VTransfert
VTransfer est une petite application d'assistance fournie par Vectric pour simplifier le processus d'envoi de parcours d'outils à certains contrôleurs basés sur Grbl. Vous devez exécuter VTransfer sur le PC auquel votre machine CNC est connectée via une connexion série USB.
Si votre logiciel Vectric CADCAM s'exécute également sur le même PC, vous pouvez utiliser le mode Sortie directe pour envoyer des parcours d'outils à VTransfer directement à partir du formulaire Sauvegarde du parcours d'outil , sans avoir besoin d'enregistrer ou de charger des fichiers.
VTransfer fournit également les commandes dont vous avez besoin pour lancer le référencement de base, le jogging et le réglage des origines sur votre machine CNC avant l'exécution d'un parcours d'outil.
Contrôleurs
VTransfer a été créé spécifiquement pour diffuser des parcours d'outils vers un contrôleur préconfiguré. Il s'attend à ce que votre contrôleur soit correctement configuré et testé pour votre matériel. VTransfer ne définira, ne modifiera ou ne validera en aucun cas les paramètres de votre contrôleur et n'est pas destiné à être utilisé pour la configuration du contrôleur de niveau inférieur.
 Préparation
Préparation
Avant de démarrer VTransfer, vous devez vous assurer que votre machine est sous tension, que tous les pilotes requis sont déjà installés et que la machine est accessible via un port série (port COM sous Windows). Pour la plupart des machines connectées par USB, vous devrez avoir installé le pilote de périphérique approprié pour le contrôleur de votre machine. Ces pilotes seront fournis par votre fournisseur de machine-outil et vous devez vérifier que votre machine CNC se connecte correctement à votre PC avant d'essayer d'utiliser VTransfer.
Lorsque la machine et les pilotes ont été correctement installés, actualisez et vérifiez la liste déroulante Connectez-vous : pour afficher le contrôleur de votre machine-outil. Cependant, VTransfer aura toujours besoin de connaître le protocole de communication spécifique requis et la première fois que vous utiliserez VTransfer, vous devrez effectuer une installation et une configuration uniques.
Une fois configuré pour une machine qui reste connectée au même port USB de votre PC, VTransfer devrait automatiquement détecter et se connecter à chaque démarrage.
Configuration initiale
Une fois cette configuration initiale terminée, VTransfer devrait automatiquement détecter et se connecter à votre machine au démarrage, à condition que la machine reste connectée au même port USB de votre PC. Cependant, avant de vous connecter à votre machine pour la première fois, vous devez suivre les étapes suivantes pour définir le type de contrôleur et la configuration d'usinage appropriés.
- Sélectionnez Fichier-> Paramètres dans le menu principal pour ouvrir les paramètres
- Assurez-vous que votre contrôleur est sélectionné dans la liste déroulante Nom du contrôleur : (pour un contrôleur Grbl version 1.x, ce sera Grbl, par exemple)
- Sélectionnez le fichier de configuration approprié pour votre machine ou créez le vôtre.
Connexion des contrôleurs
- Assurez-vous que votre machine est connectée au PC via USB et qu'elle est allumée
- Cliquez sur le bouton , régénérez la liste déroulante Connectez-vous : avec tous les appareils détectés connectés à votre PC.
- Sélectionnez votre contrôleur dans la liste - notez qu'il peut s'agir du nom du microcontrôleur sur lequel votre contrôleur est exécuté, plutôt que du nom du contrôleur lui-même (grbl peut apparaître comme Arduino UNO, par exemple)
- Vérifiez que l'état de la machine signalé par VTransfer indique À la recherche de... suivi du nom du contrôleur attendu.
- L'état de la machine passera à De liaison pendant que VTransfer tente de vérifier que le contrôleur communique comme prévu
- Une fois la communication correcte établie, l'état de la machine passera à Initialisation, Alarme ou Prêt selon la configuration de votre machine.
Exploiter un parcours d'outils
Une fois connecté à votre machine CNC, les étapes typiques pour exécuter votre premier parcours d'outil en utilisant VTransfer sont les suivantes
- Ouvrez l'onglet Faire du jogging
- Si l'état de votre machine est verrouillé ou déverrouillez votre machine (si elle est prise en charge et configurée)
- Chargez votre fichier de parcours ou envoyez-en un à VTransfer via Direct Output
- Si nécessaire, déplacez la machine à l'emplacement du matériau sur votre machine CNC (pour faire correspondre le point d'origine relatif de votre parcours d'outil) et réglez
- Adaptez l'outil requis
- Soit exécuter le cycle du palpeur Z (s'il est pris en charge) pour régler Z Zéro afin qu'il corresponde à votre parcours d'outil
- Ou vous pouvez également déplacer manuellement la pointe de l'outil sur la surface du matériau ou sur le banc de la machine (pour qu'elle corresponde au réglage Z Zéro de votre parcours) et régler
- Assurez-vous que la broche est en marche (si elle n'est pas commandée automatiquement)
- Ouvrez l'onglet Coupez - Cliquez
Envoyer un chemin d'outil directement à VTransfer depuis votre logiciel Vectric
Au moment de sauvegarder votre parcours d'outil, certains post-processeurs prennent en charge l'option de sortie directe vers VTransfer (comme Emblaser ou X-Carve). Si l'un de ces post-processeurs est sélectionné, la case Sortie directe sur machine sera activée sous la boîte de sélection du post-processeur dans le formulaire Sauvegarde du parcours d'outil .
Avec cette case cochée, deviendra et cliquer sur ce bouton enverra automatiquement le parcours d'outil à VTransfer. Si VTransfer n'est pas déjà en cours d'exécution, il se lancera automatiquement.
Chaque fois qu'un nouveau parcours d'outil est chargé ou reçu par VTransfer, il vous invite avec une boîte de message.
Retour, jogging et origines
Avant d'exécuter votre parcours d'outil, il est essentiel de régler correctement les origines de votre machine. Le processus spécifique que vous devez utiliser sera, dans une large mesure, déterminé par votre machine et sa configuration. En général, vous devrez installer votre machine (si elle est prise en charge) et régler l'origine X Y pour qu'elle corresponde au parcours d'outil prévu et à l'emplacement du matériau sur le banc de votre machine. Vous devrez également monter l'outil approprié et, en général, régler la pointe de cet outil pour qu'elle soit à zéro, soit en haut, soit en bas de votre matériau - là encore, ce choix aura déjà été déterminé lors de la création de votre parcours. Les commandes relatives à ces actions sont toutes disponibles à partir de l'onglet Faire du jogging.
Chaque fois que VTransfer modifie ses paramètres d'origine, une boîte de message vous sera demandée.
Séquence de démarrage
Cliquez sur ce bouton pour lancer la séquence de référencement. La séquence de référencement aboutira à la définition des origines de votre machine à l'aide de ses emplacements de commutateur de référencement et de la zone usinable de la machine, tous deux définis dans la configuration. Pour certains contrôleurs (tels que Grbl), vous devrez généralement exécuter cette commande avant de pouvoir faire autre chose car la machine démarrera dans un état désactivé Alarme .
Note
Ce bouton n'est disponible que si votre machine est configurée avec des commutateurs de référencement et que le référencement est activé.
Plaque tactile Z
Ce bouton sera visible si votre machine est configurée avec une plaque tactile, que le support de la plaque tactile est activé et que son épaisseur est définie dans les paramètres de configuration. Cliquez dessus pour lancer le cycle de palpage de la plaque tactile Z. Assurez-vous que la plaque tactile est en position et fonctionne correctement avant de cliquer sur cette option car elle commencera immédiatement un mouvement de plongée.
Avertissement
Assurez-vous que la plaque tactile est en position et fonctionne correctement avant de cliquer sur cette option car elle commencera immédiatement un mouvement de plongée de sondage.
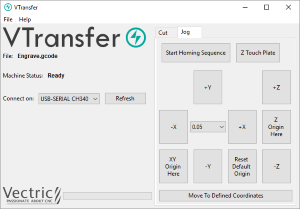
Jogging
Les boutons , , , , et permettent de déplacer la machine sur les axes Y, X ou Z, respectivement.
La distance parcourue par chaque clic de bouton est déterminée par la valeur actuelle (en mms) indiquée dans la commande déroulante au centre des boutons de jogging. Veillez à ajuster cette valeur de manière appropriée avant d'utiliser les boutons de déplacement pour déplacer la machine.
Lasers
Si la configuration sélectionnée pour votre machine a une valeur de course Z de zéro, cela indique que la machine n'a pas d'axe Z - c'est le cas de la plupart des découpeuses laser - et les commandes de l'axe Z ne seront pas visibles.
Établir et rétablir les origines
Par défaut, l'origine X Y (la position des coordonnées X:0 et Y:0) d'une machine avec aide à la recherche de référence est définie dans le coin inférieur gauche de la zone usinable de la machine après un cycle de recherche de référence, c'est-à-dire que la machine fonctionne dans un espace de travail à coordonnées positives dans sa zone usinable. Pour les machines sans aide à la recherche de référence, l'origine initiale X Y doit toujours être réglée manuellement avant d'exécuter un parcours d'outil. En outre, lorsqu'un parcours d'outil est créé, il est très courant que l'origine X Y soit en fait choisie par rapport au matériau (et non par rapport au banc de la machine) - par exemple, le centre d'un dessin peut être utilisé. Par conséquent, pour la plupart des parcours, vous devrez déplacer la machine à l'emplacement d'origine correspondant au parcours (par rapport à votre matériau), et doit être choisie manuellement ici avant la découpe.
Pour les machines avec aide au repérage, vous pouvez restaurer l'origine du coin inférieur gauche après l'avoir réglée pour un parcours d'outil spécifique en cliquant sur à tout moment. Lorsque vous cliquez sur ce bouton, l'emplacement de la position des coordonnées X:0, Y:0 sera à nouveau défini dans le coin inférieur gauche de la zone usinable de la machine..
Exécution du parcours d'outils
L'onglet Couper contient les contrôles nécessaires pour commencer à couper votre parcours et suivre sa progression.
Couper maintenant
Lorsque votre machine est correctement réglée (avec les origines X, Y et Z réglées), cliquez sur ce bouton pour commencer à transmettre le parcours d'outil à votre machine et commencer la découpe.
Avertissement
Assurez-vous que la broche de votre machine est allumée avant de cliquer sur ce bouton si la commande de votre broche est manuelle.
Estimation du temps restant
Une fois que votre parcours a commencé, VTransfer fournira une estimation dynamique du temps restant jusqu'à ce que le parcours soit terminé.
Priorité à l'alimentation dynamique
Si votre machine prend en charge le contrôle de l'avance et que l'option est activée dans votre configuration, alors les boutons et seront disponibles. Cliquez sur ces boutons pour augmenter ou diminuer de 10 % l'avance du parcours d'outil actuel. L'état actuel du réglage de l'annulation de l'avance est indiqué par la valeur en pourcentage entre les deux boutons de commande.
Retard
En fonction de la nature du parcours d'outil que vous exécutez, il peut y avoir un délai d'une ou plusieurs secondes avant que votre machine ne réponde au changement d'avance, donc tenez-en compte lorsque vous utilisez ces commandes.
Abandonner
Ce bouton permet d'arrêter le parcours le plus rapidement possible, généralement en réinitialisant le contrôleur dans le processus. Une fois qu'un parcours a été interrompu, vous devez revenir à l'accueil et vous réorienter avant d'exécuter un autre parcours.