Create Rounding Toolpath
This gadget is used to simplify the task of creating toolpaths to machine a rough blank to a finished diameter for users with a rotary axis / indexer. It supports rounding from either round or square stock and creates the toolpaths directly from the gadget. The gadget is designed to be used in a rotary job
As with all Vectric gadgets, the first part of the form gives an overview of the gadgets purpose.
The start of the form also makes a VERY important point about where the Z origin should be set when the toolpaths are output via a wrapping post-processor. This has to be configured during job setup.
You have the choice of specifying if the tool is being zeroed on the center of the cylinder or the surface. When you are rounding a blank, you cannot set the Z on the surface of the cylinder, as the surface it is referring to is the surface of the finished blank. We would strongly recommend for consistency and accuracy that you always choose 'Center of Cylinder' when outputting wrapped toolpaths as this should always remain constant irrespective of irregularities in the diameter of the piece you are machining or errors in getting your blank centered in your chuck.
A useful tip for doing this, is to accurately measure the distance between the center of your chuck and a convenient point such as the top of the chuck or part of your rotary axis mounting bracket. Write down this z-offset somewhere, and zero future tools at this point and enter your z-offset to get the position of the rotary axis center
The Create Rounding Toolpath form is divided into 4 logical sections.
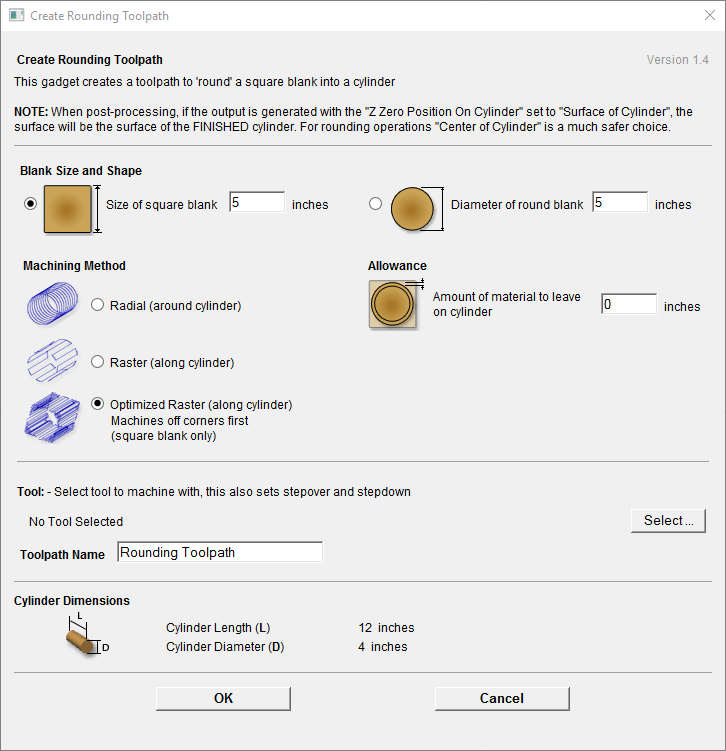
 Blank Size and Shape
Blank Size and Shape
The gadget supports creating a toolpath to machine either a square blank or a round one. In this section you specify the shape of your initial blank and its dimensions. The diagrams show which dimensions are being specified.
Machining Method
The gadget offers a choice of three types of machining and for all types you can enter an allowance that will be left on the final shape if required. The Radial and Raster options can be used with either square or round blanks, the Optimized Raster can only be used for square blanks.
Radial (around cylinder)
This option creates a toolpath which rotates the blank around its axis 360° before stepping over to the next pass by the tool stepover distance and rotating the blank back again.
Raster (along cylinder)
This option machines along the length of the cylinder before incrementing the rotary axis round by an amount equal to the tool stepover and then returning the tool back along the cylinder axis. For many machines where the rotary axis is often slower than the X or Y axis, this strategy may allow shorter machining times.
Optimized Raster (along cylinder)
If you are machining a square blank into a round shape, the previous options generate a large number of wasted toolpath moves, because for much of the machining process they are machining 'fresh air'. The 'Optimized Raster' strategy only creates the toolpaths where there is actually material on the blank and hence is much more efficient for square stock.
After choosing your machining method, the next section on the form allows you to pick the tool you will be machining with. The tool is selected from the standard Vectric tool database and will control the stepover, step down and feed rates for the toolpath. It is important to note that after choosing the tool you will not be able to edit the parameters, so you must set up the tool with the correct parameters in the tool database to begin with. This section also allows you to specify a name for the toolpath which will be created.
The values in the final section of the form are picked up automatically and are presented for reference only.
After filling in all the values (all values will be remembered as the default values to use the next time the gadget is run), press the OK button and the toolpath will be generated within the program.