift in focus from design to toolpathing.
Output
Finally you can use Aspire's large selection of post-processors to save toolpaths in precisely the format that your particular CNC machine tool requires.
Interface Overview
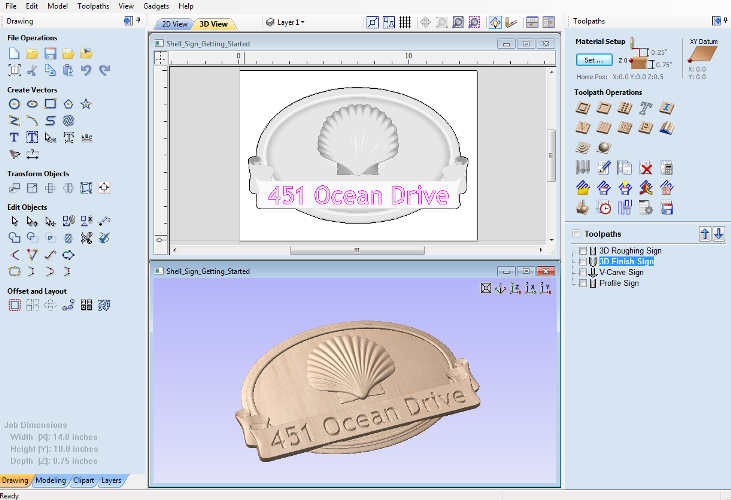
- The Main Menu Bar (the Drop Down Menus) along the top of the screen (File, Edit, Model, Toolpaths, View, Gadgets, Help) provides access to most of the commands available in the software, grouped by function. Click on any of the choices to show a Drop-Down list of the available commands.
- The Design Panel is on the left side of the screen. This is where the design tabs can be accessed and the icons within the tabs to create a design.
- The Toolpath Tab is on the right side of the screen. The Top section of the toolpaths tab houses all of the icons to create, edit and preview toolpaths. The bottom half shows you toolpaths that you have already created.
- The 2D Design window is where the design is drawn, edited and selected ready for machining. Designs can be imported or created directly in the software. This occupies the same area as the 3D View and the display can be toggled between the two using F2 and F3 or the tabs at the top of the window.
- The 3D View is where the composite model, toolpaths and the toolpath preview are displayed.
- If you wish to see the 2D and 3D views simultaneously, or you wish to switch your focus to the Toolpaths tab at a later stage of your design process, you can use the interface layout buttons (accessible in the 2D View Control section on the Drawing Tab) to toggle between the different preset interface layouts.
Managing the Interface
The tool pages have Auto-Hide / Show behavior which allows them to automatically close when not being used, thus maximizing your working screen area.
The software includes two default layouts, one for designing and one for machining, which can automatically and conveniently set the appropriate auto-hide behavior for each of the tools pages. Toggle layout buttons on each of the tools pages allow you to switch the interface as your focus naturally shifts from the design stage to the toolpathing stage of your project.
Accessing Auto-hidden tabs
If a tools page is auto-hidden (because it is currently unpinned, see pinning and unpinning tools pages, below), then it will only appear as a tab at the side of your screen. Move your mouse over these tabs to show the page temporarily. Once you have selected a tool from the page, it will automatically hide itself again.
Pinning and unpinning tools pages
The auto-hide behavior of each tools page can be controlled using the push-pin icons at the top right of the title area of each page.
Default layout for Design and Toolpaths
Aspire has two default tool page layouts that are designed to assist the usual workflow of design, followed by toolpath creation.
In all three of the tools tabs there are 'Switch Layout' buttons. In the Drawing and Modeling tabs, these buttons will shift the interface's focus to toolpath tasks by 'pinning-out' the Toolpaths tools tab, and 'unpinning' the Drawing and Modeling tools tabs. In the toolpaths tab, the button reverses the layout - unpinning the toolpaths page, and pinning-out the Drawing and Modeling pages.You can toggle between these two modes using the F11 and F12 shortcut keys.
2D Design and Management
The 2D View is used to design and manage the layout of your finished part. Different entities are used to allow the user to control items that are either strictly 2D or are 2D representations of objects in the 3D View. A list of these 2D View entities are described briefly below and more fully in later sections of this manual.
Ultimately the point of all these different types of objects is to allow you to create the toolpaths you need to cut the part you want on your CNC. This may mean that they help you to create the basis for the 3D model or that they are more directly related to the toolpath such as describing its boundary shape. The different applications and uses for these 2D items mean that organization of them is very important. For this reason Aspire has a Layer function for managing 2D data. The Layers are a way of associating different 2D entities together to allow the user to manage them more effectively. Layers will be described in detail later in the relevant section of this manual. If you are working with a 2 Sided project you can switch between the 'Top' and 'Bottom' sides in the same session, enabling you to create and edit data on each side, and using the 'Multi Sided View' option you can view the vectors on the opposite side. 2 Sided Setup will be described in detail later in the relevant section of this manual.
Vectors
Vectors are lines, arcs and curves which can be as simple as a straight line or can make up complex 2D designs. They have many uses in Aspire, such as describing a shape for a toolpath to follow or creating designs. Aspire contains a number of vector creation and editing tools which are covered in this manual.
As well as creating vectors within the software many users will also import vectors from other design software such as Corel Draw or AutoCAD. Aspire supports the following vector formats for import: *.dxf, *.eps, *.ai, *.pdf, *skp and *svg. Once imported, the data can be edited and combined using the Vector Editing tools within the software.
Bitmaps
Although bitmap is a standard computer term for a pixel based image (such as a photo) in *.bmp, *.jpg, *.gif, *.tif, *.png and *.jpeg. These file types are images made up of tiny squares (pixels) which represent a scanned picture, digital photo or perhaps an image taken from the internet.
To make 3D models simple to create, Aspire uses a method which lets the user break the design down into manageable pieces called Components. In the 2D View a Component is shown as a Grayscale shape, this can be selected and edited to move its position, change its size etc. Working with the Grayscale's will be covered in detail later in this manual. As with bitmaps, many of the vector editing tools will also work on a selected Component Grayscale.
3D Design and Management
As well as creating toolpaths directly from 2D drawings, Aspire can produce extremely flexible 3D toolpaths. These toolpaths are created from 3D design elements called 3D Components that can be generated from models created in external 3D design packages, imported as 3D clipart or built entirely from within Aspire using 2D artwork as a source.
The 3D View
The 3D View can show you the current Composite Model (which is built from all of the currently visible 3D Components and Levels), the Toolpath Preview (a highly accurate 3D simulation of the resulting physical object that will result from your toolpaths called the Preview Material Block). Which of these is currently displayed will depend on whether or not you have a part which has 3D Components and Toolpaths or are just working on something that only includes 2D Data.
Whenever you have the Preview Toolpaths form open on the Toolpaths tab, the 3D View displays the Preview Material Block instead of the Composite Model. When this is closed if you are working on a part that only includes 2D data and 2D or 2.5D toolpaths it will continue to display the Preview Material Block. If your part contains any visible 3D Components then as soon as the Preview Toolpaths form is closed it will revert to showing the Composite Model in the 3D View and hide the simulation. In addition to these items, you can see line drawings of any calculated toolpaths in the 3D View. The visibility of these calculated toolpaths can be controlled from the Toolpath List on the Toolpaths tab using the check-boxes next to the toolpaths name. If working in a 2 Sided environment you can view both sides of a project in the 3D View using the Multi Sided View option.
The Composite Model
Aspirehas been designed to work in a way which enables the user to easily create even very complex projects. In any situation, the best approach to producing something complicated is to break it down into smaller pieces until a level of simplicity is reached that can be understood and managed. In Aspirethis is achieved by letting the user work with pieces of the design which are combined to make the finished part. In the terminology of the software these pieces are called Components. To help organize the Components they are assigned to Levels. Step by step, Components and Levels can be created and modified until you have all the elements you need. In the images below you can see an example of how this might work. On the left you can see the separate component for a model of a bunch of grapes and on the right you can see these positioned to make the complete part - we call this resulting combination the Composite Model.
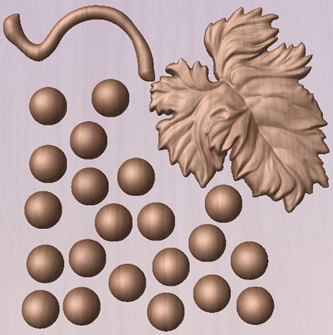

There is no limit to how simple or complex a Component or the Components on a Level can be (this is the user's choice). In the example shown, you can see that a model of a whole bunch of grapes may be made up of smaller individual components but they could also be combined to exist as one single Component (the assembled bunch of grapes) that could then be used to lay-out a more complex part with multiple bunches of grapes. They could also be organized so all the grapes were on one Level and leaf and stem on another to provide a different way of managing and manipulating the shapes. Each user will find a level of using Components and Levels they are comfortable with which may be dependent on the particular job or level of proficiency with the modeling tools.
3D Components and Levels
In Aspire, the aim is to end up with a set of Components and Levels that when combined together will make the finished 3D part. One way to think of this is like building a 3D collage or assembly. As the design evolves, new Levels or shapes may need to be created or existing ones changed. The parts of the collage are managed with the Component Tree which will be covered in more detail later.
Creating and Editing Components
An existing Component can be copied, scaled and have other edits carried out on it as an object. The user can also change the way it relates to the other Components, for instance whether it sits on top or blends into an overlapping area of another Component. The shape, location and relation of these pieces determine the look of the final part. As the job progresses, the user will need to create brand new Components or edit existing ones by adding new shapes, combining them with others or sculpting them.
Components can be created and edited by:
- Use a modeling tool to create shapes from 2D vectors.
- Import a pre-created 3d model - either a model previously created in Aspire or from another source such as a clipart library or a different modeling package.
- Create a 'texture' Component from a bitmap image.
- Use the Split Components Tool to break an existing Component into multiple pieces.
All of these methods are covered in detail throughout the training material.
Dynamic Properties
As well as having its underlying 3D shape, each component also has a number of dynamic properties that can be freely modified without permanently changing its true shape. These include scaling of the Component's height, the ability to tilt it, or to apply a graduated fade across it.
These dynamic properties can always be reset or altered at any time during your modeling process, which makes them a particularly useful way of 'tweaking 'your components as you combine them together to form your final composite model.
Combine Modes
The Combine Mode is a very important concept when working with 3D shapes within Aspire. The options for combine mode are presented when creating new shapes and also when deciding how Components and Levels will interact in the Component List. Rather than cover this in every section where it is applicable, it is worth summarizing the options here so the general concept can be understood.
When you have more than one 3D shape, such as the Component pieces of the design or where you have an existing shape and are creating a new one, then you need to have a way to tell the software how the additional entities will interact with the first. This can be an abstract concept for users who are new to 3D but it is an important one to grasp as early as possible. In Aspire this is controlled by a choice called the Combine Mode.
There are four options for this: Add, Subtract, Merge High, Merge Low.
As modeling is an artistic and creative process, there is no general rule to describe when to use each one. As a guide though you can assume that if the second shape's area is completely within the originals one then you will probably be adding or subtracting and if the shapes only partly overlap that you will probably use Merge or, very occasionally, Low.
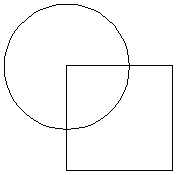
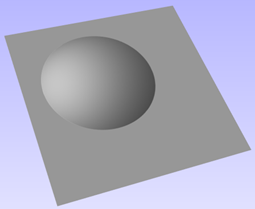
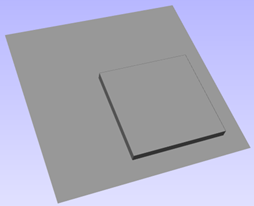
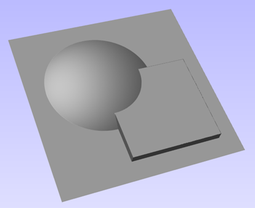
The four options and their specific effects are described on the following pages. To illustrate the different effects a combination of an overlapping beveled square and a dome will be used. You can see in the image top right how these are arranged in the 2D View and how they overlap. Then you can see each individual shape in the images below middle and right. These shapes will be used to demonstrate the different Combine Modes. In every case the Dome will be considered the primary shape and the square is the secondary shape which is being combined with the first. In addition to the dome/square example some images of 'real world' parts will also be included to help to understand how these can be used on actual projects.
As well as working on individual shapes, the Combine Modes are also assigned to Levels. These will govern how the combination of all the individual components on one Level interacts with the result of all the Components on the Level below it in the Component Tree
Note:
There is a 5th Combine Mode available from the right mouse click menu after a component has been created called Multiply. This combine mode has specialist applications which are dealt with in the appropriate tutorial videos. This option will literally multiply the heights of the Component or Levels being combined to create the new Composite 3D shape.
Add
When Add is selected, it takes the first shape and then just adds the height of the second shape directly on top of the first. Any areas which overlap will create a shape which is exactly the height of each shape at that point added together (see below)

Typically the add option is mainly used when the shape being added sits completely within the original shape, this ensures that the uneven transition where the parts only partly overlap (as shown in the example) do not occur.
The example above shows the Maple Leaf and border extrusion Components being Added to the dome Component in the sign example from the Introduction to Modeling document.
Subtract
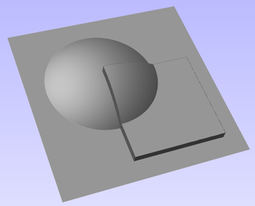
When Subtract is selected it takes the first shape and then removes the height of the second shape from the first. Any areas which overlap will be a combination of the original height/shape less the second shape. Areas where the shape goes into the background will become negative regions. You can see how this looks using the dome and square in the image below:
Typically subtract, like the add option, is mainly used when the shape being removed sits completely within the original shape, this ensures that the uneven transition where the parts only partly overlap (as shown in the example) do not occur.
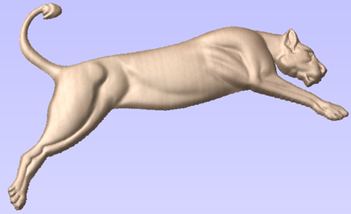
The image shown above has some 'creases' to help define the muscles of the lioness. The shapes to create these recesses were created by using the Subtract option with the Create Shape tool on the vectors representing those recessed areas.
Merge
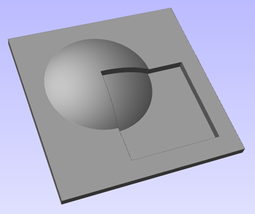
When the Merge option is selected any areas of the shapes which do not overlap remain the same. The areas that overlap will blend into each other so that the highest areas of each are left visible. This results in the look of one shape merging into the other and is in effect a Boolean union operation. You can see how this looks using the dome and square in the image below:
Typically the merge option is used when the shape being combined partly overlaps the original shape. This enables a reasonable transition to be made between them.
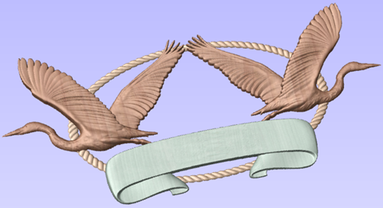
The image above shows 2 Herons, a rope border and banner Components. Each of these overlaps with the others and so they are set to Merge in this areas. Whatever is the higher of the two merged areas is what is prominent. In this case the rope is lower than everything and the Banner is higher than the Herons so the desired effect can be achieved.
Low
The Low option is only available when combining Components (not in the modeling tools). When this mode is selected, any areas which do not overlap are left as they were in the original two shapes. Any areas which overlap will create a new shape which is the lowest points taken from each shape, this is in effect a Boolean intersection operation. You can see how this looks using the dome and square in the image below:
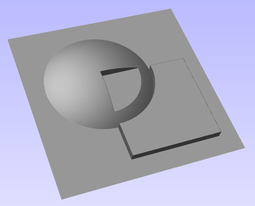
The Low option is used for recessing a shape into a raised shape. An example of this is shown in the image above.
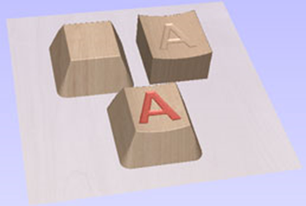
The example shown on the right above uses the Low option to combine the flat topped 'button' component on the left with the curved top face component with the letter 'A' on the right. Combining both components with the merge low option gives the keyboard button with the curved top you see in the bottom row.
Level Mirror Modes
Right-clicking Levels in the component tree will open a pop-up menu offering commands and operations related to the clicked level and Mirror Modes can be set in this way. If a mirror mode is set on a Level, all the components it contains will be continually mirrored dynamically as they are moved, transformed or edited. The mirroring is non-destructive, that is it can be turned off or on at any time and does not alter the underlying components in any permanent way. Working inside a Mirror modes Level is a simple way of achieving a complicated symmetrical pattern by editing only one half (or quarter, see below) of the design.
The available Mirror Modes are broadly divided into two groups. The first group apply one plane of symmetry:
- Left to Right
- Right to Left
- Top to Bottom
- Bottom to Top
These modes allow you to work in one half of your job and the other half will be automatically and dynamically generated for you. For example, in Left to Right mode you would place your components in the left half of your job and a mirrored equivalent of each would be created in the other half of the job. This 'reflection' is updated dynamically as you work.
The other group offer two planes of symmetry (horizontal and vertical):
- Top Left Quadrant
- Top Right Quadrant
- Bottom Left Quadrant
- Bottom Right Quadrant
When using these modes your components should all be in the quadrant (quarter) of the job. Mirrored reflections horizontally and vertically will be created in the other quadrants of the job for you.
Multi Sided View

When working in a 2 Sided environment you can create components independently per side or using the Right click option you can copy or move a component to the opposite side. Selecting the option to work in 'Multi Sided View' allows you to view components you may have on the Top and Bottom side in the 3D View. In the Toolpath Preview form of a project that contains toolpaths for the Top and Bottom Sides the multi sided view presents the simulation of the toolpath preview on both sides also, if the multi sided view is not selected you can use the 'Preview all Sides' option in the Toolpath Preview form to display the Top and Bottom Toolpaths in the 3D view. 2 Sided Setup will be described in detail later in the relevant section of this manual.
3D Toolpath Files
Files from Vectric's Cut3D, PhotoVCarve and Design and Make Machinist that include 3D toolpaths can be imported into Aspire using the main menu command: File ► Import ► PhotoVCarve, Machinist or Cut3D Toolpaths.
The 3D file must first be scaled to the required size before toolpaths are calculated, and then the complete file saved ready for importing into Aspire. These files can only be moved and positioned inside Aspire but cannot be scaled.
A Grayscale thumbnail of the 3D job is drawn in the 2D View with the X0 Y0 origin at the position it was set in Cut3D, PhotoVCarve or Design and Make Machinist. The associated toolpath(s) are also drawn in the 3D window and the names appear in the Toolpath list.
Positioning
To move the 3D design toolpaths open the 2D Window, click the Left mouse Twice on grayscale image (turns light Blue to indicate it's selected), then drag to the required position, or use the Move or Alignment tools for accurate positioning.
The toolpath(s) are automatically moved in the 3D window to the same XY position as the image.

Toolpaths for the example above have been calculated with the X0 Y0 in the middle of the 3D design. When imported into Cut2D the data is automatically positioned using the same coordinates, which places three quarters of the design off the job. In the second image the grayscale image has been moved to the middle of the job.
The 2D mirror and rotate drawing tools can also be used to edit the 3D data set.
3D toolpaths can also be copied using the Duplicate Toolpath command on the Toolpaths Tab making it very easy to use multiple elements from a single design on a job. The thumbnail preview is also copied for each toolpath, making it very easy to position additional copies of a 3D toolpath.
For example, a single design can be copied and mirrored to create Left and Right versions of a 3D design or to place multiple copies of a decorative design in the corners of a cabinet door panel as shown below.
Toolpaths for the 3D elements can be previewed along with the conventional Profile, Pocketing and Drilling toolpaths, and everything will be saved ready for machining.
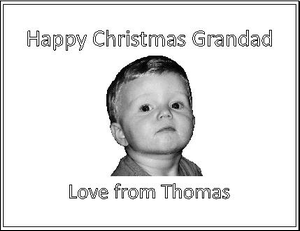
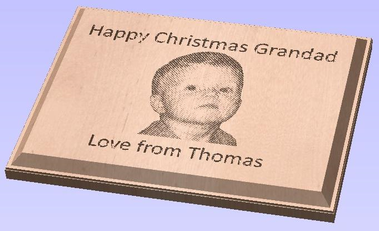
A good example of where this functionality might be used in conjunction with PhotoVCarve is for making personalized picture frames that include the PhotoVCarve grooves plus descriptive engraved text and a decorative Profiled or Beveled border. As shown below:
Options
Imported toolpaths can also be edited to position them inside the material or to change the cutting parameters - speeds and feed rates can be changed.
Design and Make Machinist
When using a Design and Make Machinist file that includes multiple toolpaths, you must remember to edit the Start Depth for all of the imported 3D toolpaths.
Click the Edit toolpath icon or Double click on the toolpath name to open the edit form.
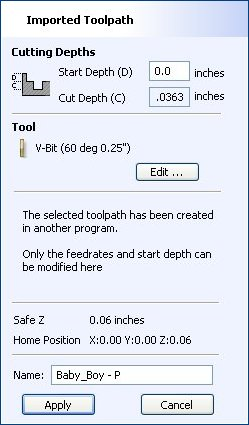
For example, after machining a half-inch deep pocket a PhotoVCarve design can then be edited to have a Start Depth = 0.5 inches and this will carve the photograph onto the base of the pocket surface.
Rotary Machining and Wrapping
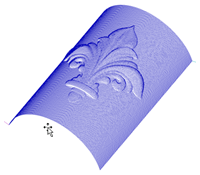
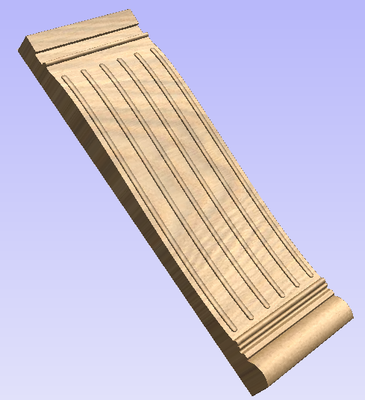
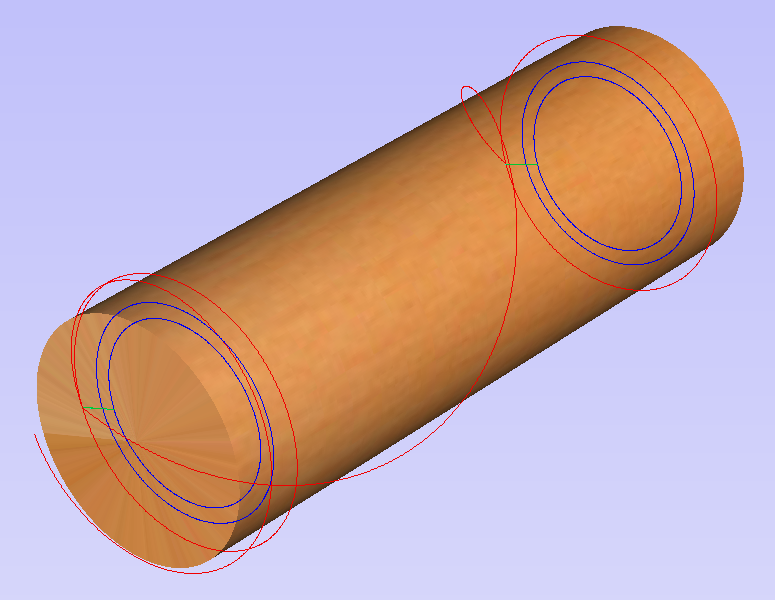
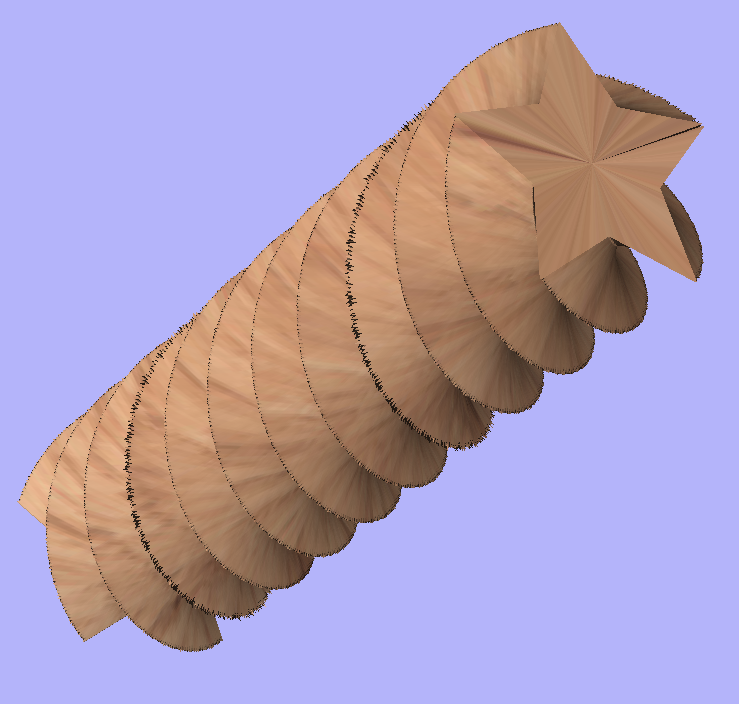
Aspire can 'wrap' flat toolpaths around a cylinder to provide output to CNC machines which are configured with a rotary axis / indexer. The image below shows a flat toolpath wrapped around part of a cylinder.
Note
It is important to note that wrapping works in conjunction with specially configured post-processors which take the XYZ 'flat' toolpaths and wrap them around a rotary axis, replacing either the X or Y moves with angular moves.
The toolpaths can be visualized wrapped within the program when the Auto Wrapping mode is on.
Aspire can also visualize a wrapped model within the program by drawing the shaded composite model wrapped.

Aspire also has the ability to draw the toolpath simulation wrapped. Although this is very useful for getting a feel for how the finished product will look, it is important to realize that the wrapped simulation may not be a 100% accurate representation of how the finished product will look. An example of potential difference would be if you drilled holes in your rotary job. In the actual work piece these will obviously just be round holes, in the wrapped simulation these may appear as distorted ovals due to the 'stretching' process which takes place when we wrap the flat simulation model for display.
Note
If your rotary axis is aligned along your Y axis you would choose the Orientation Along Y Axis option during job setup. All the examples in this document will assume that the rotary axis is aligned along X.
It is important to realize that there are a huge number of possible combinations of machine controller and axis orientations for rotary axis / indexers. This means it is impractical for Vectric to supply a pre-configured post-processor for every possible combination as standard. We include some wrapping post-processors in the default post-processor list as standard.
We also ship a copy of those post-processors in the Application Data Folder which can be accessed from the File Menu ► Open Application Data Folder.
The example below uses wrapped post-processors in sub-folder '05-Wrapped' under C:\ProgramData\Vectric\Aspire\V[ProductVersion]\PostP\05-Wrapped.
Examining these posts may be helpful if you need to configure a post of your own. If Vectric have not supplied as standard a post for your machine configuration please refer to the Post Processor Editing Guide accessible from the Help menu of the program for information on how to configure a post-processor and also look at the standard rotary posts Vectric supply.
You should also look at the Vectric forum to see if anyone else has already configured a post for your configuration or one similar. If, after looking at these resources you are still unsure of what needs to be done for your machine, please feel free to contact support@vectric.com for help. However, please note that we cannot guarantee to write a custom rotary post-processor for every individual requirement.
Creating a Rotary Job
XY Origin
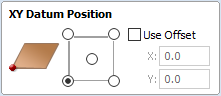
XY Drawing Origin - Here you can specify where the XY zero origin will be placed on your job. These options correspond to the same fields on the normal 'Job Setup' form within the program. Most people would use the default Bottom Left Corner, but for some jobs you may prefer to have the XY origin in the Center.
- In a job with horizontal orientation (Along X Axis), the X offset will correspond to the length of the cylinder, and the Y offset will be a point along its circumference.
- In a job with vertical orientation (Along Y Axis), it's the opposite. The Y offset will correspond to the length of the cylinder, and the X offset will be a point along its circumference.
Orientation
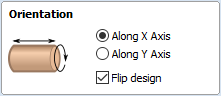
Cylinder Orientation Along - This section is used to tell the program how you have your rotary axis aligned on your machine. If you've already made your design, but just want to change the job for a different machine, then you could flip your design with the material so that all the vectors and components stay the same relative to the job.
Z Origin On - This section determines whether the Z Origin is set to the surface of the material or the base (center of cylinder). These settings can be over-ridden when the toolpath is actually saved, but we would strongly recommend the 'Cylinder Axis' is selected for rotary machining. The reasons for this are detailed in the note below.
Z Origin
You have the choice of specifying if the tool is being zeroed on the center of the cylinder or the surface. When you are rounding a blank, you cannot set the Z on the surface of the cylinder, as the surface it is referring to is the surface of the finished blank. We would strongly recommend for consistency and accuracy that you always choose 'Center of Cylinder' when outputting wrapped toolpaths as this should always remain constant irrespective of irregularities in the diameter of the piece you are machining or errors in getting your blank centered in your chuck.
Tip:
A useful tip for doing this is to accurately measure the distance between the center of your chuck and a convenient point such as the top of the chuck or part of your rotary axis mounting bracket. Write down this z-offset somewhere, and zero future tools at this point and enter your z-offset to get the position of the rotary axis center. Another reason for choosing 'Center of Cylinder' is that some controls will be able to work out the correct rotation speed for the rotary axis based on the distance from the center of rotation. If the Z value is relative to the surface, the control would need to know the diameter or radius of the cylinder at Z zero.
Vector Layout
As well as creating a job at a suitable size for wrapping toolpaths, when creating the job, it will create a number of vectors which can be very useful when creating your wrapped job.
The vectors are created on their own individual layers and by default these layers are switched off to avoid cluttering up your work area. To switch on the layers, display the 'Layer Control' dialog (Ctrl+ L is the shortcut to show / hide this). To show / hide the layer simply click on the check box next to the layer name.
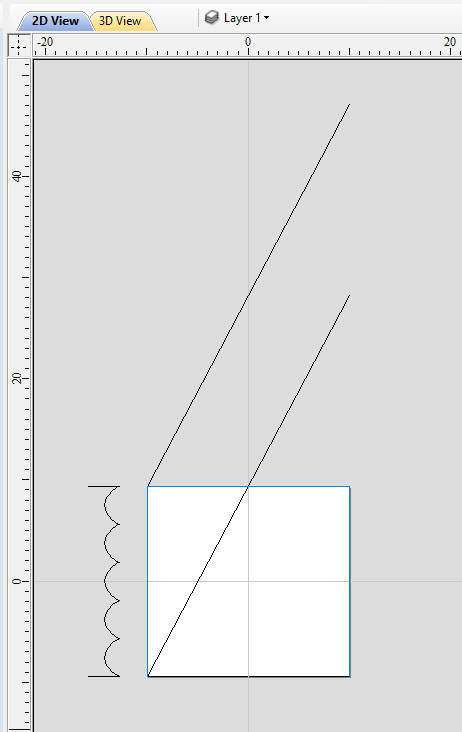
2Rail Sweep Rails - This layer contains two straight line vectors which can be used to sweep a profile along if you are creating a shaped column.
Bounding Box - This layer contains a rectangular vector covering the entire job area. This vector is useful if you are going to machine the complete surface of the cylinder.
Choosing stock material
When setting-up rotary project, software assumes a perfect cylinder with an exact diameter. In practice the stock material may be uneven, or only blank with square profile may be available. In those cases blank needs to be machined into cylinder of desired size, before running toolpaths associated with the actual design.
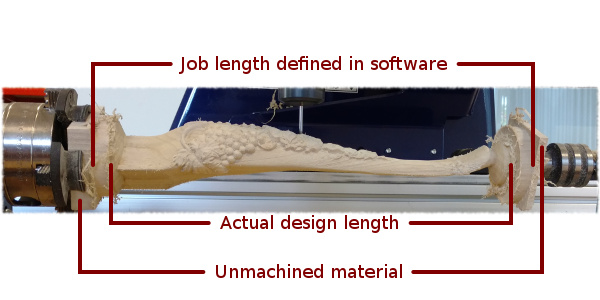
Another consideration is length of the stock material. Typically, part of the blank will be placed within the chuck. It is also important that during machining, the cutting tool is always in safe distance from both chuck and tailstock. For those reasons, the blank has to be longer than the actual design. When setting-up the machine for cutting, one has to pay extra attention to ensure that origin is set accordingly to avoid the tool running into chuck or tailstock!
If the design was created without those considerations in mind, the blank size can always be adjusted in the Job Setupform.
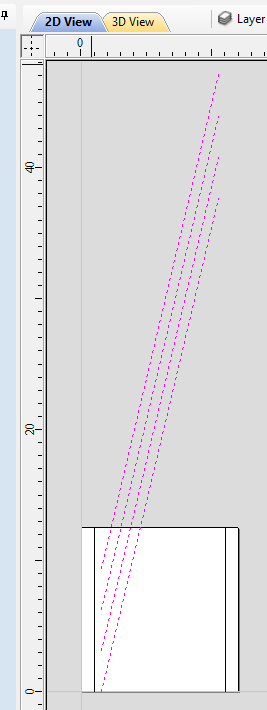
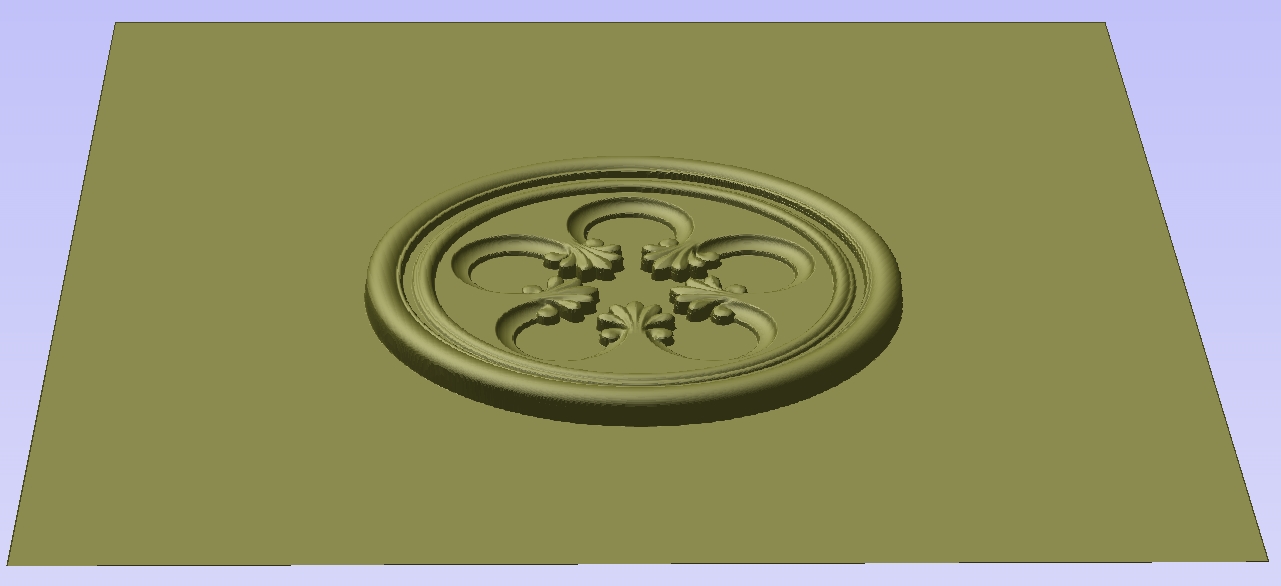
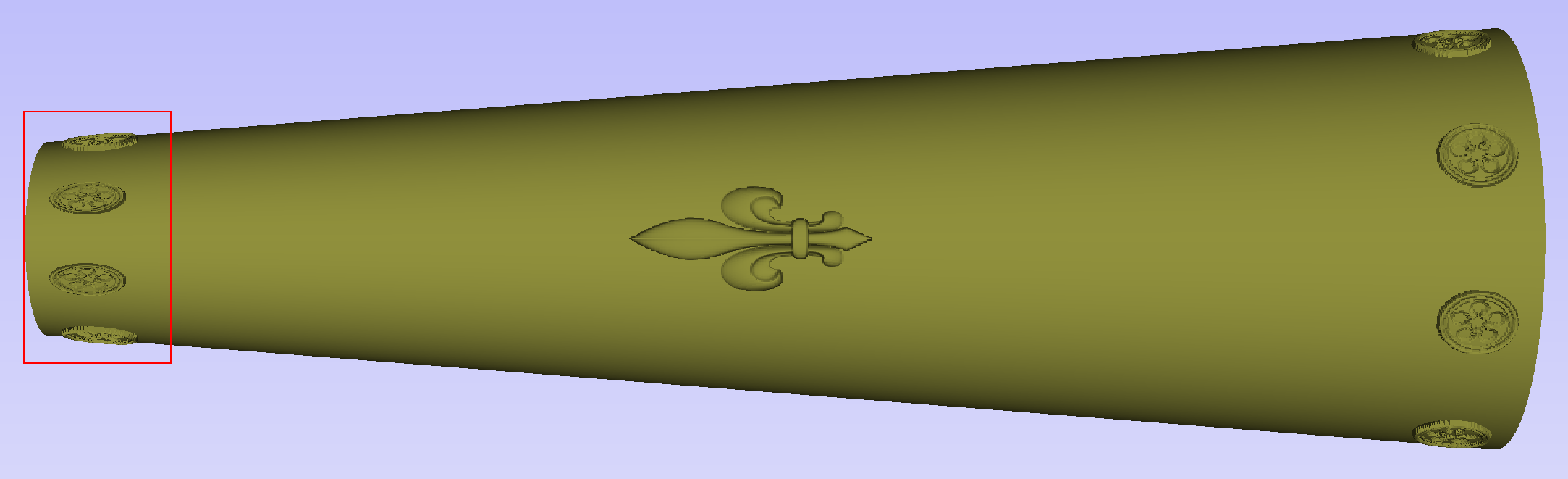
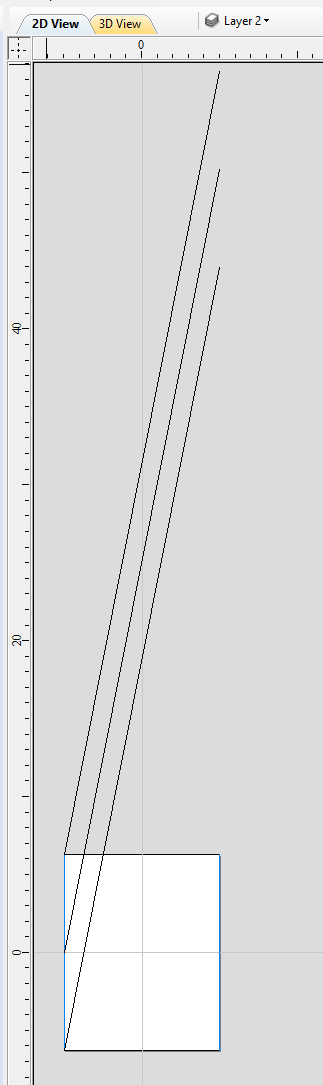
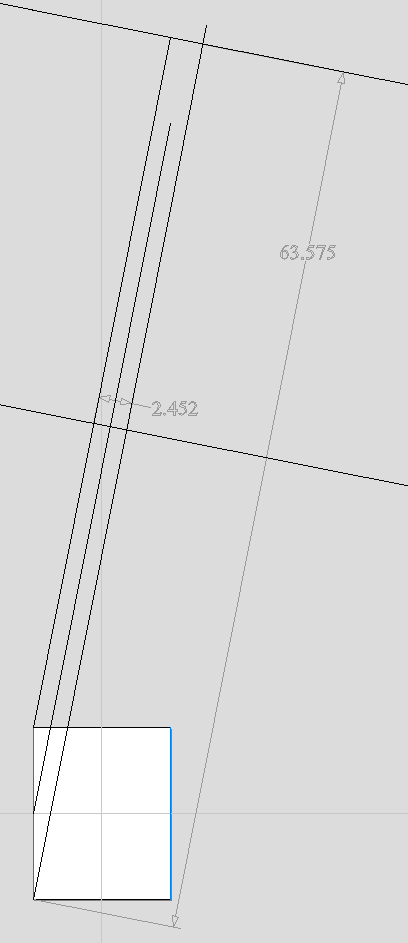
The picture below presents an example of a rotary project layout. As explained above, the actual blank is longer than job defined in Aspire to allow for the chuck and sufficient gaps. The actual design is shorter than job defined in Aspire, to leave some space for tabs, that can be machined with the profile toolpath prior to removing the finished part from the chuck.
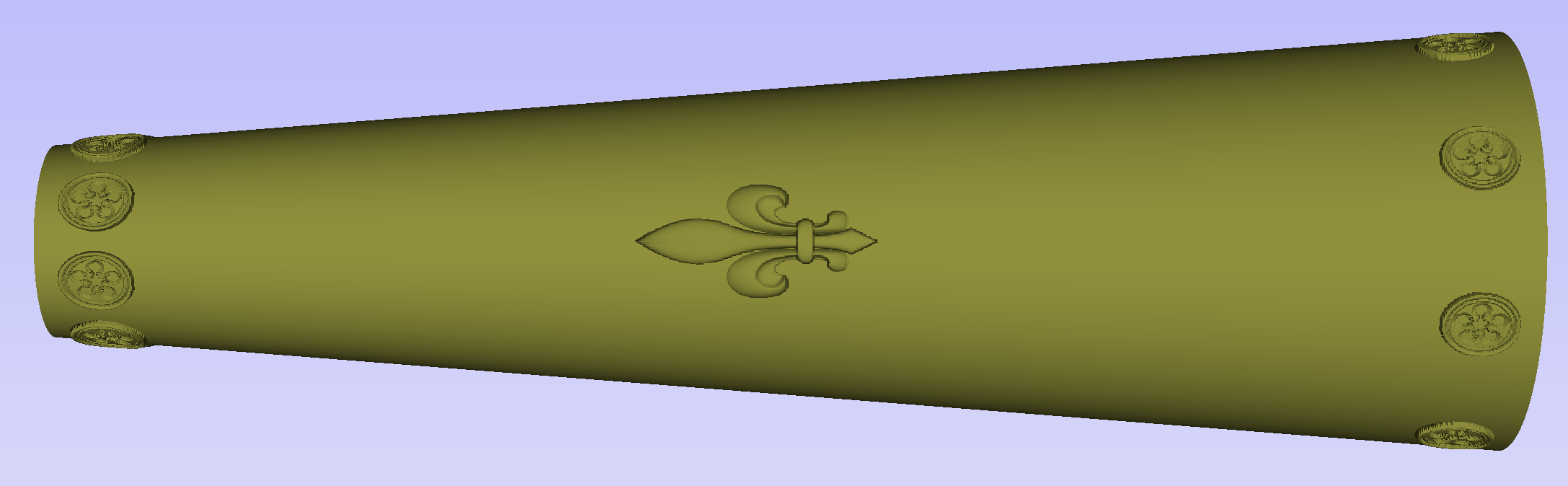
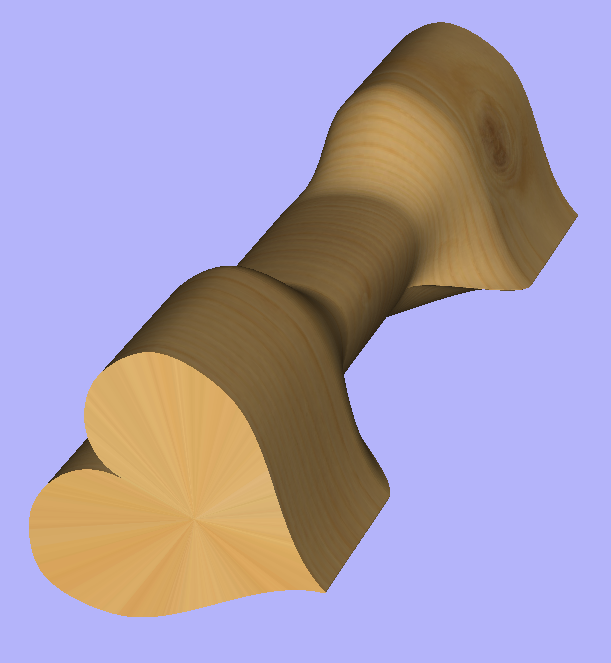
When machining 3D shapes with varying thicknesses like on the example shown below, it is a good idea to place the thicker end of the model on the side closest to the driving motor. This way torsional twisting will mostly affect the stronger end of the machined part and help to avoid bending or breaking of the part during machining.
Importing External Models in a Rotary Project
Importing Full-3D models
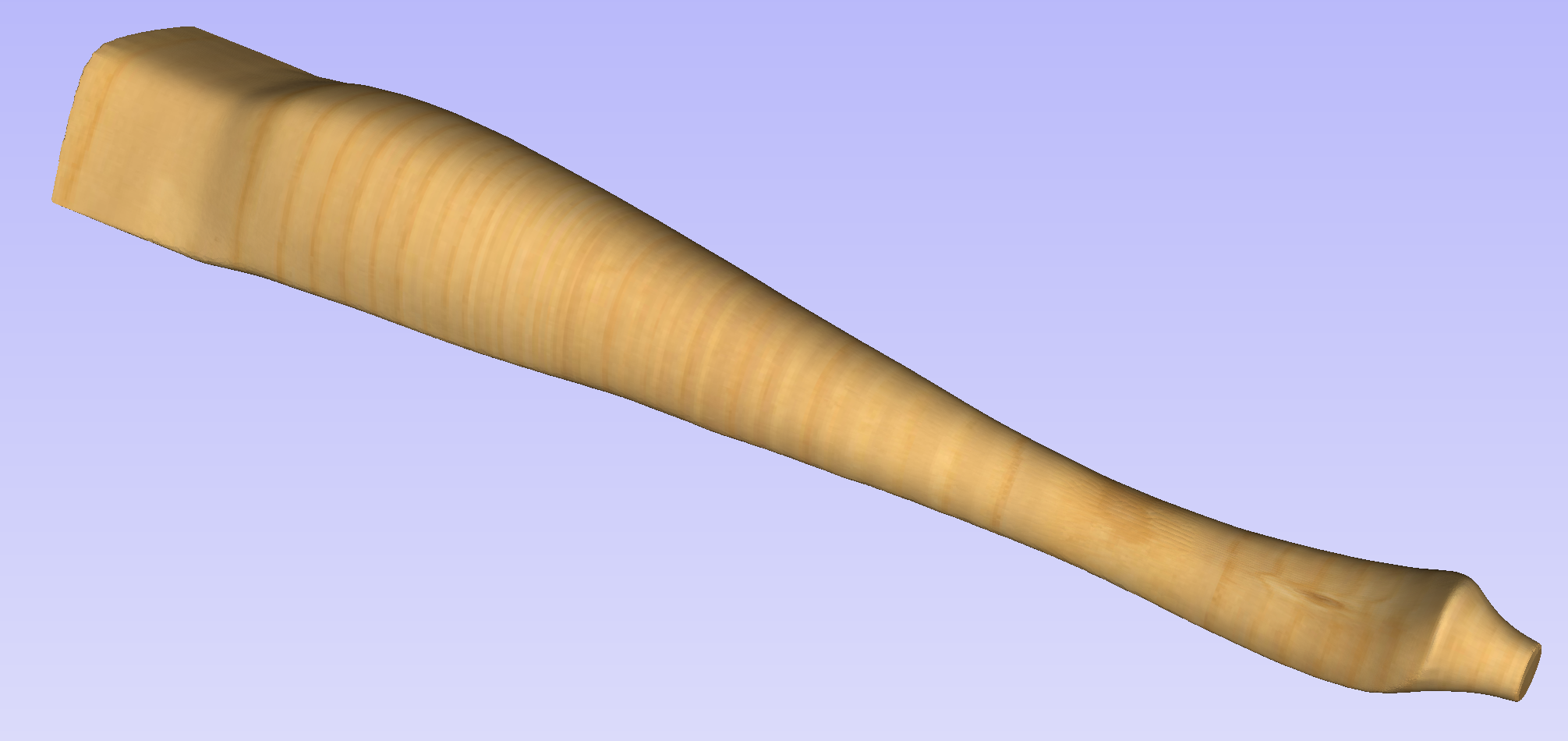
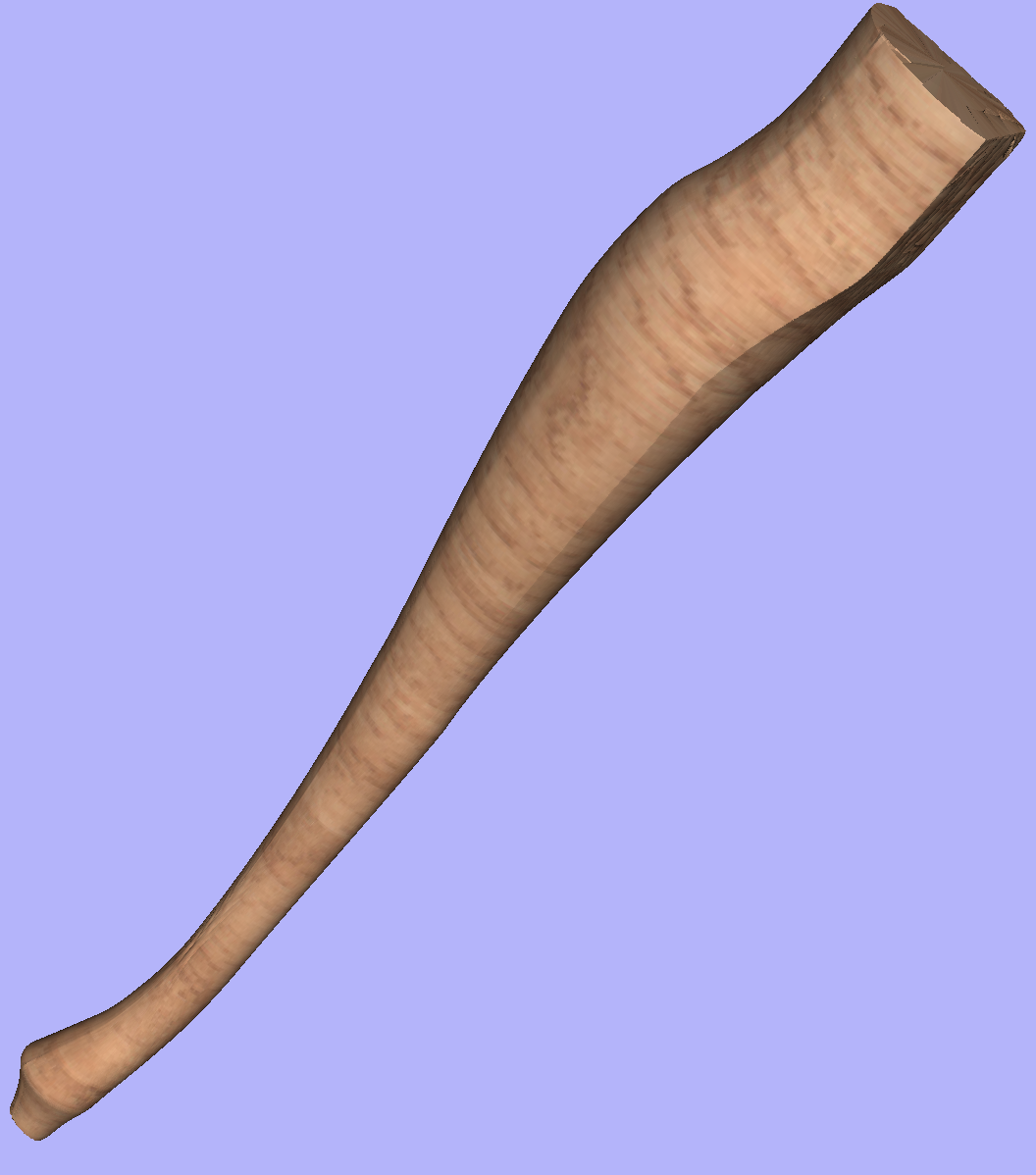
This section will present the process of importing the Full-3D STL model into rotary project, using a table leg as an example.
Overview
There are two basic use cases when importing an external model into the rotary job. The first case involves bringing a model designed for this particular job in another software. Thus the dimensions of the imported piece may already be correct and it can be desired to use them for the size of project. The second use case is when importing a stock model that would have to be scaled to fit on particular machine.
Aspire uses following workflow that covers both of those cases:
- Setting-up rotary project
- Choosing file for import
- Orientating the model in material block
- Scaling the model
- Finishing the import
Setting up a rotary project
Create a new job using the Job Setup form. It is important to set the job type as rotary to ensure a proper import tool is used in the next step.
If the dimensions of the project are already known, they could be specified directly.
If it is desired to fit the model to a given machine or stock available, set both the diameter and length to maximum. During import the model will be scaled to those limits.
If it is desired to use the imported model size, any size can be specified at this time. During the model import the project can be automatically resized to match the model dimensions.
In this example it was desired to fit the model into a specific stock size with a Diameter of 4 inches and a Length of 12 inches. XY origin was set to centre.
Importing the file and orientating it
To start the importing process, use Import a Component or 3D Model tool from the Modelling tab
Make sure that the Imported model type is set to Full 3D model .
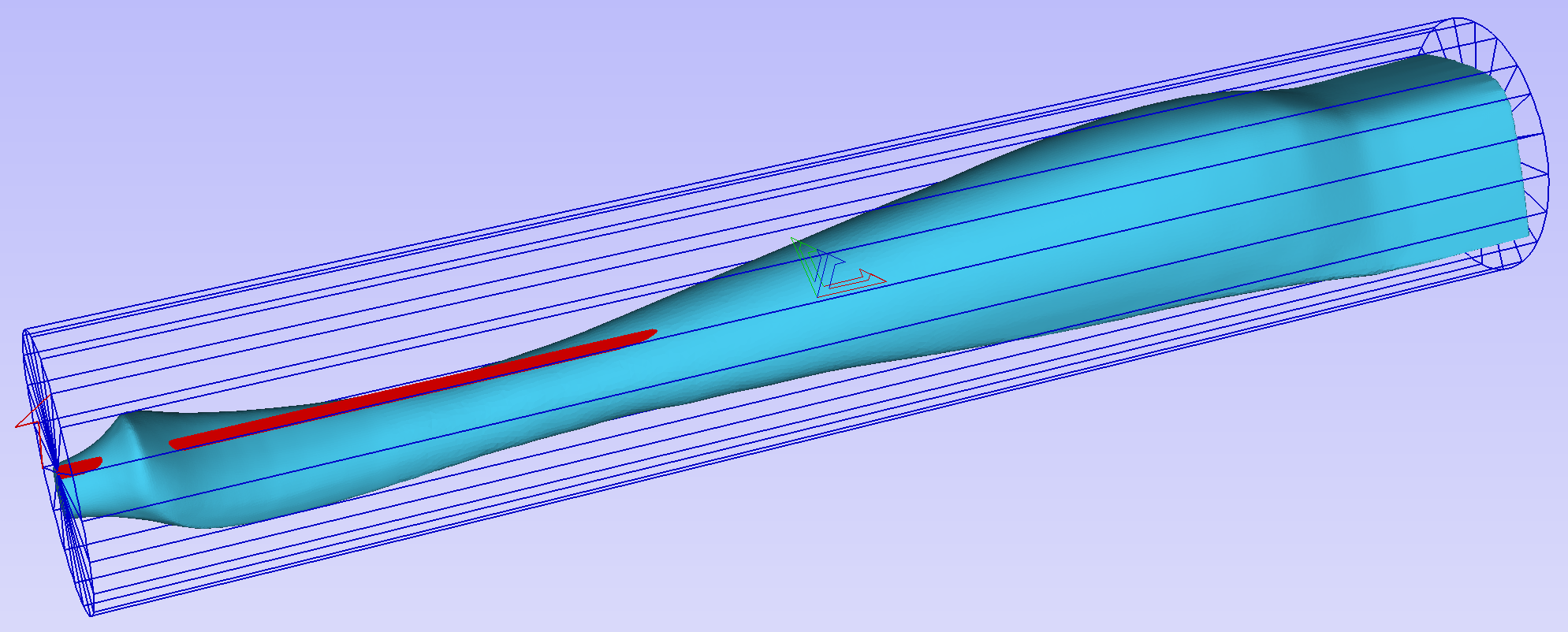
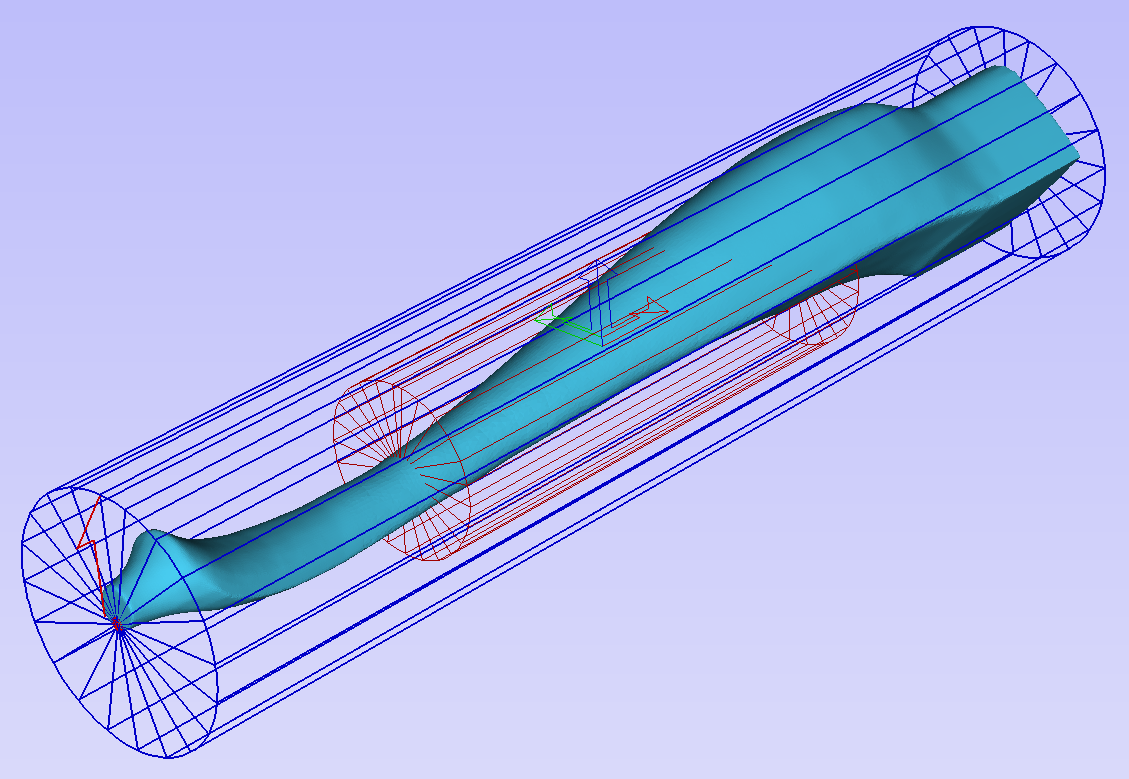
The first step is to position the imported model within the material. This step is necessary as this information is not present in the imported file. When the model was opened, the import tool chose the initial orientation, as can be seen below.
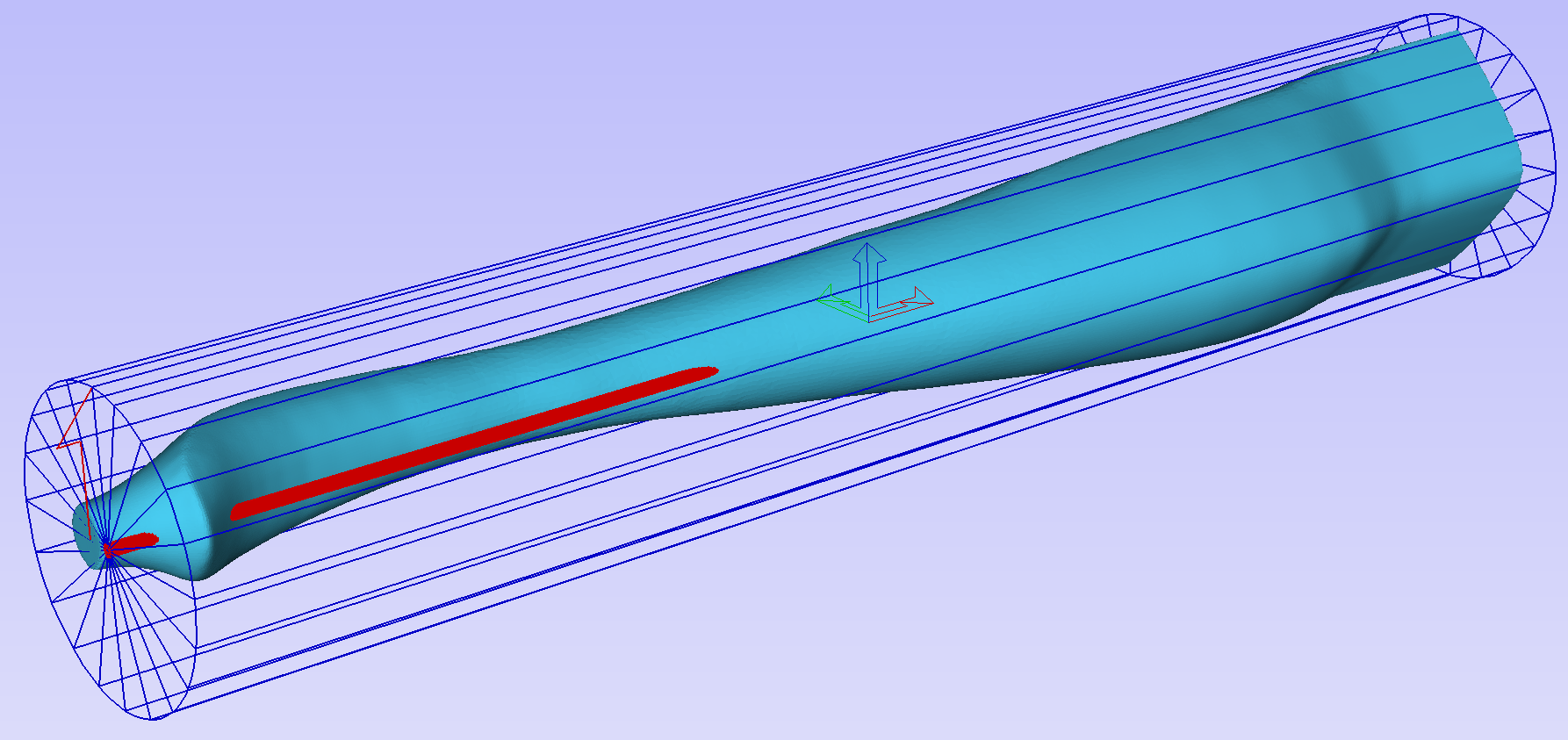
To help with orientating the model, the software displays a blue bounding cylinder. This cylinder has the rotation axis aligned with that defined for the material block and thus can be used as a reference. Its size is just big enough to contain the imported model at the current orientation. When the model orientation is changed, this blue cylinder will shrink or grow so it always contains the model. At this stage its exact dimensions are not important, as we are only interested in positioning the model correctly.
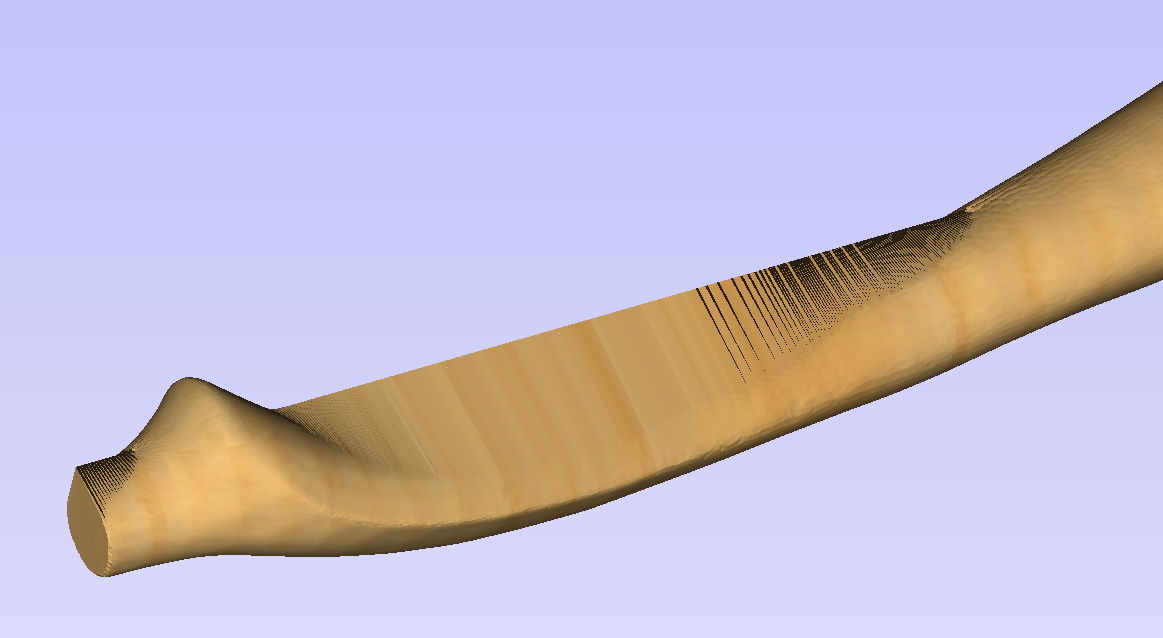
The software also highlights the rotation axis in red. This is particularly important when importing bended models. It is currently not possible to represent areas of model that are entirely below or above the rotation axis. This is the case in the example shown here. If the model was imported as is, the distortion would be created as can be seen below. Therefore it is important to position the model in a way such that the rotation axis is contained within the model.
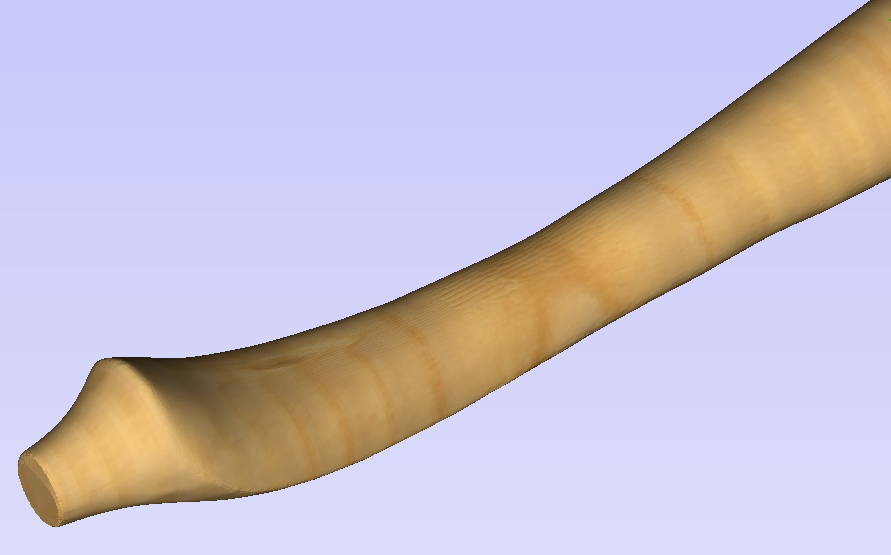
The last guiding element displayed by the software is the red half arrow on the side of the cylinder. This arrow is indicating the position that corresponds to the center of the wrapped dimension in the 2D view. In this example the model is orientated in such a way, that front of the leg would be placed on side of the 2D view, rather than centre. Thus it is better to rotate model so this arrow points to the front of the imported model.
The import tool provides a few ways of adjusting the model orientation. The most basic one is the Initial Orientation. This can be used to roughly align the model with the rotation axis. This can also be combined with the Rotation about Z Axis.In this example the tool chose Left with no rotation. In order to align the front of the leg with the red arrow, one could use the Front and -90 as the Rotation about Z Axis.
Once the initial orientation is decided, further adjustments can be made using the Interactive Rotation. The default option - XYZ View - disables the interactive rotation. That means that the 3D view can be twiddled with a mouse. Selecting other options enables the rotation around the specified axis.
In this example, instead of changing the initial orientation to align the front of the leg with the red arrow, one could select X Model option and rotate the piece manually. When selecting single axis rotation, the 3D view will be adjusted to show that axis pointing towards the screen. If any mistake is made, it is possible to undo rotation using Ctrl+ Z
Notice that whenever the part is rotated, it is always centered in the cylinder. In this example it is not desired, since we need the rotation axis to be contained within the model. In order to move the model in relation to the rotation axis, one can use the Rotation Axis Movement
Similarly to the previously described tool, when Rotation Axis Movement is set to Off, the 3D view can be panned
Correctly positioning the model for importing may require a combination of the Rotation Axis Movement and the Interactive Rotation to achieve desired results with models that bend. It is important to make sure that rotation axis is hidden in order to avoid distortion. However it is also desirable to have the rotation axis being in the center of each segment of the piece to ensure tool has angle close to the optimal during machining. Usually it is also useful to rotate the model in view around the axis after the adjustment, as this allows us to inspect the model from each side without the need to disable the Interactive Rotation before changing the viewing angle.
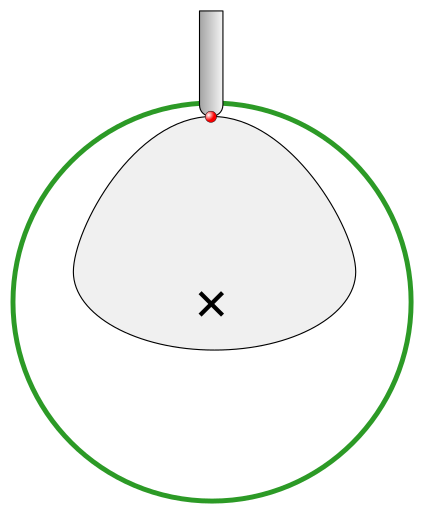
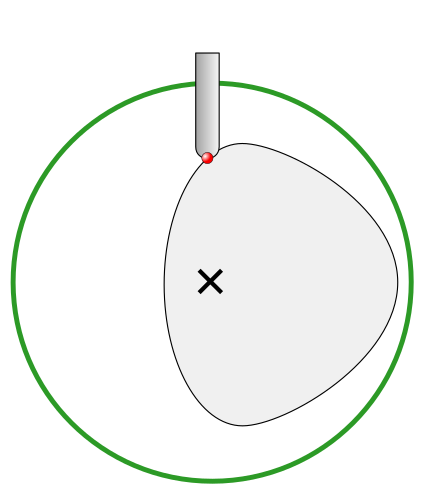
It is important to understand that Aspire does not support 4-axis machining. That means that while the machined piece can be rotated and tool moves along the rotation axis and in the Z direction, it is not possible to move the tool in the wrapped dimension and thus the tool is always above the rotation axis and cannot be moved to the side.
This limitation is shown below. The first picture presents correct machining of the point. If the tool moves to another location though, the angle will be incorrect and even worse, the tool side will be touching the stock.
Scaling imported model
Once model has been positioned as desired, its size can be taken into account.
By default the tool will assume that imported model is using the same units as the project. If that is not the case, model units can be switched. In this example project was set-up in inches, while imported model was designed in mm. After switching model becomes considerably smaller and a red cylinder, representing current material block is shown, as can be seen below.
At this point it is possible to specify the model size, in terms of diameter and length. This can be done manually by typing desired dimensions, or by fitting to material. If Lock ratio option is selected, the ratio between diameter and length is kept. One can also tick Resize material block option. If it is selected, the material block will be scaled to match current size of the model, after OK is clicked.
If it is desired to use model size as material block size, one can just make sure units are correct, then tick Resize material block option and press OK.
If it is desired for the model to fit material, one could click Scale model to fit material and tick Resize material block.
In this example model was fitted to material. Since in this case length of the piece is limiting factor and lock ratio is maintained, this results in model having considerably smaller diameter than material block. Hence Resize material block option was ticked.
Finishing import
After pressing OK the model will be imported as a component. It is possible to modify it as any other component or add pieces of decorative clipart onto its surface if desired.
It is important to keep in mind the distortion caused by the wrapping process. That means that wrapped toolpaths will match flat toolpaths only at the surface of the blank. The closer to the rotation axis (i.e. deeper) the toolpath is, the more it will be 'compressed'. This fact have a profound implication for 3D toolpaths. Consider the example shown below.
As can be seen if there is substantial difference in diameter in different parts of model, generating one 3D toolpath for whole model will result in wrapped toolpath being overly compressed. Thus it is usually better to create boundaries of regions with significantly different diameter and generate separate toolpaths using correct settings for each diameter.
Importing Flat Models
This section will present a process of importing Flat STL model into rotary project. Flat models are similar to decorative clipart pieces provided with Aspire and are supposed to be placed on the surface of modelled shape.
To start the importing process, use Import a Component or 3D Model tool from the Modelling tab
Make sure that Imported model type is set to Flat model
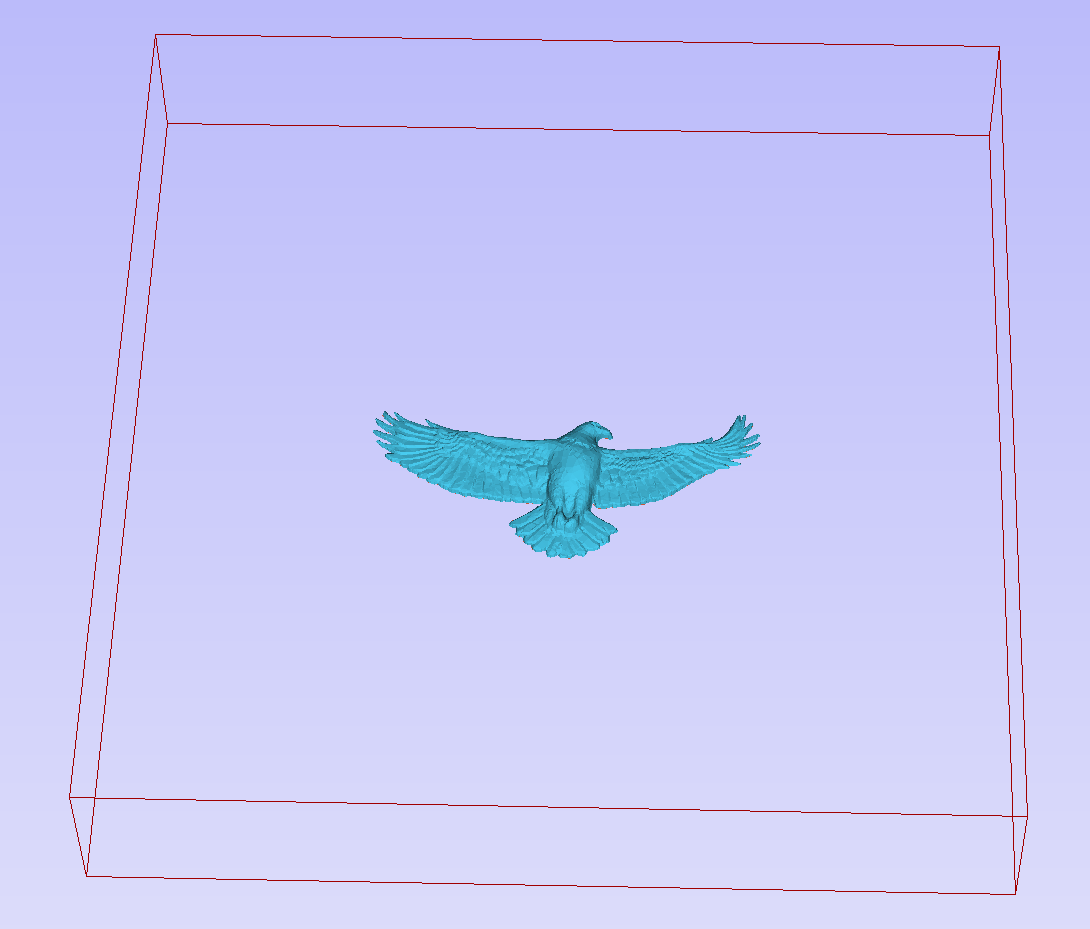
Again the first step is to select proper orientation of model. The tool will chose initial orientation and display model in the red material box. This box corresponds to the 'unwrapped' material block and its thickness is equal to half of the specified diameter of the blank.
If model is not oriented correctly, that is, does not lie flat on the bottom of the material box, as can be seen above, orientation have to be adjusted. To do that one can change Initial Orientation option and/or Rotation about Z Axis.
If the imported model is not aligned with any of the axes, it may be necessary to use Interactive Rotation. The default option - XYZ View - disables interactive rotation. That means that 3D view can be twiddled with a mouse. Selecting other options enables rotation around specified axis.
Each rotation can be undone by pressing Ctrl+ Z.
Once model is properly orientated, units conversion can be performed. By default the tool will assume that imported model is using the same units as the project. If that is not the case, model units can be switched.
There is also model scaling option included. When Lock ratio option is selected, the ratio between X, Y and Z lengths are kept. Note that once model is imported, it will be added to project as a component. Hence correct placement, rotation and sizing can be performed later, after model is imported.
If the project does not contain any models yet, following message will be displayed:

Typically you could simply click Yes.The more detailed explanation about modelling plane adjustment has been provided in Modelling 3D rotary projects
Simple Rotary Modelling using 2D Toolpaths
Creating vectors for a basic column
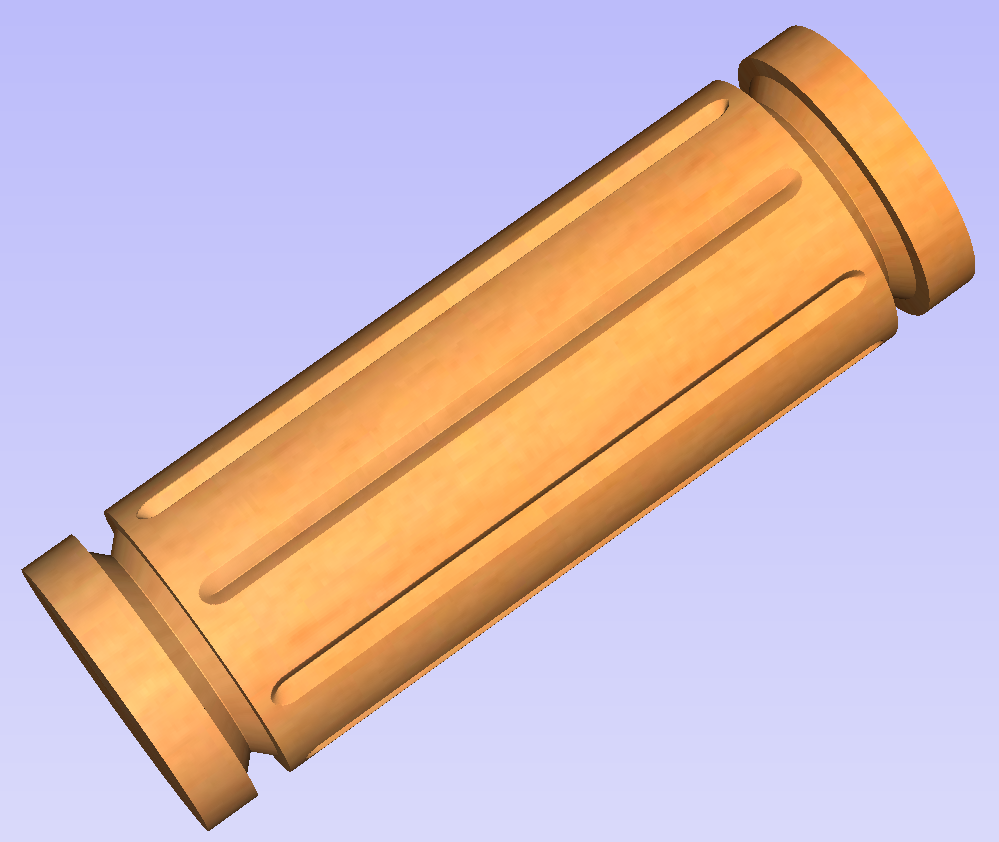
This section will show how to create a simple column, using the profile and fluting toolpaths.
Start by creating a new rotary job. Please note that settings shown here are only an example and should be adapted to match your machine setup and available material.
In this example the blank will rotate around X axis. We will refer to it as the rotation axis. The axis that will be wrapped is the Y axis. We will refer to it as the wrapped axis. That means that the top and bottom boundaries of the 2D workspace will actually coincide. We will refer to them as the wrapped boundaries.
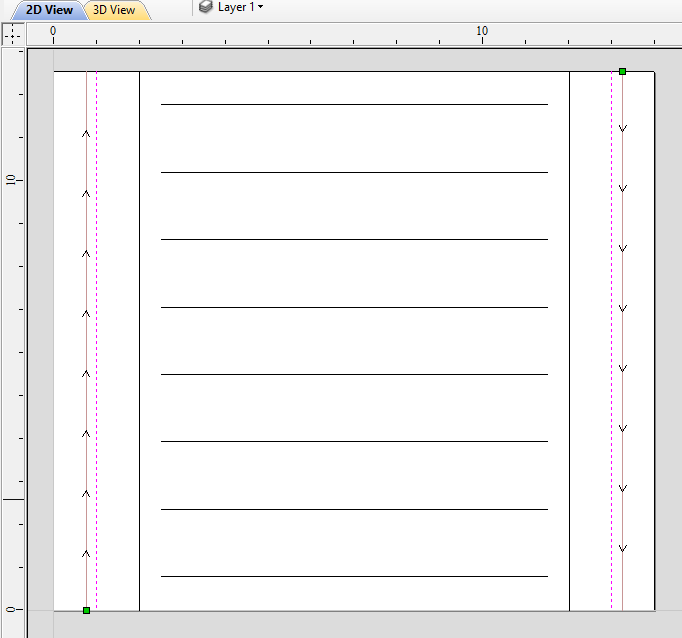
First, create the cove vectors using Draw Line/Polyline tool. Those will run along the wrapped axis at both ends of the design. Snapping may be useful to ensure that the created line starts and ends at the wrapped boundaries.
In this example the coves were placed 1 inch from the job boundaries, leaving 10 inches in the middle for the flutes. The flutes will run along rotation axis. Assuming 0.5 inch gap between the cove and the beginning of the flute, the flutes will have the length of 9 inches. This example will use 8 flutes.
To start, create a line parallel to rotation axis that is 9 inches long. Now select the created flute vector and then select one of the cove vectors while holding down Shift. Then use Copy Along Vectors tool to create 9 copies. The original flute vector may now be removed as it is no longer necessary. Note that first and last copy are both created on wrapped boundaries. That means they will coincide, so one of them can be removed. As the last step select all flute vectors and press F9 to place them in the center of design.
Creating rotary toolpaths
The process of creating 2D rotary toolpaths is very similar to creating toolpaths for Single- and Double- models. This example will use the profile toolpath on the cove vectors. To create the toolpath, select the cove vectors and click on the Profile Toolpath from
To create the toolpath for the flutes, select the flute vectors and click on the Fluting Toolpath. This Example used a 1 inch 90deg V-Bit set to Flute Depth 0.2 and using the Ramp at Start and End and Ramp Type Smooth options. Ramp length was set to 0.25 inches. Both toolpaths can be seen below.
Simulating and saving toolpaths
It is time to simulate toolpaths using Preview Toolpaths. If the option to animate the preview is selected, the simulation will be visualized in flat mode. Once the simulation is complete, the wrapped rotary view will be turned back on automatically.
Contrary to single- and double- sided simulation, rotary simulation is not 100% accurate. For example round holes will appear in rotary view as oval ones, but obviously will be round when part is actually machined.
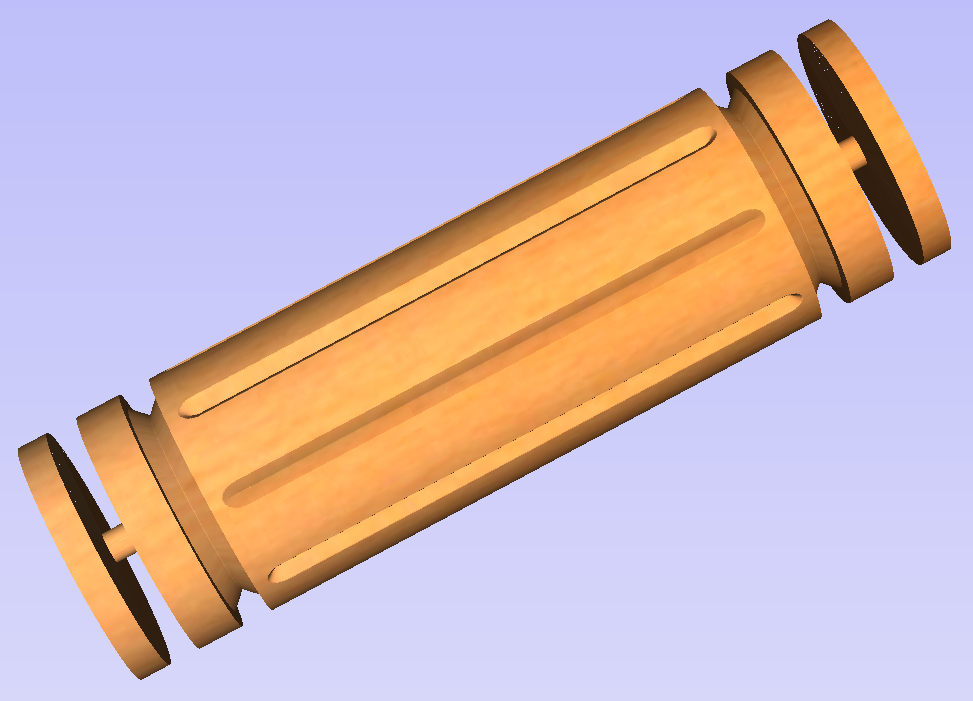
Although the design can be considered to be finished, in practice it is useful to be able to cut-out the remaining stock. This can be realized by making the design slightly longer and adding profile cuts. In this example the blank length was extended by 2 inches using the Job Setup . Existing vectors can be recentered using F9. After that the existing toolpaths have to be recalculated.
The cut-out vectors can be created in the same way as cove vectors. Two extra profiling toolpaths can be created using the suitable End Mill. In this example we used a tab with a 0.5 inch diameter. In order to achieve that, the user can type the following in the Cut Depth box: z-0.25 and then press = and the software will substitute the result of the calculation. Variable 'z' used in the formula will be substituted by the radius of the blank automatically by software. It is also important to specify Machine Vectors Outside/Right or Machine Vectors Inside/Left as appropriate. Cutout toolpaths and the resulting simulation has been shown below.
The final step is to save the toolpaths in a format acceptable by your machine. Use the Save Toolpaths and select the wrapped post-processor matching your machine.
Note
Tools and values presented in this example are for illustrative purposes only. Size of tools, feed rate, tabs diameter etc. have to be adapted to the material and machine used to ensure safe and accurate machining.
Spiral toolpaths
This section will explain how to create and simulate spiral toolpaths.
One way of thinking about spiral toolpaths is to imagine a long, narrow strip of fabric. Such a strip can be wrapped around a roll at a certain angle. In order to create a toolpath that wraps around the blank multiple times, one can create a long vector at a certain angle. Such a vector is an equivalent to the strip of fabric when it is unwrapped from the roll.
Although such a toolpath will exceed the 2D workspace of the rotary job, thanks to the wrapping process during both simulation and machining the toolpath will actually stay within material boundaries.
The most crucial part of designing spiral vectors is to determine the right angle and length of the line that would result in a given number of wraps. Suppose one would like to modify a simple column design to use spiral flutes, rather than parallel to rotation axis. The following example will use flutes wrapping 3 times each, but the method can be adapted to any other number.
All but one of the existing flute vectors can be removed. Select the Draw Line/Polyline and start a new line by clicking at one end of the existing flute. This line needs to be made along the wrapped axis with the length being 3 times the circumference of the job. In this example that means typing 90 into the Angle box and typing y * 3 into the Length box and pressing =. If the wrapped axis is not the Y axis, but rather the X axis, then the above formula should be x * 3.
Now one can simply draw a line connecting to the other end of the original flute vector and the newly created one. Using Copy Along Vectors tool this single flute may be copied in the way described earlier. In this example 4 spiral flutes were created, as can be seen below.
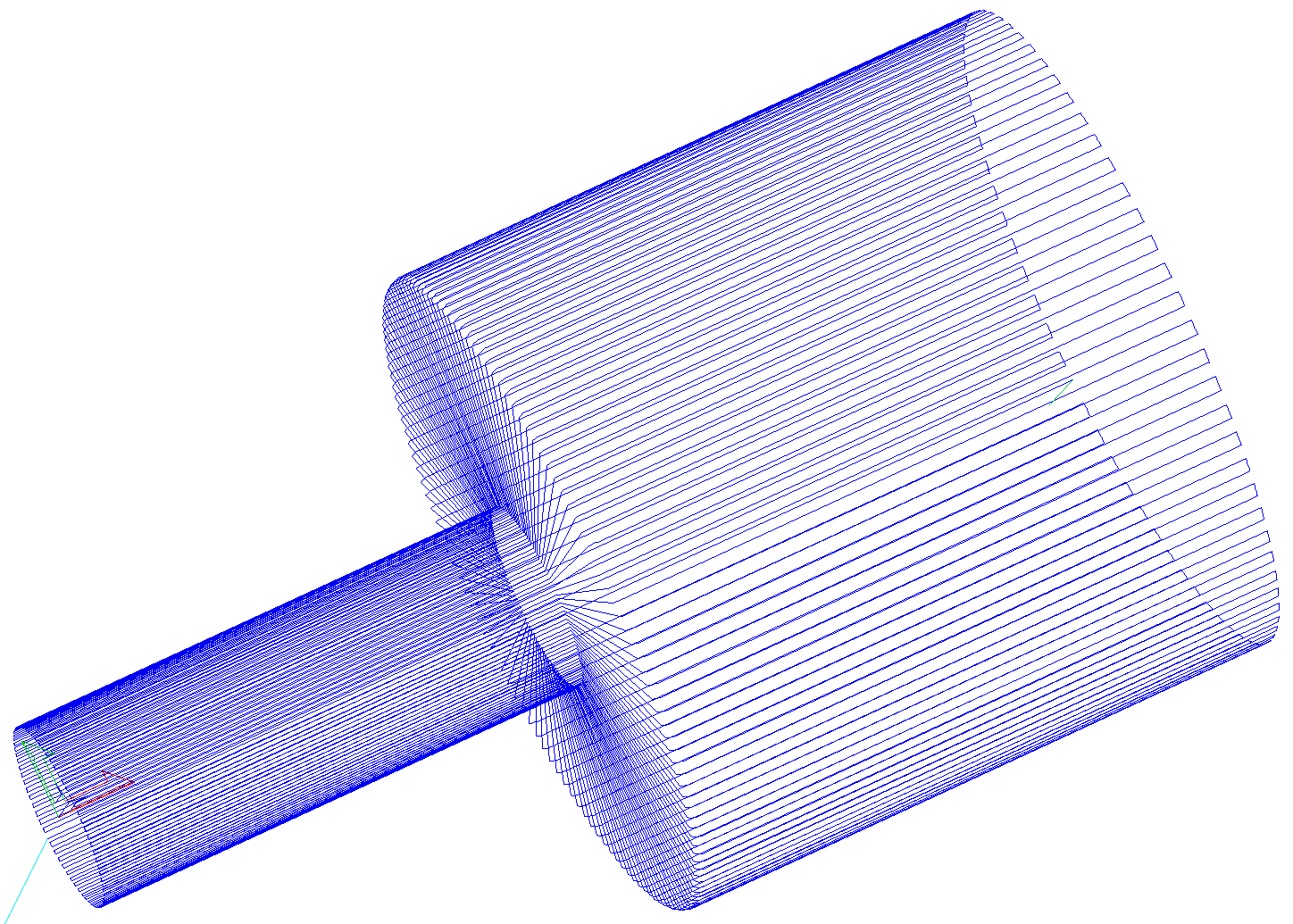
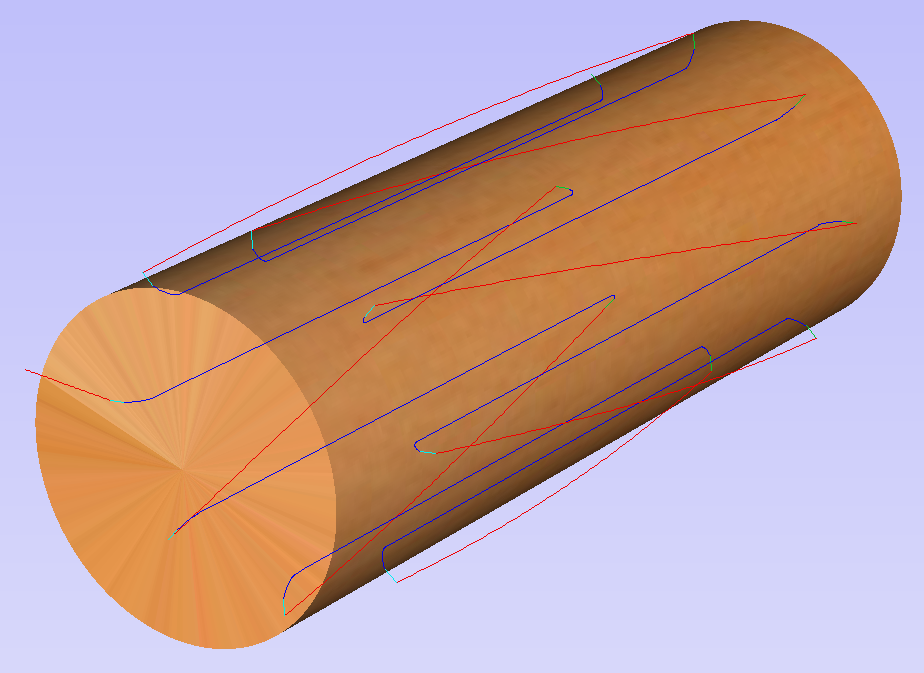
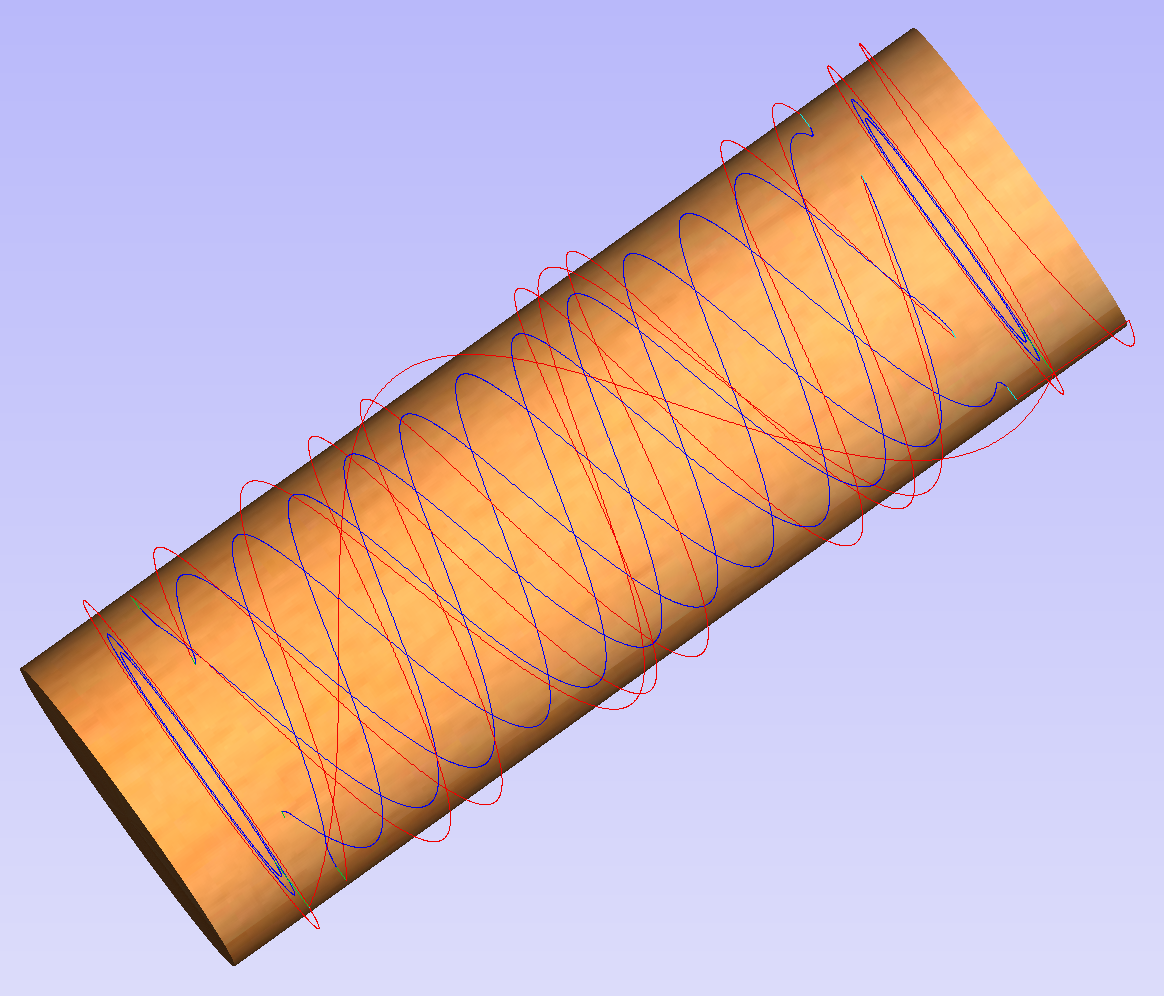
Once the flute vectors are ready, the toolpath can be created again using the Fluting Toolpath. An important thing to note, is the difference between the appearance of spiral toolpaths in the wrapped and flat view. By clicking on Auto Wrapping one can switch from wrapped rotary view to flat view and back again.
As can be seen above, in the flat view the toolpaths will follow the vectors and extend beyond the job boundaries. On the other hand the wrapped view, presented below, will display the toolpaths spiralling around the blank.
This was just a brief overview of general 2D workflow for rotary machining. Remember to also take a look at video tutorials dedicated to rotary machining, which are accessible from the Tutorial Video Browser link when the application first starts.
Modelling 3D Rotary Projects
Elaborating 2D designs with 3D clipart pieces
This section will present how to add 3D clipart to basic fluted column presented in Simple rotary modelling using 2D toolpaths.
A simple way to start with 3D rotary models is to use add pieces of decorative clipart that is provided with Aspire. This process is very similar to adding clipart to single- or double- sided project, however there are some additional considerations that are specific to wrapped rotary machining.
To start, switch to the Clipart tab. Then choose a piece of clipart and drag and drop it into the workspace. Aspire will show following message:
To understand this message, we need to consider the flat view of our model, after importing the clipart. Flat view can be accessed by clicking Auto Wrapping button.
As can be seen, the model contains only the selected decorative piece on the flat plane. Although the column is obviously a cylindrical solid, so far we only used 2D toolpaths to carve details on the surface of cylinder. So the fact that machined piece is a cylindrical solid, derives only from fact that the blank is a cylindrical solid itself. Aspire allows the 3D model to also describe a solid body.
In this example the intent is to only place a decorative piece on the surface, rather than define body of the column. Aspire can see that we did not model a body and we are placing a piece of clipart, that is likely to be placed at the surface. By responding 'Yes' to the message we can confirm that it is our intent to use the component to decorate a surface.
Note
The above message is only displayed when the 3D model is empty. Regardless of user choice, this message will not be displayed again for this project.
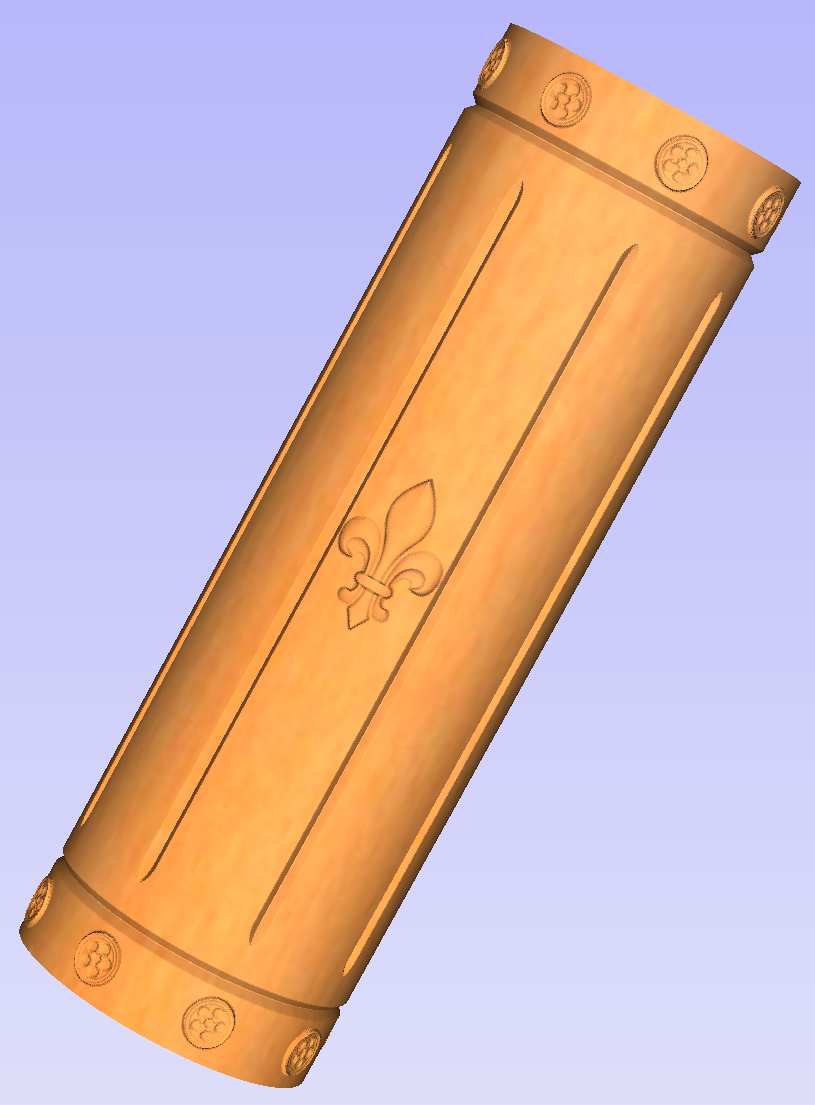
More clipart can be placed as desired. Then the 3D view can be inspected. Once design is finished it is time to create toolpaths. In order to create 3D roughing toolpath, use 3D Rough Toolpath. Then create 3D finishing toolpath, using 3D Finish Toolpath. Select settings that are most appropriate for given application, while remembering which axis is rotating. The choice of axis may be particularly important if rotation axis speed is slower than linear axis.
In this example the decorative clipart that was added was not recessed. That means that after 3D machining the flat areas around clipart will be recessed due to clipart 'standing out' of the flat surface. Therefore existing 2D toolpaths needs to be projected. This can be accomplished by selecting Project toolpath onto 3D model option and recalculating the toolpaths.
Making a tapered column

This section will explain how to make a tapered column by modifying the basic design from previous section.
So far only the surface details were modelled. In order to make a tapered shape, we need to model 'body' of the shape in addition to surface details. For that purpose, zero plane component can be used. It is added automatically for rotary jobs.
Double-click zero plane component to open Component Properties. Enter 0.8 in the Base Height box. Select Tilt option. Click Set button in Tilt section, then switch to 2D view and then click in the middle left and then in the middle right. Set angle to 3 degrees.
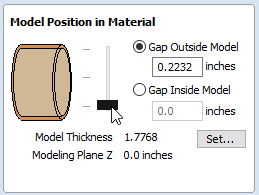
Since the modelling plane was adjusted for placing component on the surface, it needs to be adjusted again, so the component body is not 'inflated'. To do that open Material Setup form. Adjust modelling plane by moving slider down, until Gap Inside Model is 0.
After modelling a tapered shape, the 3D model of column will have a desired shape. However clipart pieces in the narrower parts have been distorted, as can be seen below. To fix that, one need to stretch the components in the wrapped dimension, to compensate for distortion.
The distortion that has been demonstrated above, applies also to toolpaths. That means that wrapped toolpaths will match flat toolpaths only at the surface of the blank. The closer to the rotation axis (i.e. deeper) the toolpath is, the more it will be 'compressed'. This fact have a profound implication for 3D toolpaths. Consider the example shown below.
As can be seen if there is substantial difference in diameter in different parts of model, generating one 3D toolpath for whole model will result in wrapped toolpath being overly compressed. Thus it is usually better to create boundaries of regions with significantly different diameter and generate separate toolpaths using correct settings for each diameter.
Modelling turned shapes
This section will present a basic technique for creating turned shapes.
Modelling turned shapes is quite easy. It requires a vector representing a profile of the desired shape and a Two Rail Sweep tool.
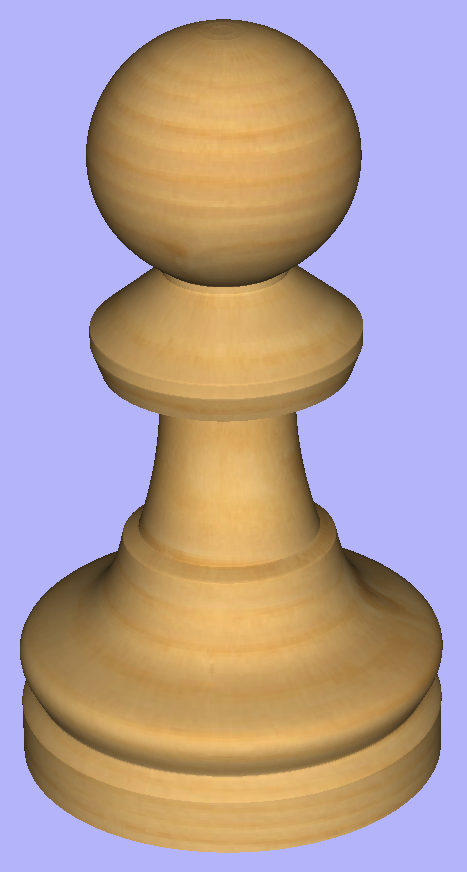
To start, create a new rotary job. Then either draw a profile using available drawing tools or import profile vector. This example used a chess pawn profile, as can be seen below.
Open the Two Rail Sweep tool. When the rotary job is created, the software inserts a special layer called '2Rail Sweep Rails'. It contains two blue lines on the sides of the job, that are perpendicular to the rotation axis.
Select both of those rails and click Use Selection button. The rails will be highlighted. Then select the profile vector and click apply. Inspect the 3D view to verify the results.
Modelling cross section

This section will explain how to model desired shape using Vector Unwrapper.
Vector Unwrapper is useful when rather than modelling a profile along the rotation axis, it is more intuitive to specify desired cross section. The tool transforms a vector, representing a cross section, into a profile vector that can be subsequently used with Two Rail Sweep tool.
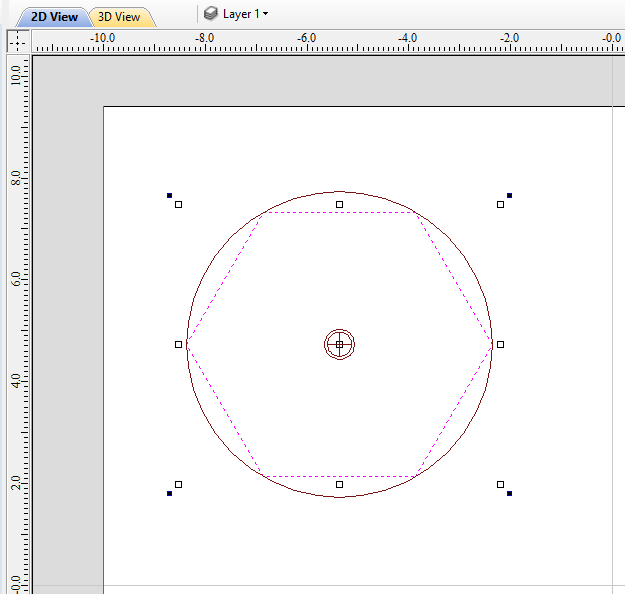
Suppose we would like to create a hexagonal-shaped column. Let's start by creating a new rotary job. In this example job has a diameter of 6 inches and is 20 inches long. X axis is the rotation axis and Z origin has been placed on the cylinder axis.
We need to create a hexagon using Draw Polygon tool. This vector will serve as a cross section and can be placed anywhere in the 2D view. In this example the material block diameter is 6 inches, so the radius of the shape cannot exceed 3 inches.
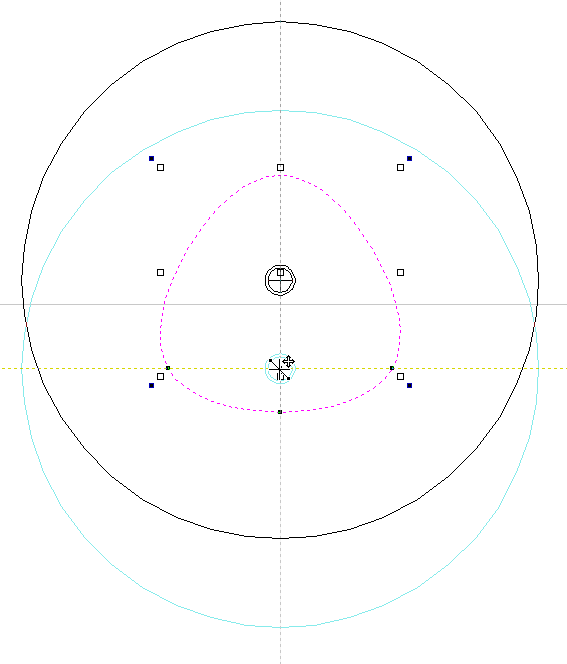
When the shape is created, select it and open Vector Unwrapper. The tool will display a cross hair in place where the rotation axis is crossing the profile and a circle with the diameter of the material block. This will help you determine whether the shape with such cross profile will fit in current material block.
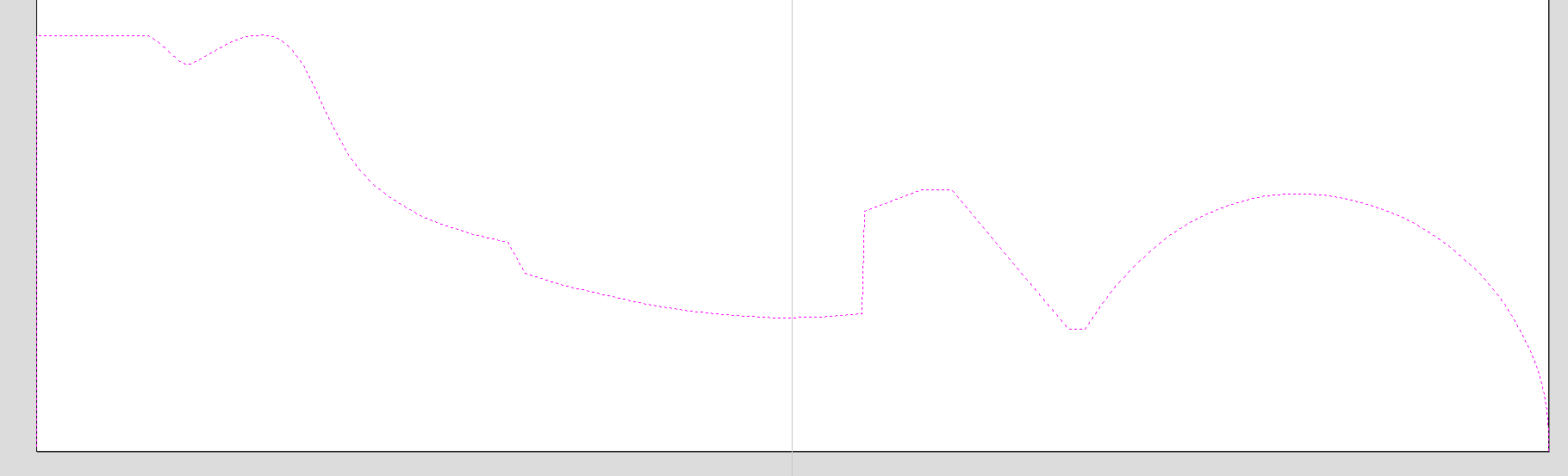
In this example, Use Center of contour option was used. That means that rotation axis will be placed in the centre of vector's bounding box. One can also tick Simplify unwrapped vectors option to fit bezier curves, instead of using series of very short line segments. After apply is pressed, the unwrapped version of the selected cross section will be created, as have been shown below.
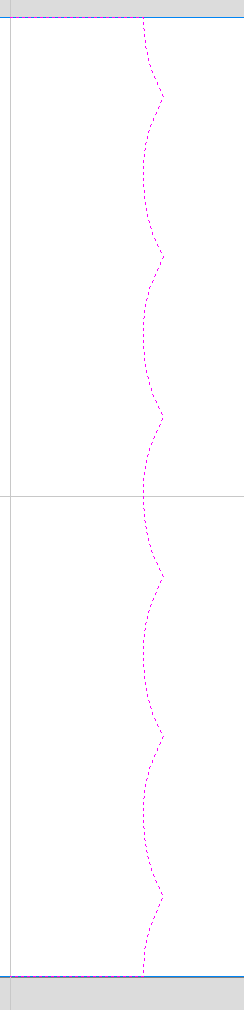
This example shows the unwrapped vector for a cylinder rotating around the X axis. If your rotary axis is aligned along Y the unwrapped vector will be horizontal. It is worth noting that unwrapped profile have 'legs' on each end. Those are needed to ensure that correct height will be used in the next step.
The tool automatically creates layer called 'Unwrapped Vectors Drive Rails' on which it places two blue line vectors on job sides, parallel to the rotation axis. In order to extrude the profile, open the Two Rail Sweep tool. Then select top and then bottom rail (left and right when Y axis is rotation axis) and confirm selection by clicking Use Selection button. Rails will become highlighted. Now click on unwrapped vector and press apply. The 3D view will show a hexagonal column, that can be seen at the beginning of this section.
Modeling Plane
The desired cross-section will only be achieved if modelling plane is positioned in cylinder centre. That means that Gap Inside Model is reported as 0 in Material Setup form. Otherwise the resulting model will have incorrect diameter and the cross section will become rounded.
Vector unwrapper is not restricted to simple shapes. In principle it is always possible to use convex shapes and certain concave shapes. The example below shows a heart profile unwrapped.
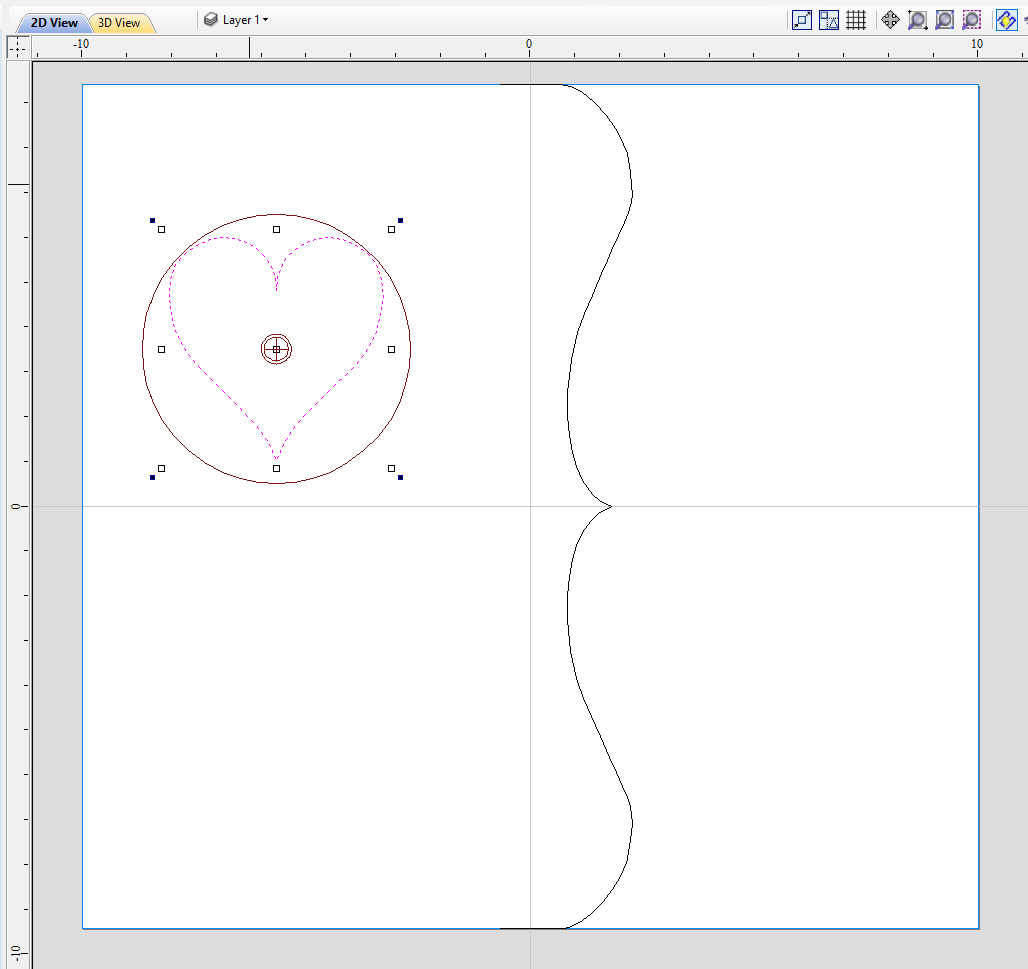
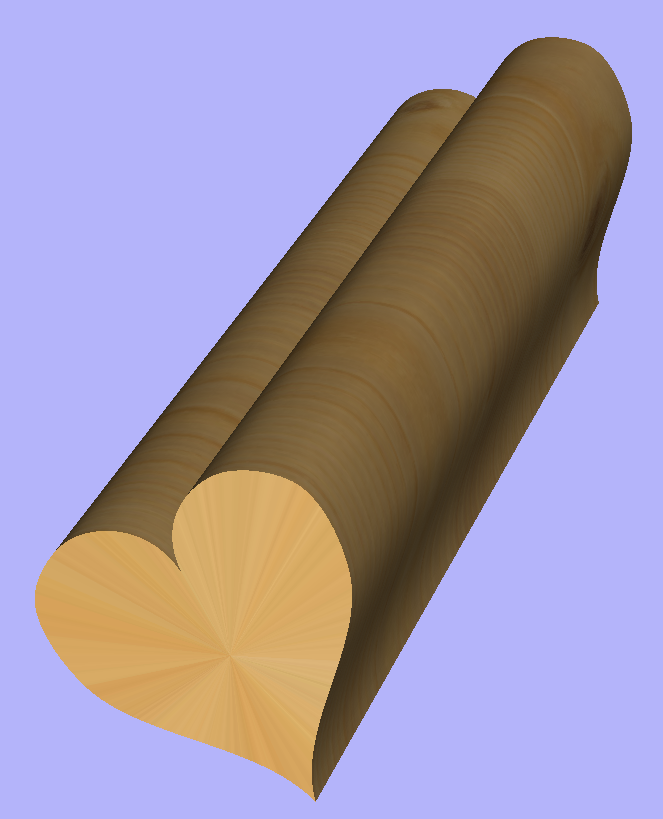
If cross section in question is concave, one could imagine straight line starting in the center of the shape and touching a point on the boundary. If the second points keeps travelling along the boundary and each line is not crossing another point on the boundary, then it is possible to use this cross section. If the line does cross more than one point on the boundary, this part of the cross section will not be represented correctly.
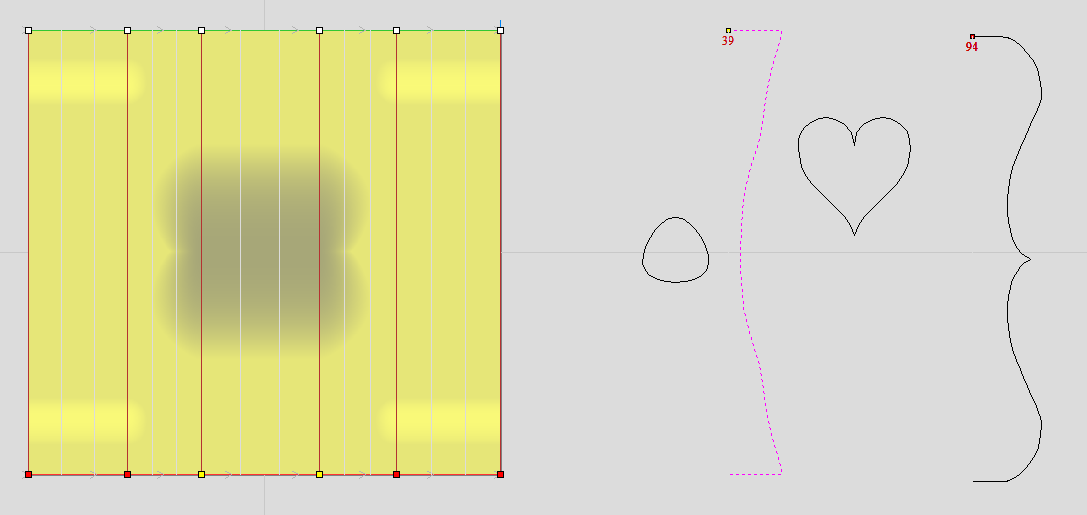
All the examples so far used a single cross section. However it is also possible to use multiple cross sections.
Let's take another cross section and open Vector Unwrapper. Then drag the rotation axis handle a bit down from the center. If snapping is enabled, it can be used to help position the rotation center, as can be seen below.
Once we have another unwrapped cross section, it is possible to use both during Two Rail Sweep. For example unwrapped heart profile can be placed twice on the left and twice on the right. The second unwrapped profile can be placed twice in the middle. Such arrangement may result in shape morphing, as can be seen below.
Advanced Modelling of 3D Rotary Projects
Modelling 3D spiral features

In this section we will show how to use level-wrapping feature to wrap a design in spiral manner around a column.
The workflow for creating spiral toolpaths has been presented in Simple rotary modelling using 2D toolpaths chapter. The basic idea involved creating a line at a proper angle to the rotation axis, that exceeded the 2D boundaries. When 2D toolpath is created based on such a line, it will be wrapped around material cylinder, creating a spiral.
This guide will build on that basic idea. The task is to create a horizontal strip with desired pattern and then wrap it like a ribbon around the cylinder.
To help with that task, it is important to create some helpful vectors first. We need to create lines, that will become boundaries of our strip. In this example the strip was being wrapped four times around full length of material. This example assumes that rotation axis is parallel to X axis.
To start, select Draw Line/Polyline tool and draw a horizontal line at the bottom of the job from left to right. If it is desired for the spiral pattern to only fill part of the cylinder length, this horizontal line should be drawn only in th desired location. While the drawing tool is still active, type 90 into Angle box and type y * 4 into Length box and pressing =. We used y * 4 formula so the strip will wrap 4 times. Then press Add button to add a vertical segment.
Now, start a new line that connects the horizontal and vertical lines, forming a triangle. Once this line is created, horizontal and vertical lines can be removed.
The line that we just created will form a bottom of the strip. Now copy this line and place line so its bottom left end coincides with top left corner of 2D job. This line will form a top of the strip. Then make another copy and place it in the middle. This middle line will be used later to position our design within strip. All three lines have been shown below.
Next step is to find out the required length and width of the strip. We will need a few extra vectors to accomplish that.
Let's copy one of the created three lines and rotate by 90 degrees, to get a line that is perpendicular to the strip. Then place it in such way so it crosses the strip. This will help us measure the width.
Then copy the perpendicular line and place it so it touches the top line. Then extend the bottom line, until it crosses the perpendicular line we just added. This will help us measure the length of the strip.
Easiest way to achieve that, is to create a textured component. To do that, select the design in the component tree and activate the Create Texture Area tool. This example used the default settings of the tool. The tool will create a new component that will fill the whole 2D job boundaries. The component itself will be filled with the design in tiled manner. Now use Set Size tool to resize textured component to match the strip size.
Now the component have to be rotated and moved to fit between the lines be have drawn at the beginning. This process can be made easier by utilizing Copy Along Vectors tool. To proceed, activate the tool and select the textured component first, then select the middle line in the strip while holding Shift. Make sure that Align objects to curveoption is selected and use Number of copies option. Since our strip has already have a correct size, we only need one copy. However the tool would place the middle of our component at the beginning of the line only. If enter 3 as the number of copies, then the tool will place two copies of component at each end and in the middle. Afterwards copies at the ends can be simply deleted. The picture below shows the strip in the 3D view after being correctly positioned.


As can be seen, the strip disappears as soon as it leaves the material boundaries. In order to make it wrap around, we need to create a new level in the component tree and move the texture component into it. Then right click on the newly created level and right click. From the pop-up menu select wrapping. After that wrapping will occur.
Note:
Wrapping can be enabled on any level in component tree and combined with mirror mode. If the level wraps on itself, then intersecting areas will be merged regardless of level's combine mode. If it is desired to create e.g. a woven pattern, then place left-hand spiralled component and right-hand spiralled components in different separate levels, both with wrapping enabled.
The last step is to make column endings. For that purpose third level was created, with Combine Mode set to Merge. This way the spiral pattern will be 'hidden' at the ends. A circular 3D tab clipart was placed at each end, and stretch vertically to match the job boundaries.
Modelling twisted shapes
This section will show how to create twisted shapes, using combination of level-wrapping and Vector Unwrapper tool.
In this example a new rotary job was created, with diameter of 6 inches and length of 20 inches, rotating around X axis. To start, we need a cross-section vector. In this example a 5-armed star was used. To create a star, we can use Draw Star tool. This example used Outer Radius of 3 inches, to match the radius of the material.
The next step is to unwrap the cross section. In the case of star however, the center is not the same as center of star's bounding box. To find the real center, one can draw line from two of the star corners. Then open Vector Unwrapper and select the star. Then drag rotation center and snap it to the intersection of the lines, as can be seen below.
Once the star is unwrapped, we need to create rails, that will make spiral when wrapped. To do that, select Draw Line/Polyline tool and draw a horizontal line at the bottom of the job from left to right. While the drawing tool is still active, type 90 into Angle box and type y * 2 into Length box and pressing =. We used y * 2 formula so the star will make 2 revolutions Then press Add button to add a vertical segment. Finally, start a new line that connects the horizontal and vertical lines, forming a triangle. Once this line is created, horizontal and vertical lines can be removed.
Next step is to copy the line and place it so its bottom left end coincides with top left corner of 2D job.
Once the the rails are ready, one could use a Two Rails Sweep tool. However, since rails exceeds the 2D job boundaries, the created sweep will be cropped as soon as those boundaries are exceeded.
To overcome that, select both rails, open Draw Rectangle tool and press Create. This will create a bounding box containing the rails. Now, write done the size of the box and save current project. Then create a new single-sided project with the slightly bigger than the bounding box. Use Import Vectors option from the main menu and select previously selected file. Now select the rails and press F9 to center them.
Now use Two Rail Sweep tool. When component is ready, save the file.
Now re-open the original rotary project. Use Import Component and select single-sided project created in the step above. Move the component to the desired location. Then, create new level, move the component there and enable wrapping.
Using single-sided modelling tools
This section will present how to use single-sided modelling techniques in rotary projects.
Users familiar with modelling techniques used in single-sided projects may find them more convenient for modelling certain shapes. This example uses two vectors, representing side cross section of the table leg and a few of half cross sections for different parts of the table leg. Those vectors are presented below.
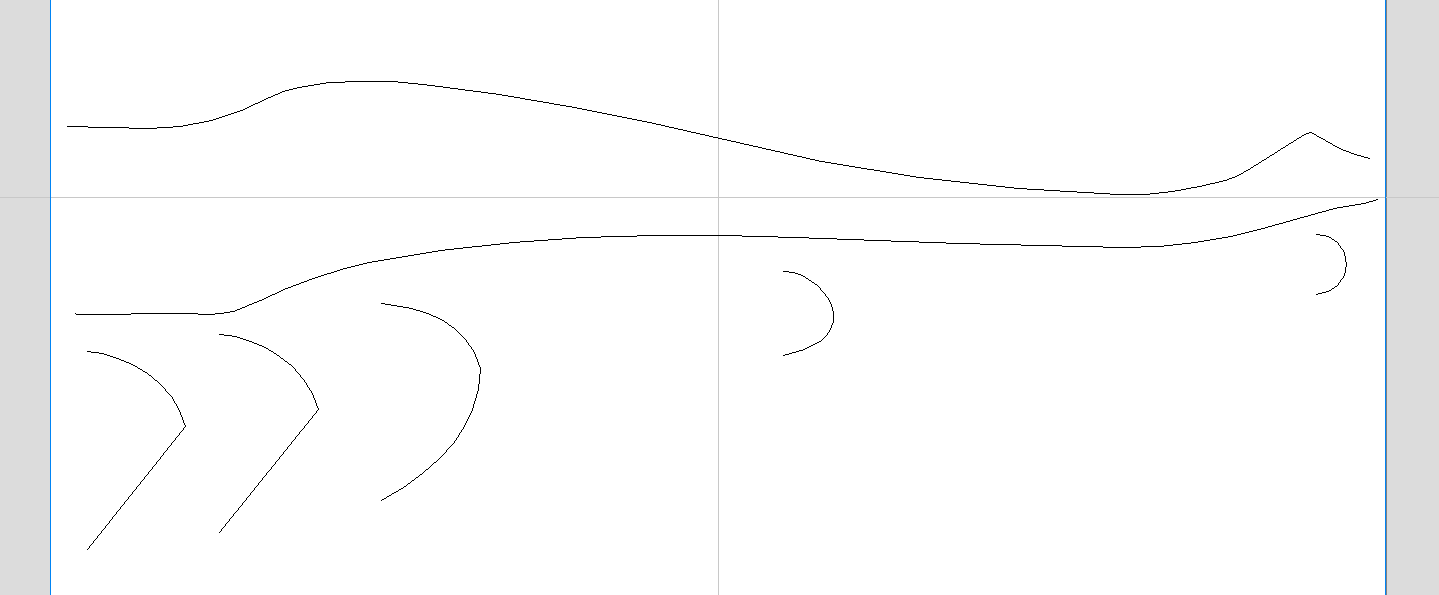
One can simply treat side cross section as rails and use Two Rail Sweep tool, placing half cross sections at appropriate locations. This way half of the leg can be modelled very quickly, with the result that can be seen below (using flat 3D view).
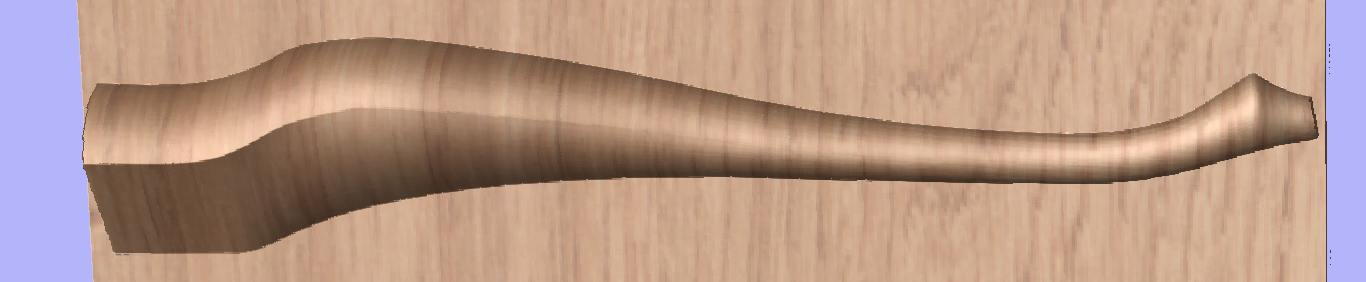
In order to use the created model in rotary project, we need to export and then import it back. Although it is possible to do this with two sessions of Aspire, it can also be done within a single session with rotary project. To export the leg model, make sure no other components are visible (including the automatically added zero plane) and open Export Model tool while holding down Shift. Pressing Shift allows to open the export tool in single-sided, rather than rotary mode.
Since half of the leg was modelled, Close with inverted front option was used. The resulting STL mesh can be seen below.
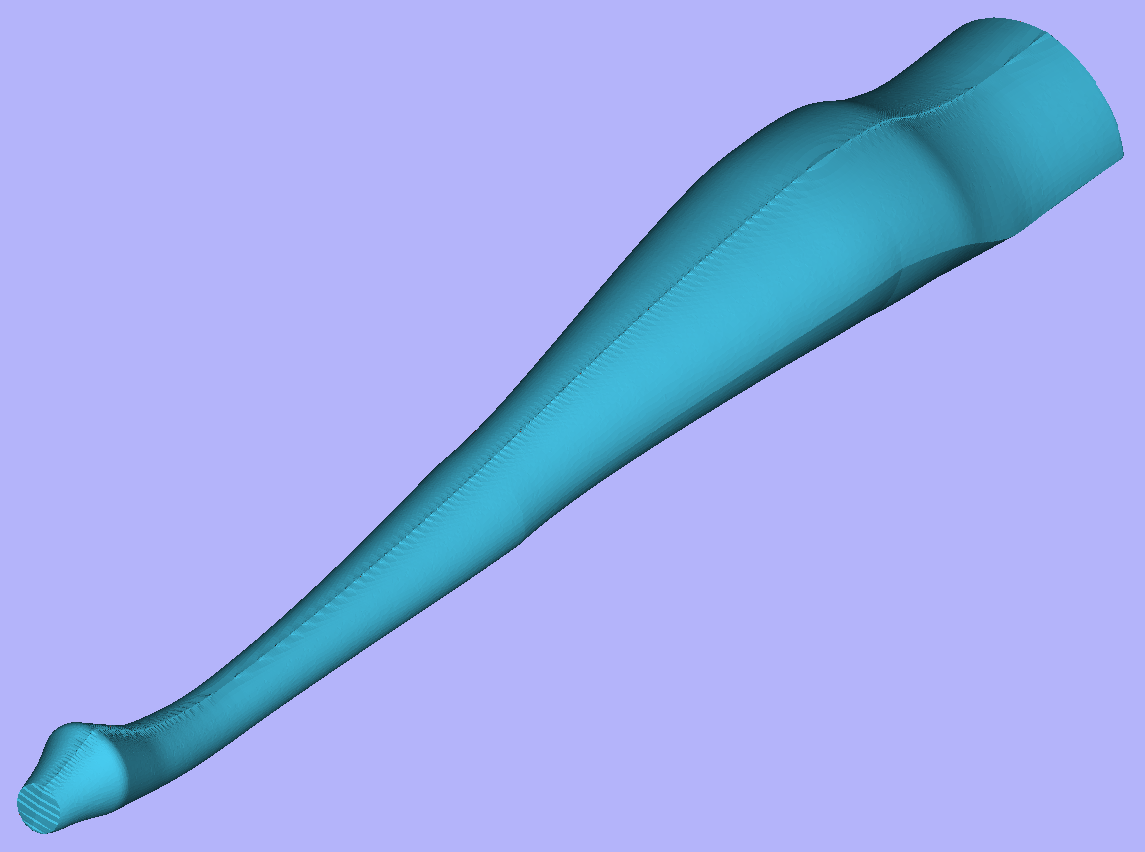
Once component is exported, it can be re-imported as Full 3D model. The model wil have a seam, in the place were two halfs were merged. This can be removed using smoothing function of Sculpting tool.
Modifica del Post Processor
Cosa fa il Post Processor?
Il Post Processor è la sezione del programma che converte le coordinate XYZ, in modo che l’utensile si muova secondo un formato idoneo a un particolare router o utensile di macchina. Questo documento spiega come creare e modificare i file di configurazione che personalizzano l’emissione del programma, sulla base di un comando specifico della macchina.
Qui di seguito sono indicate le sezioni di un programma tipico soggetto a Post Processor in Codice G e HPGL
Emissione in Codice G
T1 M6
G17
G0 Z4.5000
G0 X0.0000 Y0.0000 S12000 M3
G0 X2.4567 Y7.8342 Z0.2500
G1 Z-0.0500 F5.0
G3 X3.3784 Y8.7559 I0.0000 J0.9218 F66.0
G3 X2.4567 Y9.6777 I-0.9218 J0.0000
G3 X1.5349 Y8.7559 I0.0000 J-0.9218
HPGL Output
IN;PA;
PU2496,7960;
PD2496,7960;
AA2496,8896,90.000
AA2496,8896,90.000
AA2496,8896,90.000
AA2496,8896,90.000
PU2496,7960;
PU2496,6096;
Spesso i produttori dei controller personalizzano il formato file necessario per l'esecuzione dei programmi su una data macchina, al fine di ottimizzare il controllo sulla base delle caratteristiche individuali della stessa.
Il Post Processor Vectric si avvale di file di configurazione basati su testo semplici, per consentire all’utente di personalizzare un file di configurazione, se lo desidera.
Sezioni del Post Processor
I Post Processor Vectric sono suddivisi in sezioni, ai fini della chiarezza. Provare a scrivere i Post Processor in modo simile, onde favorire il debugging.
Commenti sul file
Una sezione in cui è possibile descrivere il Post Processor e registrare le modifiche allo stesso; ogni riga è un commento e inizia con un carattere “+” o “|”.
+ History
+ Who When What
+ ======== ========== ===========================
+ Tony 14/07/2006 Written
+ Mark 26/08/2008 Combined ATC commands, stop spindle on TC
+================================================
Dichiarazioni sui file globali
Le dichiarazioni sono degli elementi usati una sola volta, o che hanno valori statici in tutto il file. Scrivere i nomi delle dichiarazioni in maiuscolo per maggiore chiarezza.
Dichiarazione | Risultato |
|---|---|
| Il nome che sarà visualizzato nell’elenco dei Post Processor |
| L’estensione che sarà assegnata al file |
| L’unità di emissione del file (POLLICI o MM) |
| Il produttore dell’utensile della macchina ha fornito un driver (in genere un driver della stampante) in grado di accedere direttamente al file NC emesso (ad esempio, vedere Generic HPCL_Arcs.pp) |
| Indica che i movimenti di affondamento fino all’altezza di affondamento (Z2) (specificata nel modulo Impostazione materiale) sono movimenti rapidi |
| Il software di controllo usa un’interfaccia documento in grado accettare direttamente il file NC emesso. |
| Gli spostamenti nell’asse Y devono essere adagiati attorno a un cilindro del diametro specificato. I valori “Y” saranno emessi come “A” |
| Gli spostamenti nell’asse X devono essere adagiati attorno a un cilindro del diametro specificato. I valori “X” saranno emessi come “B” |
| La velocità del mandrino per la macchina è emessa come un intervallo di numeri interi compresi tra 1 e 15 che rappresentano la velocità effettiva in giri/min. del mandrino (tra 4.500 e 15.000 giri/min. nell’esempio fornito). Per un esempio vedere il file: Roland_MDX-40_mm.pp |
|
Supporto di suddivisione del nastro
Una sezione che descrive la modalità di suddivisione di un percorso utensile lungo:
TAPE_SPLITTING=MAX_NUM_LINES LINE_TOL "FILENAME_FORMAT" START_INDEX INDEX_ON_FIRST_FILE
Per esempio, un comando di:
TAPLE_SPLITTING=1000 100 "%s_%s.tap" 1 "YES"
L’emissione da suddividere in diversi file di massimo 1.000 righe (+ tuttavia, molte righe appartengono alla sezione del piè di pagine del Post Processor); se è presente un movimento di ritrazione dopo la riga 900 (1000 - 100), il file sarà diviso in tale movimento. Se il file è stato denominato “toolpath”, i file divisi saranno nominati toolpath_1.tap, toolpath_2.tap ecc. Il primo percorso utensile emesso sarà “ toolpath_ 1.tap"; non saranno emessi file denominati “toolpath” senza un numero indice (in quanto si usa INDEX_ON_FIRST_FILE= YES), a meno che il file non contenga meno di 1.000 righe, nel caso non sarebbe diviso.
Nota
Alcuni controller che necessitano della divisione dei file NC contengono anche limitazioni sul numero di caratteri di un nome file. Ad esempio, possono necessitare che il file sia nominato secondo il formato di denominazione file MSDOS style 8.3. Occorre tenere presente tale fatto quando si assegna un nome al file emesso.
Caratteri di terminazione di una riga
LINE_ENDING="[13][12]"
Valori decimali dei caratteri aggiunti a ogni riga separata del file elaborato con il Post Processor (Sarà visivamente [13][10]) (Ritorno a capo, avanzamento riga) per ogni controller in grado di leggere un file di testo in formato Windows o MSDOS.
Numerazione blocchi
Se si desidera aggiungere numeri di riga al file emesso, il numero della riga corrente sarà aggiunto con la variabile [N]. Il comportamento di tale variabile è controllato dalle seguenti variabili:
Dichiarazione | Risultato |
|---|---|
| Valore in cui deve iniziare la numerazione delle righe |
| Valore incrementale tra i numeri di riga |
| Il numero massimo di righe da emettere, prima di tornare nuovamente al valore Importante - Alcuni controller hanno un limite sul numero di righe che è possibile visualizzare sul comando |
Variabili
Variable Name | Output using | Value | Example File |
|---|---|---|---|
|
| Current Feed Rate. | Mach2_3_ATC_Arcs_inch.pp |
|
| Current Cut Feed Rate. | CNCShark-USB_Arcs_inch.pp |
|
| Current Plunge Feed Rate. | CNCShark-USB_Arcs_inch.pp |
|
| Current Spindle Speed in R.P.M. | GCode_arc_inch.pp |
|
| Current power setting for jet-based tools (e.g. lasers) | grbl_mm.pp |
|
| Current Tool Number. | Mach2_3_ATC_Arcs_inch.pp |
|
| Previous Tool Number. | NC-Easy.pp |
|
| Line Number. | Mach2_3_ATC_Arcs_inch.pp |
|
| Name of Current Tool. | MaxNC_inch.pp |
|
| Text from Note field in ToolDB for current tool | Busellato_Jet3006_arc_inch.pp |
|
| Name of Current Toolpath. | Viccam_ATC_Arcs_inch.pp |
|
| Filename (Produced by “Save Toolpath(s)”). | ez-Router_inch.pp |
|
| Folder Toolpath File was saved to. | Woodp_arc_mm.pp |
|
| Toolpath File Extension. | TekcelE_Arc_ATC_3D.pp |
|
| Toolpath Folder Pathname. | WinPC-NC_ATC_Arcs_mm.pp |
|
| Current coordinate of tool position in X axis. | GCode_arc_inch.pp |
|
| Current coordinate of tool position in Y axis. | GCode_arc_inch.pp |
|
| Current coordinate of tool position in Z axis. | GCode_arc_inch.pp |
|
| Current coordinate of tool position in A axis. | |
|
| Arc centre in X Axis (relative to last X,Y position). | Mach2_3_ATC_Arcs_inch.pp |
|
| Arc centre in Y Axis (relative to last X,Y position). | Mach2_3_ATC_Arcs_inch.pp |
|
| Arc centre in X Axis (absolute coordinates). | Isel_arc_mm.pp |
|
| Arc centre in Y Axis (absolute coordinates). | Isel_arc_mm.pp |
|
| Start position of an arc in X axis. | TextOutput_Arcs_mm.pp |
|
| Start position of an arc in Y axis. | TextOutput_Arcs_mm.pp |
|
| Mid-point of arc in X (absolute coordinates). | TextOutput_Arcs_mm.pp |
|
| Mid-point of arc in Y (absolute coordinates). | TextOutput_Arcs_mm.pp |
|
| Mid-point of arc in X (incremental coordinates). | TextOutput_Arcs_mm.pp |
|
| Mid-point of arc in Y (incremental coordinates). | TextOutput_Arcs_mm.pp |
|
| The radius of an arc. | Bosch_ATC_Arcs_mm.pp |
|
| The angle of an arc. | Generic HPGL_Arcs.pp |
|
| Home tool position for X axis. | CAMTech_CMC3_mm.pp |
|
| Home tool position for Y axis. | CAMTech_CMC3_mm.pp |
|
| Home tool position for Z axis. | CAMTech_CMC3_mm.pp |
|
| Safe Z Height / Rapid Clearance Gap. | EMC2 Arcs(inch)(*.ngc) |
|
| Diameter of cylinder that axis is wrapped around. | Mach2_3_WrapY2A_ATC_Arcs_mm.pp |
|
| Length of material in X. | Mach2_3_ATC_Arcs_inch.pp |
|
| Length of material in Y. | Mach2_3_ATC_Arcs_inch.pp |
|
| Length of material in Z. | Mach2_3_ATC_Arcs_inch.pp |
|
| Minimum value of material in X. | MaxNC_inch.pp |
|
| Minimum value of material in Y. | MaxNC_inch.pp |
|
| Minimum value of material in Z. | MaxNC_inch.pp |
|
| Maximum value of material in X. | MaxNC_inch.pp |
|
| Maximum value of material in Y. | MaxNC_inch.pp |
|
| Maximum value of material in Z. | MaxNC_inch.pp |
|
| Origin Position in X. | TextOutput_Arcs_mm.pp |
|
| Origin Position in Y. | TextOutput_Arcs_mm.pp |
|
| Z Zero Position, Table or Material Surface. | TextOutput_Arcs_mm.pp |
|
| X, Y Origin. | TextOutput_Arcs_mm.pp |
|
| List of tools used (In order of use). | Mach2_3_ATC_Arcs_inch.pp |
|
| List of toolpaths used in file (in order of use). | Mach2_3_ATC_Arcs_inch.pp |
|
| Toolpath Notes (Toolpath Control form). | Mach2_3_ATC_Arcs_inch.pp |
|
| File Notes (Edit > Notes). | Mach2_3_ATC_Arcs_inch.pp |
|
| File creation time. | Mach2_3_ATC_Arcs_inch.pp |
|
| File creation date. | Mach2_3_ATC_Arcs_inch.pp |
|
| Dwell time in seconds when drilling. | Mach2_3_Arcs_inch.pp |
|
| Name of the product used to output file, including version number. | |
|
| Tool diameter. | |
|
| Rotary: Current Inverse Time Rate | AvidCNC_WrapX2A_G93_inch.pp |
Formato delle variabili
I valori sulla posizione dell’utensile, sulle velocità di avanzamento, sulle velocità del mandrino, ecc. sono inseriti nel file per mezzo di variabili. Le variabili sono usate in tutto il file e sono sostituite con il valore attuale dell’elemento interessato durante il post-processing del file. Ad esempio, le posizioni attuali dell’utensile in X, Y e Z sono inserite nel file per mezzo dell’emissione delle variabili, rispettivamente [X], [Y] e [Z].
Scrivere i nomi delle variabili in maiuscolo per maggiore chiarezza.
Una variabile e formattata come segue:
VAR VARIABLE = [VO|WO|CS|VF|MX]
in cui
VO= Emissione della variabile, ad esempio X, XF o F.WO= Frequenza di emissione A=Sempre, C=Solo in caso di modifiche.CS= Emissione delle stringhe di caratteri prima del valore.VF= Formato valore, determina il formato di emissione del valore.MX= Valore moltiplicatore.
Una variabile tipica
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
VAR- Questa riga è una variabile.- Nome variabile.
- Simbolo di uguale.
- Parentesi quadra aperta - (inizio dei parametri di formattazione della variabile).
- Etichetta variabile, ossia un’etichetta sostituita con il valore della variabile.
- Barra verticale - separatore di parametri.
A= Emetti sempre valore,C= Emetti valore solo in caso di modifiche- Barra verticale - separatore di parametri.
- Stringa di caratteri da stampare prima del valore della variabile.
- Barra verticale - separatore di parametri.
- Flag di formattazione opzionali - per informazioni dettagliate, vedere qui di seguito.
- Formato valore - valori unitari e numero di decimali da emettere.
- Barra verticale - separatore di parametri.
- Moltiplicatore di emissione - per informazioni dettagliate, vedere qui di seguito.
- Parentesi quadra chiusa - Fine dei parametri di formattazione.
Formattazione del valore di emissione
La stringa del valore deve essere formattata come segue:
FORMAT_FLAGS FIELD_WIDTH DECIMAL_SEPARATOR DECIMAL_PLACES
I flag di formattazione sono opzionali e necessari solo per un numero ridotto di controller di cui si tratterà a breve.
Larghezza campo La larghezza del campo rappresenta il numero minimo di caratteri emessi. La larghezza del campo è generalmente impostata su “1”; un valore maggiore è in genere necessario solo se un controller prevede di visualizzare un numero fisso di caratteri per il valore. In tal caso, è possibile inserire un numero maggiore di 1. Il numero inserito assicurerà l’emissione di tale numero di caratteri. Il numero che rappresenta la larghezza del campo comprende il numero intero a virgola mobile del valore di emissione (compreso il carattere di separatore decimale).
Separatore decimale Il carattere di separatore decimale è quasi sempre semplicemente un punto; tuttavia, alcuni controller si aspettano di vedere una virgola (per un esempio di Post Processor che non usa un punto, vedere il file: Heidenhain_inch.pp).
Decimali Il numero di decimali emessi dopo il separatore decimale. I valori sono spesso impostati su 3 per i controller che operano con un sistema metrico, o 4 per quelli che usano i pollici.
Flag di formattazione opzionali
È possibile modificare ulteriormente i valori emessi con i flag di formattazione opzionali:
Flag | Funzione | Predefinito (senza flag) |
|---|---|---|
| Giustifica output a sinistra | I valori sono giustificati a destra |
| Inserisci "+" o "-" prima del valore | Solo i valori negativi sono preceduti da un prefisso |
| Se il valore contiene meno caratteri del limite minimo specificato, il valore sarà preceduto da zeri | Il valore è preceduto da spazi bianchi |
| I valori sono sempre emssi con un carattere di separazione (in pratica, ciò cambierebbe il valore di output solo se il valore è impostato esclusivamente su valori interi) | Quando l'output è impostato solo su numeri interi, il carattere non è aggiunto al valore. |
Formattazione predefinita per le variabili
La maggior parte delle variabili dispone di un formato predefinito (visualizzato qui di seguito); per specificare un formato differente, inserire la riga sotto nel Post Processor e modificare i parametri in base al controller.
Predefinito | Esempio |
|---|---|
|
Il numero di riga sarà sempre emesso. Un carattere “N” sarà inserito prima del numero di riga. Il suddetto sarà emesso come numero intero |
|
La velocità del mandrino sarà sempre emessa. Un carattere “S” sarà inserito prima del valore e sarà emesso come numero intero. |
|
La velocità di avanzamento sarà emessa con un carattere F prima del valore e sarà emessa solo quando cambia. Il valore sarà emesso con 1 decimale Nota In questa stringa di formato è presente un parametro extra opzionale. Si tratta del moltiplicatore del valore. |
VAR PLUNGE_RATE = [FP|A||1.0] |
La velocità di affondamento sarà emessa con un carattere F prima del valore e sarà emessa solo quando cambia. Il valore sarà emesso con 1 decimale. Nota In questa stringa di formato è presente un parametro extra opzionale. Si tratta del moltiplicatore del valore. |
|
La velocità di taglio sarà emessa con un carattere F prima del valore e sarà emessa solo quando cambia. Il valore sarà emesso con 1 decimale. Nota In questa stringa di formato è presente un parametro extra opzionale. Si tratta del moltiplicatore del valore. |
|
Il valore della posizione sarà emesso con un carattere “X” prima del valore; la posizione sarà emessa sempre e sarà emessa con 3 decimali; tale caso è generalmente idoneo a un controller che necessita di emissione secondo il sistema metrico. Se si desidera emettere i valori con 4 decimali, tale caso sarebbe più tipico per un controller che opera in pollici. In tal caso, si dovrebbe formattare la riga come segue.
|
|
Il valore della posizione iniziale sarà emesso con un carattere “X” prima del valore; la posizione sarà emessa sempre e sarà emessa con 3 decimali; tale caso è generalmente idoneo a un controller che necessita di emissione secondo il sistema metrico. Se si desidera emettere i valori con 4 decimali, tale caso sarebbe più tipico per un controller che opera in pollici. In tal caso, si dovrebbe formattare la riga come segue.
|
|
Il valore sarà emesso con un carattere “X” prima del valore; la posizione sarà emessa sempre e sarà emessa con 3 decimali; tale caso è generalmente idoneo a un controller che necessita di emissione secondo il sistema metrico. Se si desidera emettere i valori con 4 decimali, tale caso sarebbe più tipico per un controller che opera in pollici. In tal caso, si dovrebbe formattare la riga come segue.
Nota In questa stringa di formato è presente un parametro extra opzionale. Si tratta del moltiplicatore del valore. |
|
Il valore sarà emesso con un carattere “Y” prima del valore; il valore sarà emesso sempre e sarà emesso con 3 decimali; tale caso è generalmente idoneo a un controller che necessita di emissione secondo il sistema metrico. Se si desidera emettere i valori con 4 decimali, tale caso sarebbe più tipico per un controller che opera in pollici. In tal caso, si dovrebbe formattare la riga come segue.
|
|
Il valore sarà emesso con un carattere “J” prima del valore; il valore sarà emesso sempre e sarà emesso con 3 decimali; tale caso è generalmente idoneo a un controller che necessita di emissione secondo il sistema metrico. Se si desidera emettere i valori con 4 decimali, tale caso sarebbe più tipico per un controller che opera in pollici. In tal caso, si dovrebbe formattare la riga come segue.
|
|
Il valore sarà emesso con un carattere “J” prima del valore; il valore sarà emesso sempre e sarà emesso con 3 decimali; tale caso è generalmente idoneo a un controller che necessita di emissione secondo il sistema metrico. Se si desidera emettere i valori con 4 decimali, tale caso sarebbe più tipico per un controller che opera in pollici. In tal caso, si dovrebbe formattare la riga come segue.
Nota In questa stringa di formato è presente un parametro extra opzionale. Si tratta del moltiplicatore del valore. |
|
Il valore sarà emesso con un carattere “X” prima del valore; il valore sarà emesso sempre e sarà emesso con 3 decimali; tale caso è generalmente idoneo a un controller che necessita di emissione secondo il sistema metrico. Se si desidera emettere i valori con 4 decimali, tale caso sarebbe più tipico per un controller che opera in pollici. In tal caso, si dovrebbe formattare la riga come segue.
|
|
Il valore sarà emesso con un carattere “X” prima del valore; il valore sarà emesso sempre e sarà emesso con 3 decimali; tale caso è generalmente idoneo a un controller che necessita di emissione secondo il sistema metrico. Se si desidera emettere i valori con 4 decimali, tale caso sarebbe più tipico per un controller che opera in pollici. In tal caso, si dovrebbe formattare la riga come segue.
|
|
Il valore sarà emesso con un carattere “R” prima del valore; il valore sarà emesso sempre e sarà emesso con 3 decimali; tale caso è generalmente idoneo a un controller che necessita di emissione secondo il sistema metrico. Se si desidera emettere i valori con 4 decimali, tale caso sarebbe più tipico per un controller che opera in pollici. In tal caso, si dovrebbe formattare la riga come segue.
|
|
Il valore sarà emesso con un carattere “A” prima del valore; il valore sarà emesso sempre e sarà emesso con 3 decimali; tale caso è generalmente idoneo a un controller che necessita di emissione secondo il sistema metrico. Se si desidera emettere i valori con 4 decimali, tale caso sarebbe più tipico per un controller che opera in pollici. In tal caso, si dovrebbe formattare la riga come segue.
|
|
Il valore sarà emesso con un carattere “X” prima del valore; il valore sarà emesso sempre e sarà emesso con 3 decimali. |
Valore moltiplicatore
Il valore moltiplicatore è usato per moltiplicare il valore al fine di emettere un valore differente. I motivi comuni per farlo sono:
Convertire l’emissione predefinita di un Post Processor in pollici da pollici al minuto a pollici al secondo (moltiplicare per 0,01666).
Convertire l’emissione predefinita di un Post Processor metrico da mm al minuto a mm al secondo (moltiplicare per 0,0166).
Trasformare valori negativi in positivi (e viceversa) (moltiplicare per -1).
Convertire l’emissione dell’angolo di un arco da radianti a gradi (moltiplicare per 57,2957795).
Moltiplicare o dividere per un fattore fisso (vale a dire, per produrre un modello in scala 1:4, moltiplicare per 0,25)
Blocchi del Post Processor
HEADER
+---------------------------------------------------
+ Commands output at the start of the file
+---------------------------------------------------
begin HEADER
"Commands"
L’intestazione è il luogo in cui le istruzioni che sono emesse una volta, all’inizio del file, configurano in genere i comandi modali del controller.
Ad esempio, l’intestazione può contenere un comando per visualizzare il nome file sul controller e una serie di “Codici G” di configurazione della macchina, come G20 per dire al comando che i movimenti sono in pollici, o G21 per dire al comando che i movimenti sono in millimetri.
Le variabili che si può desiderare di inserire nell’intestazione comprendono:
Informazioni sul blocco di materiale
- Estensione minima in X = [XMIN]
- Estensione minima in Y = [YMIN]
- Estensione minima in Z = [ZMIN]
- Estensione massima in X = [XMAX]
- Estensione massima in Y = [YMAX]
- Estensione massima in Z = [ZMAX]
- Lunghezza del materiale in X = [XLENGTH]"
- Lunghezza del materiale in Y = [YLENGTH]"
- Lunghezza del materiale in Z = [ZLENGTH]"
Informazioni sulla posizione iniziale
- Posizione iniziale in X = [XH]
- Posizione iniziale in Y = [YH]
- Posizione iniziale in Z = [ZH]
- Gap di svuotatura rapida o Z di sicurezza = [SAFEZ]
Dettagli sul primo utensile da usare.
- Numero di utensile = [T]
- Nome utensile = [TOOLNAME]
Velocità di taglio iniziali
- Velocità di avanzamento per il taglio e l’affondamento nel materiale = [F]
- Velocità di avanzamento mentre l’utensile taglia il materiale = [FC]
- Velocità di avanzamento mentre l’utensile affonda nel materiale = [FP]
I valori effettivi dipendono dalle UNITÀ impostate (cfr. Impostazioni file globali). I valori predefiniti sono MM/Minuto o Pollici/Minuto; tuttavia, è possibile modificare l’emissione impostando la formattazione “VAR FEED_RATE” pertinente.
Velocità del mandrino
- Velocità del mandrino = [S] Giri/Min.
TOOLCHANGE
+---------------------------------------------------
+ Commands output at toolchange
+---------------------------------------------------
begin TOOLCHANGE
"Commands"
- Numero dell’utensile precedente = [TP]
- Numero di utensile = [T]
- Nome utensile = [TOOLNAME]
- Nome del percorso utensile = [TOOLPATH_NAME]
- Nome del percorso del percorso utensile = [PATHNAME]
- Nome del file del percorso utensile = [TP_FILENAME]
- Directory del file del percorso utensile = [TP_DIR]
- Estensione del percorso utensile = [TP_EXT]
- Velocità del mandrino = [S] Giri/Min.
- M3 M Codice spesso usato per accendere il mandrino (rotazione in senso orario).
- M5 M Codice spesso usato per spegnere il mandrino.
NEW_SEGMENT
+---------------------------------------------------
+ Commands output for a new segment ( new toolpath with current toolnumber)
+---------------------------------------------------
begin NEW_SEGMENT
"Commands"
Per un esempio di una sezione NEW_SEGMENT, vedere il file: Mach2_3_ATC_Arcs_inch.pp
Comandi emessi quando un nuovo percorso utensile utilizza l’utensile al momento selezionato, ma magari è richiesta una velocità del mandrino differente, oppure la macchina necessita di istruzioni addizionali.
Non è necessario includere i comandi usati nella sezione NEW_SEGMENT all’interno della sezione TOOLCHANGE, in quanto una sostituzione di utensile richiamerà automaticamente le istruzioni contenute nella sezione NEW_SEGMENT.
Le variabili usate comunemente comprendono:
- Velocità del mandrino = [S] Giri/Min.
- M3 M Codice spesso usato per accendere il mandrino (rotazione in senso orario).
- M5 M Codice spesso usato per spegnere il mandrino.
INITIAL_RAPID_MOVE
+---------------------------------------------------
+ Commands output for Initial rapid move
+---------------------------------------------------
begin INITIAL_RAPID_MOVE
"Commands"
Per un esempio di una sezione INITIAL_RAPID_MOVE, vedere il file: Saom_OSAI_Arc_inch.pp
Comandi emessi all'effettuazione del primo movimento altamente rapido dopo l’intestazione o un cambio di utensile. Sezione non usata per la maggior parte dei Post Processor, ma utile se il primo movimento altamente rapido deve emettere informazioni differenti per i movimenti rapidi successivi. Tale sezione è talvolta necessaria per le varianti HPGL.
RAPID_MOVE
+---------------------------------------------------
+ Commands output for rapid moves.
+---------------------------------------------------
begin RAPID_MOVE
"Commands"
Comandi emessi quando sono necessari movimenti rapidi.
FIRST_FEED_MOVE
+---------------------------------------------------
+ Commands output for first feed rate move in a series of feed moves.
+---------------------------------------------------
begin FIRST_FEED_MOVE
"Commands"
Questa sezione è comunemente usata quando i controller necessitano dell’impostazione della velocità di avanzamento al primo movimento; tale velocità sarà quindi usata per i movimenti di taglio successivi.
Per un esempio di una sezione FIRST_FEED_MOVE, vedere il file: Axyz_Arcs_ATC_inch.pp
FEED_MOVE
+---------------------------------------------------
+ Commands output for feed rate moves
+---------------------------------------------------
begin FEED_MOVE
"Commands"
Usati per emettere le informazioni necessarie per ogni movimento, o per tutti i movimenti di avanzamento, fato salvo per il primo, nel caso in cui sia presente una sezione FIRST_FEED_MOVE nel Post Processor.
FIRST_CW_ARC_MOVE
+---------------------------------------------------
+ Commands output for the first clockwise arc move in a series of cw arc moves
+---------------------------------------------------
begin FIRST_CW_ARC_MOVE
"Commands"
Simile alla sezione FIRST_FEED_MOVE, ma relativa ai segmenti ad arco in senso orario. Questa sezione è comunemente usata quando i controller necessitano dell’impostazione della velocità di avanzamento per il primo segmento ad arco; tale velocità sarà quindi usata per i movimenti ad arco successivi nella stessa direzione.
Per un esempio di una sezione FIRST_CW_ARC_MOVE, vedere il file: Centroid_Arcs_inch.pp
FIRST_CW_HELICAL_ARC_PLUNGE_MOVE
+---------------------------------------------------
+ Commands output for clockwise helical arc plunge move in a series of moves.
+---------------------------------------------------
begin FIRST_CW _HELICAL_ARC_MOVE
"Commands"
Simile alla sezione FIRST_CW_ARC_MOVE, ma relativa agli spostamenti eseguiti anche in Z. Le velocità di avanzamento emesse derivano dalla velocità di affondamento specificata per l’utensile.
Per un esempio di una sezione CW_HELICAL_ARC_PLUNGE_MOVE, vedere il file: Mach2_3_ATC_Arcs_inch.pp
FIRST_CW_HELICAL_ARC_MOVE
+---------------------------------------------------
+ Commands output for clockwise helical arc move in a series of moves.
+---------------------------------------------------
begin FIRST_CW_HELICAL_ARC_MOVE
"Commands"
Simile alla sezione FIRST_CW_ARC_MOVE, ma relativa agli spostamenti eseguiti anche in Z.
Per un esempio di una sezione CW_HELICAL_ARC_MOVE, vedere il file: Mach2_3_ATC_Arcs_inch.pp
CW_ARC_MOVE
+---------------------------------------------------
+ Commands output for clockwise arc moves.
+---------------------------------------------------
begin CW_ARC_MOVE
Simile alla sezione FEED_MOVE, ma relativa ai segmenti ad arco in senso orario.
Per un esempio di una sezione CW_ARC_MOVE, vedere il file: Centroid_Arcs_inch.pp
CW_HELICAL_ARC_MOVE
+---------------------------------------------------
+ Commands output for clockwise helical arc moves
+---------------------------------------------------
begin CW_HELICAL_ARC_MOVE
"Commands"
Simile alla sezione CW_ARC_MOVE, ma relativa agli spostamenti eseguiti anche in Z.
Per un esempio di una sezione CW_HELICAL_ARC_MOVE, vedere il file: Mach2_3_ATC_Arcs_inch.pp
FIRST_CCW_ARC_MOVE
+---------------------------------------------------
+ Commands output for the first counter-clockwise arc move in a series of ccw arc moves.
+---------------------------------------------------
begin FIRST_CCW_ARC_MOVE
"Commands"
Simile alla sezione FIRST_FEED_MOVE, ma relativa ai segmenti ad arco in senso antiorario. Questa sezione è comunemente usata quando i controller necessitano dell’impostazione della velocità di avanzamento per il primo segmento ad arco; tale velocità sarà quindi usata per i movimenti ad arco successivi nella stessa direzione.
Per un esempio di una sezione FIRST_CCW_ARC_MOVE, vedere il file: Centroid_Arcs_inch.pp
FIRST_CCW_HELICAL_ARC_PLUNGE_MOVE
+---------------------------------------------------
+ Commands output for counter- clockwise helical arc plunge move in a series of moves.
+---------------------------------------------------
begin FIRST_CCW_HELICAL_ARC_MOVE
"Commands"
Simile alla sezione FIRST_CCW_ARC_MOVE, ma relativa agli spostamenti eseguiti anche in Z. Le velocità di avanzamento emesse sono comprese nel range di affondamento specificato per l'utensile.
Per un esempio di una sezione CCW_HELICAL_ARC_PLUNGE_MOVE, v: Mach2_3_ATC_Arcs_inch.pp
FIRST_CCW_HELICAL_ARC_MOVE
+---------------------------------------------------
+ Commands output for first counter-clockwise helical arc move in a series of moves.
+---------------------------------------------------
begin FIRST_CCW_HELICAL_ARC_MOVE
"Commands"
Similar to the FIRST_CCW_ARC_MOVE section, but for moves that also move in Z.
For an example of a CCW_HELICAL_ARC_MOVE section, see the file: Mach2_3_ATC_Arcs_inch
CCW_ARC_MOVE
+---------------------------------------------------
+ Commands output for counter-clockwise arc moves.
+---------------------------------------------------
begin CCW_ARC_MOVE
"Commands"
Simile alla sezione FEED_MOVE, ma relativa ai segmenti ad arco in senso antiorario.
Per un esempio di una sezione CCW_ARC_MOVE, vedere il file: Centroid_Arcs_inch.pp
CCW_HELICAL_ARC_MOVE
+---------------------------------------------------
+ Commands output for counter-clockwise helical arc moves
+---------------------------------------------------
begin CCW_HELICAL_ARC_MOVE
"Commands"
Simile alla sezione FIRST_CCW_ARC_MOVE, ma relativa agli spostamenti eseguiti anche in Z.
Per un esempio di una sezione CCW_HELICAL_ARC_MOVE, vedere il file: Mach2_3_ATC_Arcs_inch
FOOTER
Il piè di pagina è la sezione del Post Processor riservate alle istruzioni che sono inviate al controller alla fine di un file. Può trattarsi di istruzioni per riportare l’utensile nella posizione iniziale, per spegnere il mandrino o disattivare l'alimentazione delle trasmissioni.
+---------------------------------------------------
+ Commands output at the end of the file
+---------------------------------------------------
begin FOOTER
"Commands"
Le variabili usate comunemente comprendono:
- G00 [XH] [YH] [ZH] Ritorno rapido alla posizione iniziale X,Y,Z.
- M05 M Codice spesso usato per spegnere il mandrino.
- M30 M Codice spesso usato per indicare la fine del file.
Sezioni di supporto del getto
Le seguenti sezioni si riferiscono al supporto degli utensili di taglio basati su getto, come laser, plasma e getti d’acqua.
JET_TOOL_POWER
+---------------------------------------------------
+ Commands output when the cutter's power is set
+---------------------------------------------------
begin JET_TOOL_POWER
"Commands"
Per un esempio di una sezione JET_TOOL_POWER, vedere il file: Grbl.pp
Comandi emessi quando la potenza è impostata in associazione con un “utensile” a laser.
JET_TOOL_ON
+---------------------------------------------------
+ Commands output when the cutter's power is turned ON
+---------------------------------------------------
begin JET_TOOL_ON
"Commands"
Per un esempio di una sezione JET_TOOL_ON, vedere il file: Grbl.pp
Comandi emessi all’accensione dell’utensile a getto. È generalmente equivalente a SPINDLE_ON, ma è in genere emesso alla fine di un movimento di affondamento, quanto il taglierino laser è già all’altezza di taglio prevista, invece che prima del movimento di affondamento, come richiesto da un taglierino basato su mandrino.
JET_TOOL_OFF
+---------------------------------------------------
+ Commands output when the cutter's power is turned OFF
+---------------------------------------------------
begin JET_TOOL_OFF
"Commands"
Per un esempio di una sezione JET_TOOL_OFF, vedere il file: Grbl.pp
Comandi emessi allo spegnimento dell’utensile a getto.
Altre sezioni usate con meno frequenza
FEED_RATE_CHANGE
+---------------------------------------------------
+ Commands output when feed rate changes
+---------------------------------------------------
begin FEED_RATE_CHANGE
"Commands"
Per un esempio di una sezione FEED_RATE_CHANGE, vedere il file: Gravograph_IS200.pp
Comandi emessi alla modifica della velocità di avanzamento. Questa sezione non è usata di frequente, in quanto molti controller accetteranno le modifiche alle velocità di avanzamento aggiunte ad altre istruzioni, ma talvolta usate con varianti HPGL.
FIRST_PLUNGE_MOVE
+---------------------------------------------------
+ Commands output for the First Plunge Move, in a series of plunge moves.
+---------------------------------------------------
begin FIRST_PLUNGE_MOVE
"Commands"
Per un esempio di una sezione FIRST_PLUNGE_MOVE, vedere il file: Holz-Her_7123_ATC_Arcs_mm.pp
Questa sezione è usata di frequente nelle macchine che non supportano pienamente il movimento 3D simultaneo, ad esempio, l’asse Z non è in grado di muoversi con la stessa velocità dell’asse X e Y. È inoltre possibile usare questa sezione per includere comandi che si desidera emettere al primo movimento di affondamento. Ad esempio, comandi di accensione di una torcia al plasma. Affondamenti multipli saranno in genere emessi entro un movimento in rampa, per cui questo comando sarebbe utile per i comandi che accelerano automaticamente tra i tagli e laddove è necessario specificare istruzioni come velocità e avanzamento rivisti per il movimento di affondamento, e tali istruzioni non sono necessarie per i movimenti di affondamento successivi durante l’operazione di rampa.
PLUNGE_MOVE
+---------------------------------------------------
+ Commands output for Plunge Moves
+---------------------------------------------------
begin PLUNGE_MOVE
"Commands"
Per un esempio di una sezione PLUNGE_MOVE, vedere il file: Burny_arc_inch.pp
Questa sezione è usata di frequente nelle macchine che non supportano pienamente il movimento 3D simultaneo, ad esempio, l’asse Z non è in grado di muoversi con la stessa velocità dell’asse X e Y. È inoltre possibile usare questa sezione per includere comandi che si desidera emettere a ogni movimento di affondamento. Ad esempio, comandi di accensione di una torcia al plasma.
RETRACT_MOVE
+---------------------------------------------------
+ Commands output for Retract Moves
+---------------------------------------------------
begin RETRACT_MOVE
"Commands"
Per un esempio di una sezione RETRACT _MOVE, vedere il file: Burny_arc_inch.pp
È inoltre possibile usare questa sezione per includere comandi per spegnere una torcia al plasma.
DWELL_MOVE
+---------------------------------------------------
+ Commands output for Dwell Commands
+---------------------------------------------------
begin DWELL_MOVE
"Commands"
Per un esempio di una sezione DWELL_MOVE, vedere il file: Mach2_3_Arcs_inch.pp
Questo comando è stato introdotto a partire da VCarve Pro 7.5 e Aspire 4.5. Viene usato con un percorso utensile foratura, laddove un tempo di permanenza è stato specificato nel programma. Se questa sezione non è definita, i comandi di permanenza sono ignorati, ma il resto del percorso utensile foratura sarà emesso normalmente. La variabile DWELL è illustrata nella sezione Variabili.
Caratteri speciali
È possibile emettere la maggior parte dei caratteri all’interno delle dichiarazioni di emissione del Post Processor; tuttavia, alcuni caratteri hanno un significato speciale nei file di configurazione del Post Processor e non è possibile emetterli direttamente.
Si tratta delle parentesi quadre [] e delle virgolette “. Potrebbe essere necessario emettere uno di tali caratteri nel file di output.
Se si desidera emettere uno di tali caratteri, è possibile farlo racchiudendo il decimale equivalente del valore ASCII del carattere speciale che si desidera emettere tra parentesi quadre, come mostrato qui di seguito. È inoltre possibile usare questo metodo per inserire un valore ASCII qualsiasi, persino caratteri non stampabili.
- [91] Emette una parentesi quadra sinistra.
- [93] Emette una parentesi quadra destra.
- [34] Emette le doppie virgolette.
- [13] Emette un carattere di invio.
- [10] Emette un avanzamento riga.
Per un esempio di file che usa caratteri speciali, vedere: Biesse_Rover_Arcs_mm.pp
Esempio: aggiunta di comandi sulla sostituzione di un utensile
Nella maggior parte dei casi, il modo più rapido e facile per produrre un Post Processor personalizzato per il controller consiste nel modificare un Post Processor esistente. Per farlo, creare dapprima un file di test semplice che è possibile usare per testare l’output del Post Processor. Un file semplice può essere costituito da una riga e da due cerchi. Produrre un percorso utensile di profilo di taglio superficiale per ognuna delle forme lavorando “sulla” linea, “all’interno” di uno dei cerchi e “all'esterno” dell’altro cerchio.
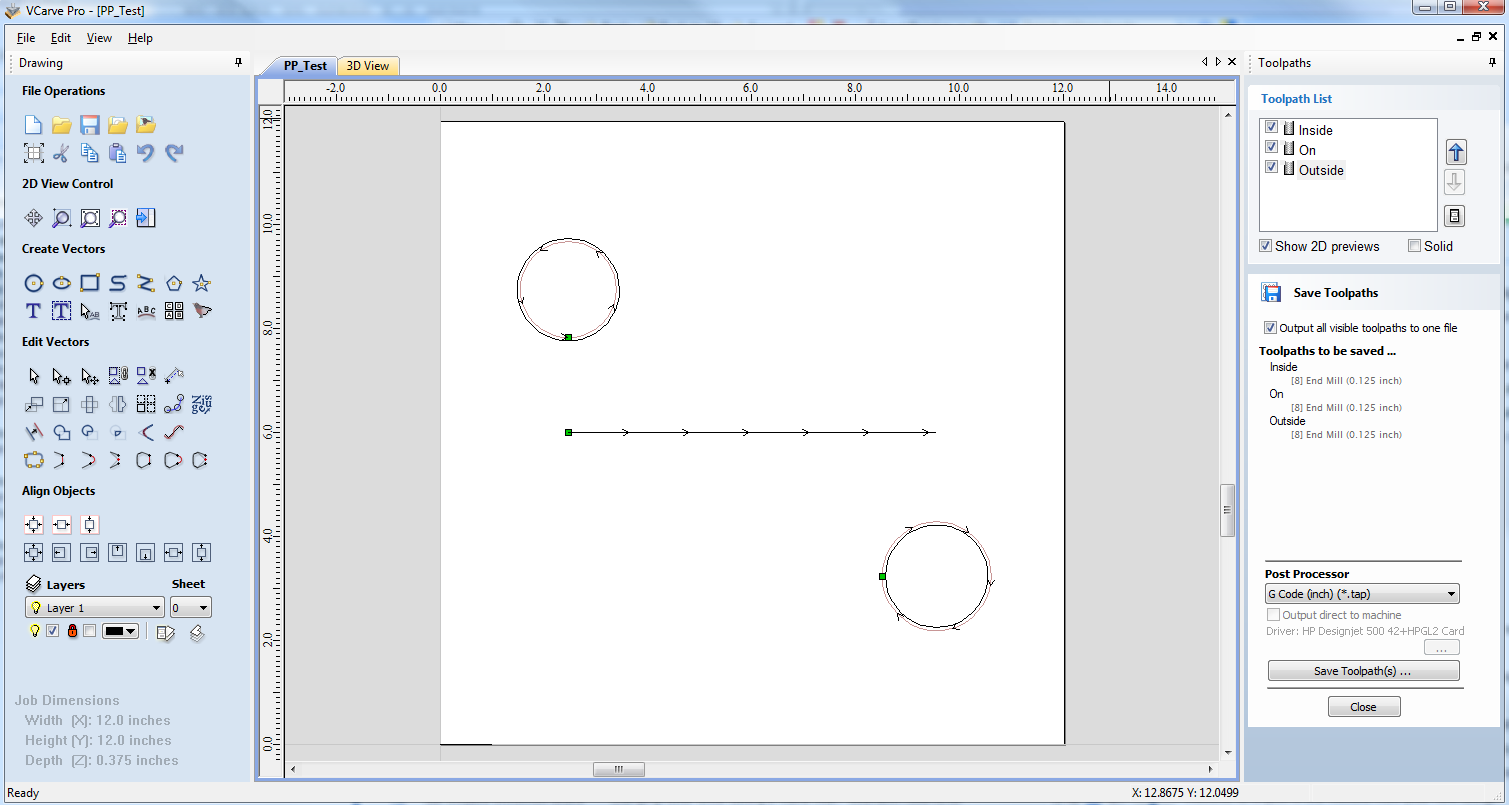
Salvare un percorso utensile utilizzando il Post Processor e prenderlo in visione per mezzo dell’editor di testo normalmente usato. Qui di seguito è disponibile un esempio di file di test postato con il Post Processor "G-Code Arcs (inch) (*.tap)". L'esempio seguente è visualizzato con l’editor Notepad++ comunemente usato.
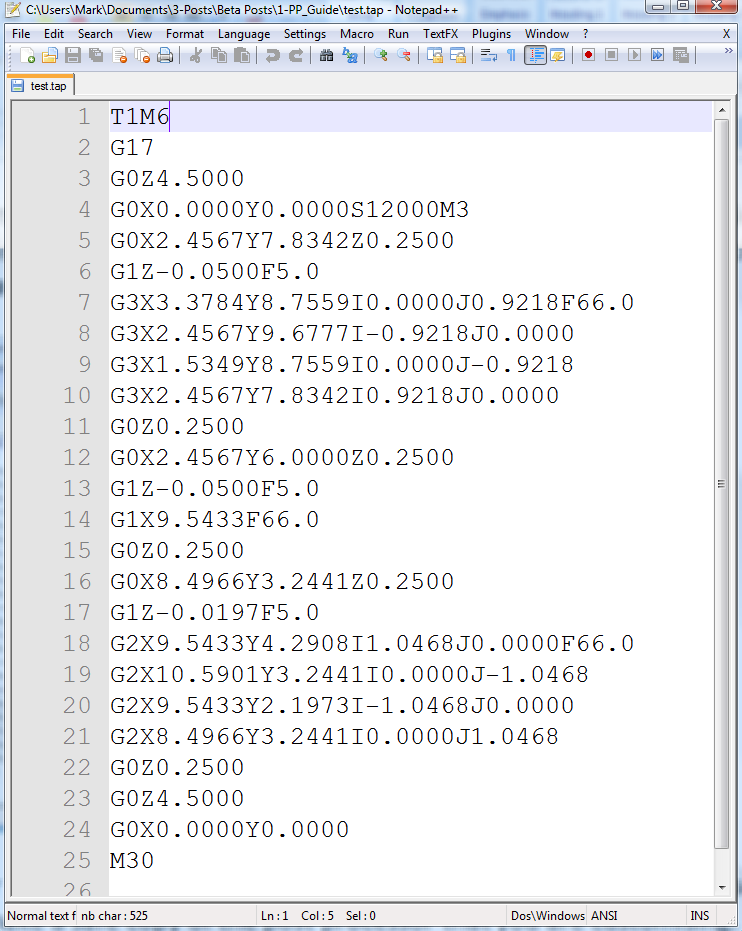
In questo esempio, aggiungeremo una sezione di Sostituzione dell’utensile a tale Post Processor. Innanzitutto, creare una copia sicura del Post Processor che si sta personalizzando. Se si apre il Post Processor che si sta modificando in un editor di testo, si potranno vedere le righe di testo del Post Processor che formattano l’emissione del file di test.
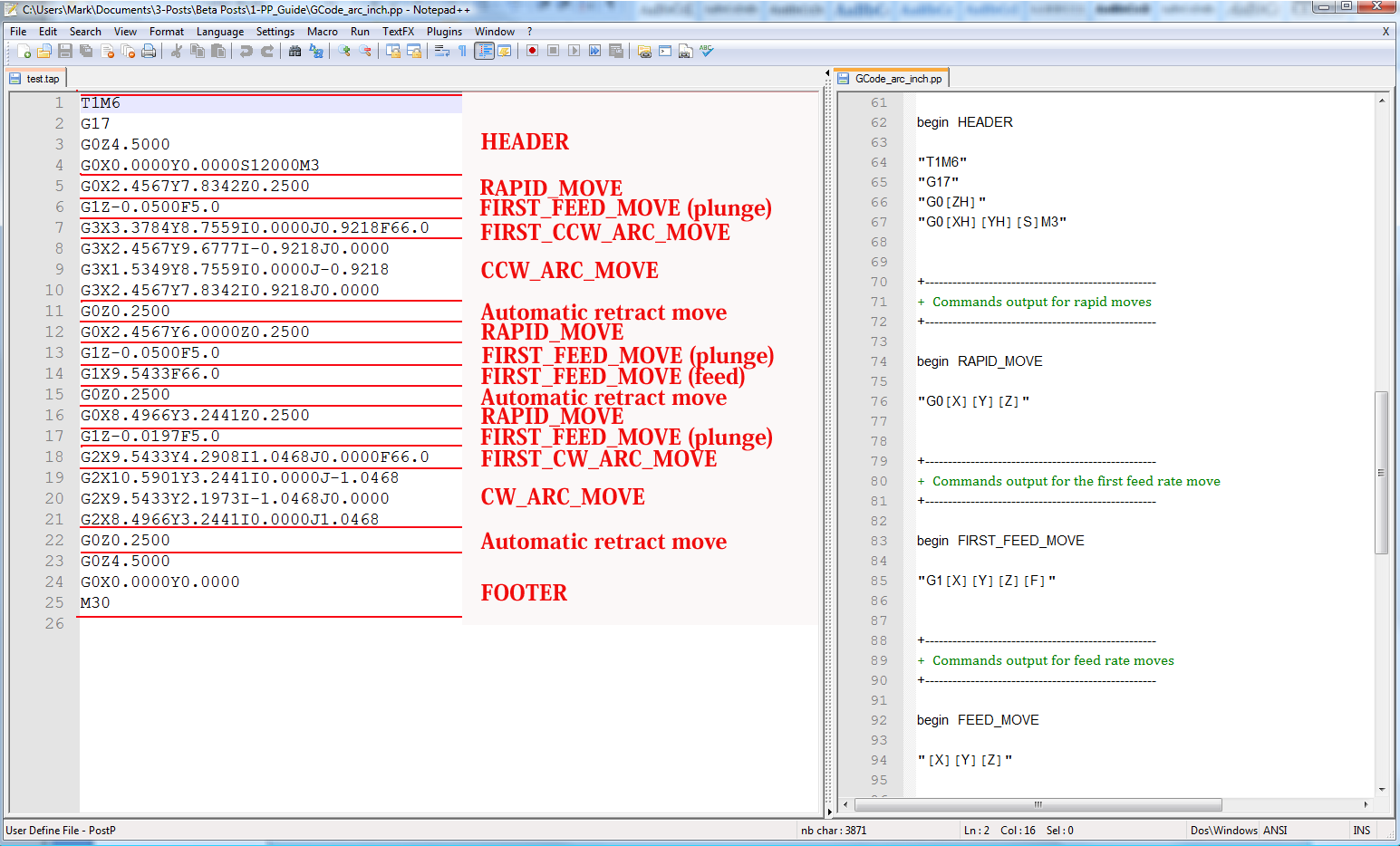
Per andare alla cartella PostP all’interno dell’applicazione, fare clic su “File > Apri cartella Dati applicazioni” nel menu principale dell’applicazione.
Per aggiungere una sezione Sostituzione dell’utensile al Post Processor, sarà necessario consultare la documentazione sul controllo dell’utensile (o del software di controllo). In questo esempio, presupporremo che le istruzioni necessarie per eseguire una sostituzione di utensile nella macchina in oggetto siano:
- M05 Istruzione per spegnere il mandrino prima della sostituzione dell’utensile.
- M0 Istruzione per riportare l’utensile esistente al rispettivo porta-utensili.
- M06TTool_Number n Istruzione per selezionare un nuovo utensile Tool_Number N
- G43HTool_Number n Istruzione perché il comando usi Offset lunghezza utensile per l’utensile N
- Sxxx M03 Impostare la velocità del mandrino su xxx; Accendere il mandrino (rotazione in senso orario).
Modificare il Post Processor con l’editor di testo normalmente usato.
If the operating system on your computer is Microsoft Vista and User Access Control is enabled, copy or move the Post Processor that you are editing from the PostP folder to a folder below your user area.
The first thing that you should edit within the file is the History Comment section; So that you have a record of the changes.
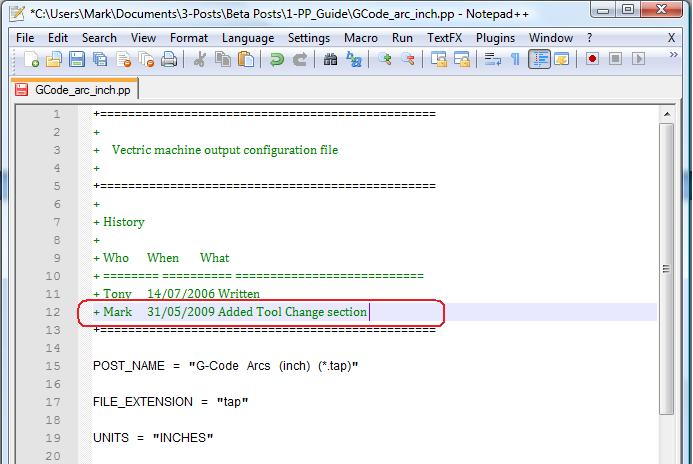
Next edit the POST_NAME to reflect that this post processor outputs automatic tool change (ATC) commands, the new post will be displayed as “G-Code ATC Arcs (inch)(*.tap)” in the list of post processors.
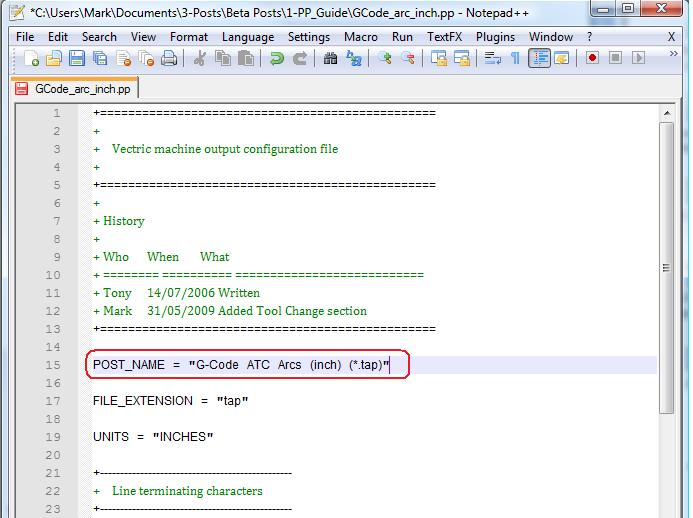
Next add a Tool Change Section that will include the instructions. The location of the new section within the file is not important, but a good place to insert it is between the Header and Rapid Move sections.
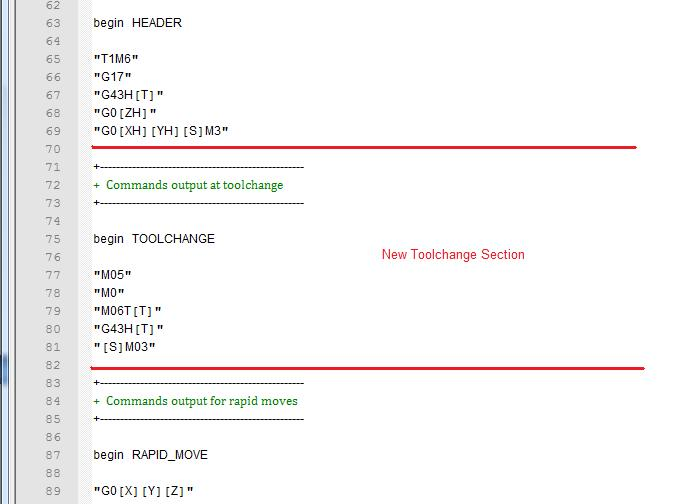
Add some comment lines at the top of the new section, (beginning with the + character) to describe the section and make the file as a whole, easier to read. Next enter the line “begin TOOLCHANGE” to instruct the post processor that the following instructions are to be output for every tool-change, (except the initial tool selection, the commands for these are contained within the header section).
The next step is to enter in the instructions that you require, enclosed within double quote marks. The “[T]” on the third and fourth instruction lines of our example, will be substituted with the tool number when the file is post processed; The “[S]” on the fifth line will be substituted with the spindle speed for the tool.
Finally you will need to save the changes to the file, as you have changed the POST_NAME, save the file using a new name, for example “GCODE_ATC_Arcs_inch.pp”
If the operating system on your computer is Microsoft Windows 7 or Microsoft Vista and User Access Control is enabled, copy the file that you have edited back to the “PostP” folder.
To test the new post processor, If the software is running, restart the software.
If there are any syntax errors with your post processor, an error similar to the picture below will be displayed as the software starts, the post processor that you have edited will not appear in the drop down list of post processor configuration files. You will need to rectify any errors and restart the software.
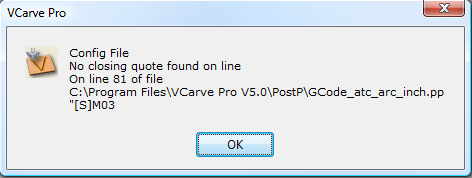
If there are no errors displayed when the software is started, open your test file and save one or more of your test toolpaths.
Select the post processor from the drop down list of post processor configuration and press the “Save Toolpath(s)” button.
Take a look at the file that you have just saved in a text editor.
If the content of the file looks good, try the file on your machine.
Please take all necessary precautions when running the output from a modified post processor for the first time.
Esempio: modifica dell'estensione file
È possibile modificare l’estensione file prodotta automaticamente dal Post Processor nella finestra di dialogo “Salva con nome”, quando si fa clic sul pulsante “Salva percorso/i utensile/i”.
Tuttavia, piuttosto che modificare ogni volta l’estensione del file, conviene modificare in modo permanente l’estensione del file prodotta dal Post Processor.
Per farlo:
Creare una copia sicura del Post Processor da modificare.
I file di configurazione del Post Processor sono situati nella cartella “PostP”, della cartella di installazione del prodotto, e hanno l'estensione “PP”. In Aspire versione 2, il percorso predefinito della cartella PostP è: “C:\Programmi\Aspire V2.0\PostP”; il percorso della cartella PostP cambierà a seconda del prodotto installare e a seconda che il software sia stato installato in un percorso personalizzato al momento dell’installazione del software.
Modificare il Post Processor con l’editor di testo normalmente usato.
Se il sistema operativo del computer è Microsoft Windows 7 o Microsoft Vista e il Controllo dell'accesso dell’utente è attivato, copiare o spostare il Post Processor che si sta modificando dalla cartella PostP in una all’interno dell’area utenti.
Cercare le due seguenti righe all’interno del file di configurazione del Post Processor che iniziano con:
POST_NAME =
FILE_EXTENSION =
e modificarle come necessario.
Ad esempio, se si desidera modificare l'estensione file prodotta dal Post Processor “G Code ATC (inch)(*.tap)” da “.tap” in “.nc”. Modificare le righe:
POST_NAME = "G Code ATC (inch) (*.tap)"
FILE_EXTENSION = "tap"
in modo che siano:
POST_NAME = "G Code ATC (inch) (*.nc)"
FILE_EXTENSION = "nc"
Salvare le modifiche al file. Se il sistema operativo del computer è Microsoft Windows 7 o Microsoft Vista e il Controllo dell'accesso dell’utente è attivato, copiare il file modificato nuovamente nella cartella “PostP”.
Per testare il nuovo Post Processor, se il software è in esecuzione, riavviarlo. In caso di errori di sintassi nel Post Processor, sarà visualizzato un errore simile all’immagine seguente all'avvio del software, e il Post Processor modificato non sarà visualizzato nell’elenco a discesa dei file di configurazione del Post Processor. Sarà necessario correggere gli errori e riavviare il software.
Se non sono visualizzati errori all’avvio del software, aprire il file di test e salvare uno o più dei percorsi utensili di prova.
Selezionare il Post Processor nell’elenco a discesa della configurazione del Post Processor, e premere “Salva percorso/i utensile/i”.
Prendere in esame il file appena salvato in un editor di testo.
Se il contenuto del file è soddisfacente, provarlo nella macchina.
Prendere tutte le precauzioni necessarie quando si esegue l’output da un Post Processor modificato per la prima volta.
Suggerimenti e trucchi
- Creare sempre una copia sicura del Post Processor che si sta modificando, in caso sia necessario ripartire da zero.
- Se si utilizza un elaboratore di testi, come Microsoft Word, per modificare un Post Processor, accertarsi di salvare il file come testo normale. Il file non deve contenere informazioni di formattazione.
- Se si modificano Post Processor in cui computer con installato Microsoft Windows 7 o Microsoft Vista, non modificare i file direttamente nella cartella “Programmi\Cartella del prodotto\PostP”. Modificare sempre il file nell’area utenti e copiare il file modificato in “Programmi\Cartella del prodotto\PostP”.
- Usare i commenti quando si apportano modifiche; un commento è un testo segue un carattere + o | . I commenti non saranno eseguiti dal programma, ma possono aiutare a documentare le modifiche apportate e a renderle comprensibili in futuro.
- Tutte le righe sulle istruzioni deve essere racchiuse tra virgolette.
- Se possibile, usare un elaboratore di testi che fa uso di numeri di riga, così de semplificare il debug del Post Processor in caso di errori nel file. Il programma verificherà i Post Processor presenti nella cartella PostP all’avvio del programma. Se il file contiene degli errori di sintassi, sarà visualizzato un messaggio di errore, indicante il numero della riga del primo errore rilevato.
- Una volta modificato un Post Processor, creare una copia sicura dello stesso. Se si installa una versione successiva del prodotto Vectric utilizzato, ricordarsi di copiare il Post Processor modificato nella cartella PostP della nuova versione del software. Inoltre, selezionare il Post Processor modificato la prima volta che si salva un percorso utensile (il software ricorderà la selezione per le azioni successive).
- Se si installa un’altra versione del software o si esegue l’upgrade della versione, ricordarsi di copiare copie sicure dei Post Processor modificati nella cartella PostP della nuova versione. Accertarsi di selezionare il Post Processor corretto la prima volta che si esegue la post-elaborazione di un file con la nuova versione del software.
- Per le versioni successive del software (a partire dalla V5.5). I Post Processor dovrebbero essere accessibili dall’applicazione, facendo clic su “File > Apri cartella Dati applicazioni\PostP”.
- È possibile creare un elenco personalizzato di Post Processor copiando solo i Post Processor desiderati in “File > Apri cartella Dati applicazioni\My_PostP”. Se sono presenti file .pp nella cartella “My_PostP”, nell’elenco a discesa dei Post Processor saranno visualizzati solo i Post Processor presenti in tale cartella.