ロータリージョブの作成
 Z原点
Z原点
ツールを円柱の中心またはサーフェスの中心にゼロ調整するかどうかを指定することを選択できます。ブランクを丸めている場合、参照している表面は完成したブランクの表面であるため、円柱の表面に Z を設定することはできません。一貫性と精度を確保するために、ラップされたツールパスを出力するときは常に「円柱の中心」を選択することを強くお勧めします。これは、加工しているピースの直径の不規則性やブランクをチャックの中心に配置する際のエラーに関係なく、常に一定に保つ必要があるためです。
ヒント:
これを行うための役立つヒントは、チャックの中心と、チャックの上部や回転軸取り付けブラケットの一部などの便利な点の間の距離を正確に測定することです。この Z オフセットをどこかに書き留め、この時点で将来のツールをゼロにし、Z オフセットを入力して回転軸の中心の位置を取得します。 「Center of Cylinder」を選択するもう 1 つの理由は、一部のコントロールでは回転中心からの距離に基づいて回転軸の正しい回転速度を計算できるためです。 Z 値がサーフェスを基準にしている場合、コントロールは Z ゼロにおける円柱の直径または半径を知る必要があります。
XY原点
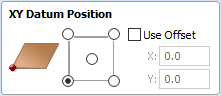
XY 図面原点 - ここで、XY ゼロ原点をジョブ上に配置する場所を指定できます。これらのオプションは、プログラム内の通常の「ジョブ設定」フォームの同じフィールドに対応します。ほとんどの人はデフォルトの左下隅を使用しますが、ジョブによっては XY 原点を中心にしたい場合があります。
- 水平方向 (X 軸沿い) のジョブでは、X オフセットは円柱の長さに対応し、Y オフセットはその円周に沿った点になります。
- 垂直方向 (Y 軸沿い) のジョブでは、その逆になります。 Y オフセットは円柱の長さに対応し、X オフセットはその円周に沿った点になります。
方向
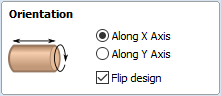
シリンダの方向に沿って - このセクションは、マシン上で回転軸をどのように調整するかをプログラムに伝えるために使用されます。すでにデザインを作成していて、別のマシンのジョブを変更したいだけの場合は、マテリアルを使用してデザインを反転して、すべてのベクトルとコンポーネントがジョブに対して同じままになるようにすることができます。
Z原点オン - このセクションでは、Z 原点をマテリアルの表面に設定するか、ベース (円柱の中心) に設定するかを決定します。これらの設定は、ツールパスが実際に保存されるときに上書きできますが、回転加工には「円柱軸」を選択することを強くお勧めします。この理由については、以下のメモで詳しく説明します。
ベクトルレイアウト
ツールパスのラッピングに適したサイズでジョブを作成するだけでなく、ジョブの作成時に多数のベクトルが作成されます。これは、ラップされたジョブの作成時に非常に役立ちます。
ベクターは独自の個別のレイヤー上に作成され、作業領域が乱雑にならないように、デフォルトではこれらのレイヤーはオフになっています。レイヤーをオンにするには、「レイヤーコントロール」ダイアログを表示します(Ctrl + L はこれを表示/非表示にするショートカットです)。レイヤーを表示/非表示にするには、レイヤー名の横にあるチェックボックスをクリックするだけです。
2レールスイープ - このレイヤーには 2 つの直線ベクトルが含まれており、成形柱を作成する場合にプロファイルをスイープするために使用できます。
境界ボックス - このレイヤーには、ジョブ領域全体をカバーする長方形のベクトルが含まれています。このベクトルは、円柱の表面全体を加工する場合に役立ちます。
素材の選択
回転プロジェクトをセットアップするとき、ソフトウェアは正確な直径を持つ完全な円柱を想定します。実際には、ストック材料が不均一である場合や、正方形のプロファイルを持つブランクのみが利用可能な場合があります。このような場合、実際の設計に関連付けられたツールパスを実行する前に、ブランクを希望のサイズのシリンダーに機械加工する必要があります。
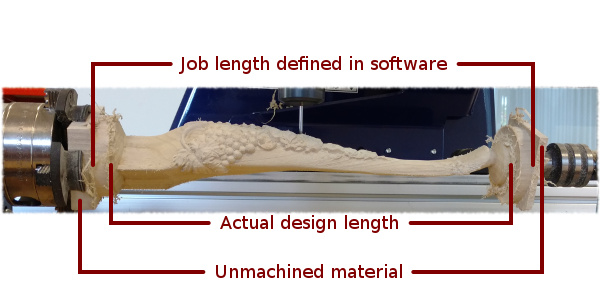
もう 1 つの考慮事項は、ストック素材の長さです。通常、ブランクの一部はチャック内に配置されます。加工中、切削工具が常にチャックと心押し台の両方から安全な距離にあることも重要です。このような理由から、ブランクは実際のデザインよりも長くする必要があります。切断用に機械をセットアップするときは、工具がチャックや心押し台にぶつからないように、原点が適切に設定されていることを確認するために細心の注意を払う必要があります。
これらの考慮事項を考慮せずにデザインが作成された場合、空白のサイズはいつでも ジョブセットアップ 形式で調整できます。
下の図は、ロータリー プロジェクト レイアウトの例を示しています。上で説明したように、チャックと十分なギャップを考慮して、実際のブランクは Aspire で定義されたジョブよりも長くなります。実際の設計は、完成した部品をチャックから取り外す前にプロファイル ツールパスで加工できるタブ用のスペースを残すために、Aspire で定義されたジョブよりも短くなります。
以下の例のように厚みの異なる 3D 形状を加工する場合は、モデルの厚い方の端を駆動モーターに最も近い側に配置することをお勧めします。このように、ねじりねじりは主に機械加工された部品のより強い端部に影響を与え、機械加工中の部品の曲がりや破損を避けるのに役立ちます。