2D-Profil-Werkzeugpfad
Die Profilbearbeitung und wird zum Schneiden um oder entlang eines Vektors verwendet. Die Optionen bieten die Flexibilität, Formen mit optionalen Laschen / Brücken zuzüglich eines Zuschlags für Über- / Unterschneidung zu fräsen, um eine perfekte der Kanten sicherzustellen.
Profil-Werkzeugpfade können außerhalb, innerhalb oder auf den ausgewählten Vektoren liegen und gleichen automatisch den Werkzeugdurchmesser und -winkel für die ausgewählte Schnitttiefe aus.
Bei der Arbeit mit offenen Vektoren können sich die Profil-Werkzeugpfade links, rechts oder auf den ausgewählten Vektoren befinden.
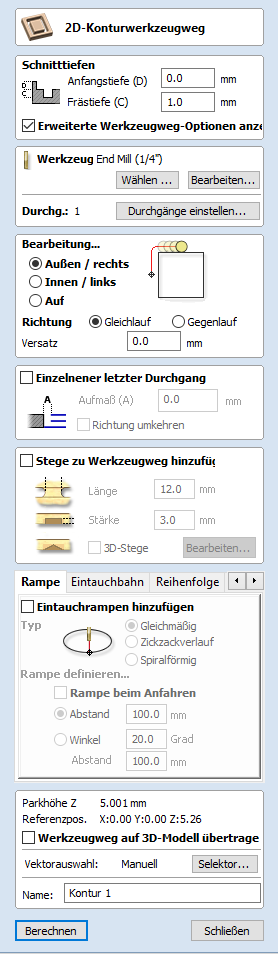
Wenn Sie auf dieses Symbol klicken, wird das rechts abgebildete 2D-Profil-Werkzeugpfad-Menü geöffnet. Die Funktionen in diesem Menü werden auf den folgenden Seiten beschrieben.
Bei verschachtelten Vektoren (wie dem Buchstaben 'O') bestimmt das Programm automatisch die Verschachtelung und fräst die richtige Seite des inneren und des äußeren Vektors. Außerdem fräst das Programm immer die inneren Vektoren vor den äußeren Vektoren, um sicherzustellen, dass das Teil so lange wie möglich mit dem Originalmaterial verbunden bleibt.
 Schnitttiefen
Schnitttiefen
Ausgangstiefe (D)
Gibt die Tiefe an, von welcher ausgehend der Werkzeugpfad berechnet wird.
Wenn Sie direkt in die Oberfläche eines Werkstücks fräsen, ist die Ausgangstiefe oft 0. Wenn Sie in die Unterseite einer bestehenden Tasche oder eines 3D-Bereichs fräsen, muss die benötigte Tiefe eingegeben werden.
Schnitttiefe (C)
Die Tiefe des Werkzeugpfades im Verhältnis zur Ausgangstiefe.
Steuerung der Bearbeitungstiefe
Wenn ein Werkzeugpfad erstellt wird, wird die mit dem ausgewählten Werkzeug verbundene Bearbeitungstiefe (Teil der Werkzeugbeschreibung) verwendet, um die Anzahl der Schnitte zu bestimmen, die zum Erreichen der angegebenen Schnitttiefe erforderlich sind. Standardmäßig passt die Software jedoch die genauen Abwärtsschritte in beide Richtungen um bis zu 15 % an, wenn dadurch die Anzahl der Schnitte zum Erreichen der gewünschten Schnitttiefe verringert wird. Es ist nahezu immer erwünscht, von der deutlich verringerten Bearbeitungszeit durch weniger Schnitte zu profitieren, wenn dies möglich ist. Dennoch gibt es einige Fälle, bei denen die genauen Abwärtsschritte für eine bestimmte Profilbearbeitung genauer gesteuert werden müssen - beispielsweise beim Fräsen von laminiertem Material. Im Abschnitt „Schnitte“ der Seite wird angegeben, wie viele Schnitte mit den aktuellen Einstellungen erstellt werden. Die Schaltfläche öffnet einen neuen Dialog, mit dem Sie die genaue Anzahl und Tiefe der Schnitte direkt einstellen können.
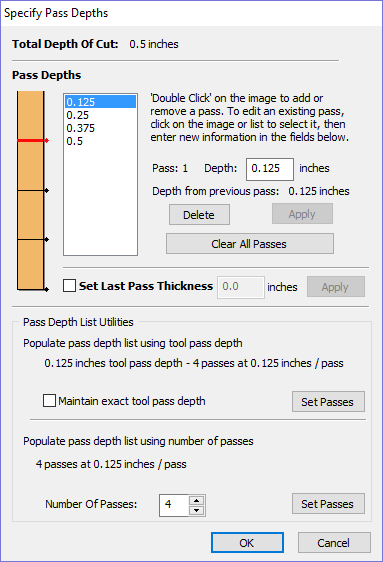
Bearbeitungstiefen festlegen
Im Abschnitt Bearbeitungstiefen oben auf dem Formular finden Sie eine Liste der aktuellen Bearbeitungstiefen. Die relative Spreizung der Bearbeitungsgänge ist im Diagramm neben der Liste dargestellt. Klicken Sie zur Auswahl mit links auf einen Tiefenwert in der Liste oder auf eine Tiefenlinie im Diagramm. Der aktuell ausgewählte Bearbeitungsgang wird im Diagramm rot hervorgehoben.
Um die Tiefe des ausgewählten Bearbeitungsgangs zu bearbeiten, ändern Sie den Wert im Feld zur Tiefenbearbeitung und klicken Sie .
Mit der Schaltfläche löschen Sie den ausgewählten Bearbeitungsgang.
Mit der Schaltfläche löschen Sie alle Bearbeitungsgänge.
Um einen neuen Bearbeitungsgang hinzuzufügen, klicken Sie im Bearbeitungsdiagramm zweimal mit links auf die ungefähre Position, an der Sie den Bearbeitungsgang einfügen möchten. Dies fügt einen neuen Bearbeitungsgang hinzu und wählt diesen automatisch aus. Geben Sie, falls erforderlich, die genaue Tiefe ein und klicken Sie dann auf .
Die Option Dicke für letzten Bearbeitungsgang einstellen aktiviert ein Bearbeitungsfeld, indem Sie den letzten Bearbeitungsgang so einstellen können, dass Sie die verbleibende Materialdicke angeben, die Sie im letzten Arbeitsgang fräsen möchten (anstelle der Bearbeitungstiefe). Es ist oft intuitiver, den Wert auf diese Art anzugeben.
Hilfsmittel für die Liste der Bearbeitungstiefen
In diesem Abschnitt des Formulars finden Sie zwei Methoden, einen Satz von Bearbeitungsgängen in einem Schritt zu erstellen.
Bei der ersten Methode legen Sie einfach die Bearbeitungsgänge entsprechend der Eigenschaft „Bearbeitungstiefe“ des ausgewählten Werkzeugs fest. Dies ist die von Aspire verwendete Standardmethode bei der erstmaligen Erstellung von Profilbearbeitungen. Wenn Sie allerdings die Option Genaue Bearbeitungstiefe des Werkzeugs beibehalten auswählen, ✓ ändert die Software nicht die Schrittweite für den Versuch, die Anzahl der Bearbeitungsgänge zu optimieren (siehe oben).
Bei der zweiten Methode werden auf der Grundlage des im Bearbeitungsfeld Anzahl der Schritte eingegebenen Wertes die Abstände gleichmäßig verteilt.
Klicken Sie auf die entsprechende Schaltfläche , um eine der beiden Methoden anzuwenden und in der Bearbeitungsliste sowie im Diagramm den entsprechenden Satz von Bearbeitungsgängen zu erzeugen.
Hinweis
Wenn Sie eines dieser Hilfsmittel nutzen, um die Anzahl der Bearbeitungsgänge festzulegen, löschen Sie damit alle eventuell hinzugefügten benutzerdefinierten Bearbeitungsgänge.
Vektoren fertigen...
Sie können aus 3 Optionen wählen, um zu bestimmen, wo das Werkzeug im Verhältnis zu den ausgewählten Vektoren positioneiert wird.
Außen

Innen

Auf

Richtung
Kann auf konventionelle oder aufsteigende Bearbeitung eingestellt werden, wenn die Fräsrichtung von der gewählten Strategie abhängt - Details finden Sie weiter oben. Die konventionelle oder aufsteigende Bearbeitung wird in besonderem Maße vom bearbeiteten Material und den Werkzeugen bestimmt.
Zuschlag-Offset
Um die ausgewählte Kontur entweder zu überschneiden (eine negative Zahl erstellt ein kleineres Produkt) oder zu unterschneiden (eine positive Zahl erstellt ein größeres Produkt), kann ein Zuschlag definiert werden. Ist der Zuschlag = 0, fräsen die Werkzeugpfade das Produkt auf die genaue Größe.
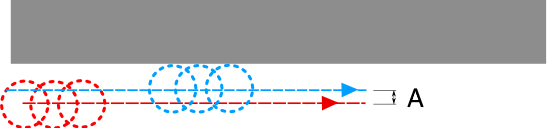
Separaten letzten Bearbeitungsgang ausführen
Für den letzten Bearbeitungsgang kann ein separater Zuschlag festgelegt werden. Wenn dieser Zuschlag aktiviert wird, werden alle Bearbeitungsgänge bis auf den letzten um den festelegten Zuschlag unterschnitten; nur der finale Bearbeitungsgang wird auf Maß ausgeführt.
Hinweis
Dieser Bearbeitungsgang soll nur eine dünne Materialschicht abtragen, da das Werkzeug über die gesamte Tiefe des Schnitts diesen Zuschlag abspanen muss, während alle vorherigen Bearbeitungsgänge mit Unterschneidung fahren. Wenn der Zuschlag für den letzten Bearbeitungsgang 1/3 des Werkzeugdurchmessers überschreitet, wird eine Warnung ausgegeben, jedoch sollte dieser Zuschlag idealerweise deutlich unterhalb dieses Wertes bleiben. Ein möglichst kleiner Wert reduziert das Risiko, dass der letzte Bearbeitungsgang in Bereiche fährt, die vorherige Arbeitsgänge nicht erreicht haben, und verringert die Materialmenge, die im letzten Bearbeitungsgang abgetragen werden muss. Wenn Sie für den Werkzeugpfad einen Zuschlag für den letzten Bearbeitungsgang verwenden, stellen Sie sicher, dass Sie mit der Materialmenge zufrieden sind, die zur Bearbeitung für den letzten Gang verbleibt. Wenn der letzte Bearbeitungsgang deutlich in nicht durch die vorherigen Arbeitsgänge bereits freigelegtes Material fahren muss, kann der Werkzeugpfad nicht berechnet werden.
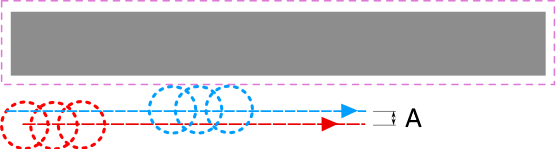
Wenn die Schaltfläche für die Richtungsumkehr ausgewählt wurde ✓, wird die Bearbeitungsrichtung für den letzten Bearbeitungsgang umgekehrt. Diese Funktion kann nützlich sein, um sichtbare Abdrücke entlang der Kanten der Profilschnitte zu minimieren.
Der Zuschlag für den letzten Bearbeitungsgang berücksichtigt auch einen eventuellen Zuschlags-Offset, sodass Sie beide Optionen gemeinsam verwenden können.
Vektor-Startpunkt verwenden
Die Option Startpunkt verwenden kann ausgewählt werden, um für den Werkzeugpfad zu erzwingen, am ersten Punkt der Kontur einzutauchen und die Bearbeitung zu beginnen. Dies ist besonders nützlich, wenn Sie sicherstellen müssen, dass der Fräser nicht an einem kritischen Bereich des Auftrags eintaucht. Es ist beispielweise oft die beste Option, den Startpunkt für das Eintauchen und die Bearbeitung auf eine Ecke zu setzen, da dies auf der bearbeiteten Oberfläche keine Bearbeitungs- oder Verweilmarken hinterlässt.
Wenn diese Option ausgewählt wurde, werden die Startpunkt an allen Vektoren als grüne Boxen dargestellt. Über die Werkzeuge zur Knotenbearbeitung kann der Startpunkt auf einem Vektor verschoben werden. Drücken Sie N oder wählen Sie den Cursor zur Knotenbearbeitung aus. Führen Sie den Cursor über den Knoten, den Sie als Startpunkt verwenden möchten. Klicken Sie mit der rechten Maustaste und wählen Sie Startpunkt erstellen (oder drücken Sie P). Denken Sie daran, dass Sie auch über das Menü der rechten Maustaste oder die Taste P an jeder Stelle des Vektors einen neuen Punkt einsetzen können - dies fügt einen neuen Punkt ein und macht ihn zu Ihrem Startpunkt.
Hinweis
Wenn Sie Startpunkt verwenden auswählen, kann dies zu wengier effizienten Werkzeugpfaden führen (verlängerte Bearbeitungszeiten), da die Maschine möglicherweise eine längere Zeit benötigt, um von einer zu fertigenden Kontur zur nächsten zu fahren. Wenn diese Option nicht ausgewählt wurde, versucht die Software, den kürzesten Werkzeugpfad zu berechnen und dabei die Entfernung bei Verbindungsfahrten zu minimieren. Der Nachteil hierbei ist, dass der Fräser möglicherweise an wichtigen Oberflächen der Fräskante eintaucht oder dort Bearbeitungsmarken hinterlässt.
Laschen (Brücken)
Laschen werden zu offenen und geschlossenen Vektorkonturen hinzugefügt, um Teile in ihrer Position zu halten, wenn sie aus dem Material getrennt werden.
Laschen zum Werkzeugpfad hinzufügen
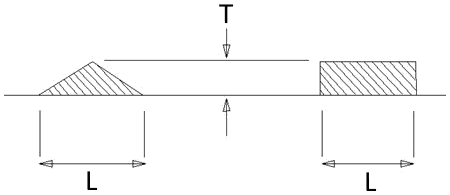
Wenn Sie diese Option auswählen ✓, aktiviert die Option Laschen hinzufügen die Erstellung von Laschen für diesen Werkzeugpfad. Die Länge und Dicke legen die Größe der einzelnen Laschen fest. Die Auswahl ✓ der Option 3D-Laschen erstellen erstellt 3D-Laschen. Der Unterschied zwischen 2D- und 3D-Laschen wird im Folgenden erklärt.
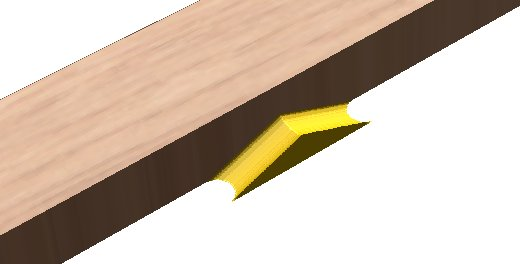
3D-Laschen erstellen
Wenn diese Option ausgewählt ist, erhält die Lasche einen dreieckigen Querschnitt. Diese Kontur wird erzeugt, wenn der Fräser die festgelegte Laschendicke schräg entlang- und anschließend an der anderen Seite wieder zurückfährt. Bei 3D-Laschen kann die Maschine häufig schneller und reibungsloser fahren, da sie am Anfang und Ende jeder Lasche nicht anhalten und eine Bewegung entlang der Z-Achse ausführen muss.
Wenn diese Option nicht ausgewählt ist, werden 2D-Laschen verwendet. Der Fräser stoppt am Startpunkt jeder Lasche, hebt sich vertikal um die festgelegte Dicke, fährt entlang der Rampe, stoppt und taucht an der anderen Seite ein.
Profiloptionen
Der Abschnitt Profilierungsoptionen des Werkzeugpfad-Menüs enthält fünf zusätzliche Seiten. Auf jeder von ihenn kann eine bestimmte Optionsgruppe für die Profilbearbeitung festgelegt werden. Die genaue Anzahl der Optionsseiten ist davon abhängig, welche Werkzeugpfad-Strategie Sie aktuell verwenden. In der gesamten Palette der Optionsseiten finden Sie:
- Schrägeintauchen
- Führungen
- Reihenfolge
- Starten bei
- Ecken
Diese Seiten helfen Ihnen dabei, dass Ihre Teile in Position bleiben und so einfach wie möglich und in der bestmöglichen Oberflächenqualität gefertigt werden können.
Sie können auf jede Optionsgruppe über die Registerkarten oben im Abschnitt Profiloptionen zugreifen.
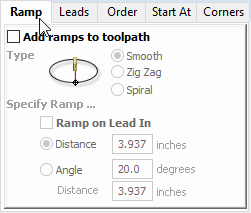
Schrägeintauchen
Schräges Eintauchen wird verwendet, um zu verhindern, dass der Fräser vertikal ins Material eintaucht. Der Fräser taucht schrittweise in einem Winkel in das Material ein, was den Verschleiß des Fräsers, die Wärmeentwicklung und auch die Belastung der Frässpindel und der Z-Achse der Maschine deutlich verringert. Wenn mehrere Bearbeitungsgänge erforderlich sind, weil die Arbeitstiefe geringer ist als die Schnitttiefe, wird vor dem Start jedes Bearbeitungsgangs ein Schrägeintauchen durchgeführt. Alle Schrägeintauchbewegungen werden mit der für das ausgewählte Werkzeug festgelegten Eintauchgeschwindigkeit durchgeführt.
Glatt
Mit dieser Option entsteht ein glattes, schräges Eintauchen in das Material. Hierzu wird entweder der festgelegte Abstand oder der Winkel verwendet.
Wenn eine Einführentfernung festgelegt wurde, deaktiviert die Option Schrägeintauchen bei Einführung die Entfernungs- und Winkeloptionen und begrenzt die Bewegungen zum schrägen Eintauchen automatisch auf den Einführungsabschnitt des Werkzeugpfads.
Zickzack
Mit dieser Option verläuft die schräge Eintauchbewegung zickzackförmig vor und zurück. Dabei wird entweder der festgelegte Abstand verwendet oder Winkel und Abstand.
Mit der Option Abstand taucht der Fräser in das Material ein, fährt dabei über die festgelegte Distanz in eine Richtung und über die gleiche Distanz wieder zurück.
Die Option Winkel wird übelicheweise für Fräser verwendet, die nicht vertikal eintauchen können, sondern einen vom Hersteller festgelegten Eintauchwinkel aufweisen.
Spiralförmig
Wenn diese Option ausgewählt ist ✓, entsteht eine gleichmäßig spiralförmige Rampe. Diese Option ist nur verfügbar, wenn im Werkzeugpfad keine Einführbewegungen vorgesehen sind.
Bei dieser Option taucht der Fräser über den kompletten Umfang des Profilverlaufs schräg in das Material ein. Der Winkel wird automatisch berechnet, um vom Startpunkt über den Umfang des Auftrags in das Material einzutauchen.
Die Rate, mit welcher der Fräser in das Material eintaucht, wird durch die für den Fräser festgelegte Bearbeitungstiefe definiert. Ein Spiralprofil mit einer Tiefe von 0,5 Zoll fährt beispielsweise bei einem Fräser mit einer Bearbeitungstiefe von 0,5 Zoll oder mehr in einem Bearbeitungsgang in das Material. Wenn Sie die Bearbeitungstiefe auf 0,25 Zoll ändern, führt dies zu 2 Bearbeitungsgängen entlang des Profils.
Führungen
Profil-Werkzeugpfade können um Ein- und Ausführungsbewegungen ergänzt werden, um zu verhindern, dass Verweilmarken an den Bauteilkanten entstehen, die üblicherweise dann erzeugt werden, wenn ein Fräser vertikal an der Kante eines Auftrags eintaucht.
Gerade Führung
Diese Option erstellt eine gerade Einführung auf den Werkzeugpfad über die angegebenen Werte für Winkel und Länge.
Der Werkzeugpfad führt im festgelegten Winkel auf die ausgewählte Kante.
Wenn Sie die Option Ausführung verwenden auswählen ✓, wird am Ende des Werkzeugpfads eine Ausführung von der bearbeiteten Kante hinzugefügt.
Die Überschneidungsdistanz erzwingt, dass der Fräser über den Startpunkt hinausfährt und wird häufig verwendet, um eine bessere Qualität der Fräskanten an Teilen zu erhalten.
Kreisförmige Führung
Diese Option erstellt über die festgelegten Werte für Radius und Längenentfernung einen Führungsbogen auf den Werkzeugpfad.
Der Werkzeugpfad verläuft in einer Kurve auf die ausgewählte Kante. Diese verläuft an dem Punkt, an dem sie die tatsächliche Geometriekante erreicht, tangential zur Richtung des Vektors.
Wenn Sie die Option Ausführung verwenden auswählen ✓, wird am Ende des Werkzeugpfads eine Ausführung von der bearbeiteten Kante hinzugefügt.
Die Überschneidungsdistanz erzwingt, dass der Fräser über den Startpunkt hinausfährt und wird häufig verwendet, um eine bessere Qualität der Fräskanten an Teilen zu erhalten.
Reihenfolge
Über die Registerkarte Reihenfolge können Sie die Herangehensweise bestimmen, die das Programm verwendet, um die beste Reihenfolge zum Fräsen Ihrer Vektoren zu festzulegen. Sie können mehrere Optionen angeben. In diesem Fall berechnet das Programm die Ergebnisse für jede Option und wählt das Ergebnis mit der kürzesten Bearbeitungszeit.
Reihenfolge der Vektorenauswahl
Bei dieser Option werden die Vektoren in der Reihenfolge bearbeitet, in der sie von Ihnen ausgewählt wurden. Wenn sich Vektoren innerhalb anderer Vektoren befinden (beispielsweise beim Buchstaben 'O'), wird der innere Vektor unabhängig von der Auswahlreihenfolge stets als erstes gefertigt.
Von links nach rechts
Diese Option verbindet zunächst die Teile auf der linken Seite des Materials und bewegt sich dann nach rechts fort.
Von unten nach oben
Diese Option verbindet zunächst die Teile unten am Material und bewegt sich dann nach oben.
Raster
Diese Option verwendet eine rasterbasierte Herangehensweise. Die Rastergröße basiert dabei auf der Größe der Teile. Der Algorithmus versucht zunächst, Teile in einem bestimmten Bereich zu verbinden, bevor er fortfährt.
Starten bei
Aktuelle Startpunkte behalten
Der Startpunkt des Vektors gibt den Startpunkt des Werkzeugpfads vor.
Startpunkte optimieren
Die Software versucht automatisch, auf Grundlage der Geschwindigkeit zum Abschließen des Auftrags die Startposition jedes Profils zu optimieren.
Am nächsten am Begrenzungsrechteck
Beeinflusst den Startpunkt, indem festgelegt wird, in der Nähe welches Teils des Begrenzungsrechtecks des Profilvektors dieser liegen soll.
Diese Option sucht nach dem nächsten Punkt aller Bereichs-Endpunkte und beginnt den Werkzeugpfad dort.