Edición de postprocesador
 ¿Qué hace el postprocesador?
¿Qué hace el postprocesador?
El postprocesador es la sección del programa que convierte las coordenadas XYZ para que la herramienta se mueva a un formato adecuado para un router o máquina en particular. Este documento detalla cómo crear y editar los archivos de configuración que personalizan la salida del programa para adaptarse a un controlador de máquina determinado.
A continuación se muestran secciones de un programa típico que se ha procesado en G-Code y HPGL
Salida de código G
T1 M6
G17
G0 Z4.5000
G0 X0.0000 Y0.0000 S12000 M3
G0 X2.4567 Y7.8342 Z0.2500
G1 Z-0.0500 F5.0
G3 X3.3784 Y8.7559 I0.0000 J0.9218 F66.0
G3 X2.4567 Y9.6777 I-0.9218 J0.0000
G3 X1.5349 Y8.7559 I0.0000 J-0.9218
Salida HPGL
IN;PA;
PU2496,7960;
PD2496,7960;
AA2496,8896,90.000
AA2496,8896,90.000
AA2496,8896,90.000
AA2496,8896,90.000
PU2496,7960;
PU2496,6096;
Los fabricantes de controladores de máquinas a menudo personalizarán el formato de archivo necesario para que los programas se ejecuten en una máquina en particular con el fin de optimizar el control para adaptarse a las características individuales de esa máquina.
El postprocesador Vectric utiliza archivos de configuración basados en texto simple, para permitir al usuario adaptar un archivo de configuración, si así lo desea.
Secciones de postprocesador
Los postprocesadores Vectric se dividen en secciones para facilitar la claridad. Intente escribir sus postprocesadores en un estilo similar para facilitar la depuración.
Comentarios de archivo
Una sección donde puede describir el posprocesador y registrar cualquier cambio en el posprocesador, cada línea es un comentario y comienza con un carácter '+' o '|' personaje.
+ History
+ Who When What
+ ======== ========== ===========================
+ Tony 14/07/2006 Written
+ Mark 26/08/2008 Combined ATC commands, stop spindle on TC
+================================================
Declaraciones de archivos globales
Las declaraciones son elementos que se usan solo una vez o tienen valores estáticos en todo el archivo. Escriba los nombres de las declaraciones en letras mayúsculas para mayor claridad.
Declaración | Resultado |
| El nombre que aparecerá en la lista de posprocesador. |
| La extensión de archivo que se le dará al archivo. |
| Las unidades que genera el archivo (PULGADAS o MM) |
| El fabricante de la máquina herramienta ha proporcionado un controlador (normalmente un controlador de impresora) que luego puede aceptar directamente la salida del archivo NC (por ejemplo, consulte HPCL_Arcs.pp genérico). |
| Indica que los movimientos de inmersión a la altura de inmersión (Z2) (que se establece en el formulario de configuración del material) son movimientos rápidos. |
| El software de control utiliza una interfaz de documento que puede aceptar directamente la salida del archivo NC. |
| Los movimientos en el eje Y deben envolverse alrededor de un cilindro del diámetro especificado. Los valores "Y" se generarán como "A" |
| Los movimientos en el eje X deben envolverse alrededor de un cilindro del diámetro especificado. Los valores "X" se generarán como "B" |
| La velocidad del husillo para esta máquina se genera como un rango de números enteros entre 1 y 15 que representan la velocidad real en RPM del husillo (entre 4500 y 15000 RPM en el ejemplo citado). Para ver un ejemplo, consulte el archivo: Roland_MDX-40_mm.pp |
| Este comando le permite sustituir una salida de carácter dentro de las variables (como Los caracteres se ingresan por pares, Original - Sustituido. Por ejemplo, el software de control MACH 3 utiliza paréntesis como delimitadores de comentarios y no permite comentarios anidados. La mayoría de las herramientas dentro de la base de datos de herramientas Vectric tienen paréntesis dentro de la sección "Nombre"; Si se muestran estos nombres, esto provocaría un error dentro de Mach3. El comando |
| Giratorio: Activa/Desactiva la salida de la velocidad de avance F en el modo de alimentación en tiempo inverso. En este modo, se espera que completemos un movimiento en uno dividido por el número F de minutos. En GCode, normalmente sería un G93 para activar el modo de tiempo inverso o un G94 para configurar el modo de unidades por minutos. |
| Indica que este posprocesador admite trayectorias de herramientas láser (si Módulo láser está instalado). |
| Radio de arco mínimo opcional. Los arcos que tengan un radio menor que este valor serán reemplazados con un único movimiento en línea recta. |
| Radio de arco máximo opcional. Los arcos que tengan un radio mayor que este valor se poligonizarán. |
POST_BASE | Esta es una forma ya no es compatible de heredar el contenido de otro postprocesador. Consulte la página Migración POST_BASE para obtener más detalles. |
Soporte para dividir cintas
Una sección que describe cómo se dividirá la salida de una trayectoria larga:
TAPE_SPLITTING=MAX_NUM_LINES LINE_TOL "FILENAME_FORMAT" START_INDEX INDEX_ON_FIRST_FILE
Por ejemplo un comando de:
TAPE_SPLITTING=1000 100 "%s_%d.tap" 1 "YES"
daría lugar a...
La salida se dividirá en varios archivos de un máximo de 1000 líneas (+ sin importar cuántas líneas haya dentro de la sección de pie de página del posprocesador), si existe un movimiento de retracción después de la línea 900 (1000 – 100), el archivo se dividirá en ese movimiento. Si el archivo se llamara "ruta de herramienta", los archivos divididos se denominarían ruta de herramienta_1.tap, ruta de herramienta_2.tap, etc. La primera salida de la ruta de herramienta será "ruta de herramienta_1.tap". No habrá ningún archivo llamado "ruta de herramienta" sin un número de índice ( como se usa INDEX_ON_FIRST_FILE=YES), a menos que el archivo tenga menos de 1000 líneas, en cuyo caso el archivo no se dividirá.
Nota
Algunos controladores que requieren dividir archivos NC también tienen limitaciones en la cantidad de caracteres dentro de un nombre de archivo. Por ejemplo, es posible que requieran que el nombre del archivo tenga el formato de nombre de archivo estilo MSDOS 8.3. Esto debe tenerse en cuenta al nombrar el archivo de salida.
Caracteres de terminación de línea
LINE_ENDING="[13][12]"
Valores decimales de los caracteres anexados a cada línea independiente del archivo postprocesado. (Por lo general será [13][10]) (Retorno de carro, avance de línea) para cualquier controlador que pueda leer un archivo de texto de formato MSDOS o Windows.
Numeración de bloques
Si desea agregar números de línea al archivo de salida, el número de línea actual se agrega con la variable [N]. El comportamiento de esta variable de número de línea está controlado por las siguientes variables:
Declaración | Resultado |
| Valor en el que debe comenzar la numeración de líneas |
| Valor incremental entre números de línea |
| El número máximo de líneas a generar, antes de volver a pasar al valor Importante: algunos controladores tienen un límite en la cantidad de líneas que se pueden mostrar en el control. |
variables
Nombre de la variable | Salida usando | Valor | Archivo de ejemplo |
|
| Tasa de alimentación actual. | Mach2_3_ATC_Arcs_inch.pp |
|
| Velocidad de avance de corte actual. | CNCShark-USB_Arcs_inch.pp |
|
| Velocidad de alimentación de inmersión actual. | CNCShark-USB_Arcs_inch.pp |
|
| Velocidad actual del husillo en RPM | GCode_arc_inch.pp |
|
| Ajuste de potencia actual para herramientas basadas en chorro (por ejemplo, láseres) | grbl_mm.pp |
|
| Número de herramienta actual. | Mach2_3_ATC_Arcs_inch.pp |
|
| Número de herramienta anterior. | NC-Fácil.pp |
|
| Número de línea. | Mach2_3_ATC_Arcs_inch.pp |
|
| Nombre de la herramienta actual. | MaxNC_pulgadas.pp |
|
| Texto del campo Nota en ToolDB para la herramienta actual | Busellato_Jet3006_arc_inch.pp |
|
| Nombre de la ruta de herramienta actual. | Viccam_ATC_Arcs_inch.pp |
|
| Nombre de archivo (Producido por “Guardar trayectoria(s)”). | ez-Router_inch.pp |
|
| Carpeta en la que se guardó el archivo de ruta de herramienta. | maderap_arc_mm.pp |
|
| Extensión de archivo de ruta de herramienta. | TekcelE_Arc_ATC_3D.pp |
|
| Nombre de ruta de la carpeta de ruta de herramienta. | WinPC-NC_ATC_Arcs_mm.pp |
|
| Coordenada actual de la posición de la herramienta en el eje X. | GCode_arc_inch.pp |
|
| Coordenada actual de la posición de la herramienta en el eje Y. | GCode_arc_inch.pp |
|
| Coordenada actual de la posición de la herramienta en el eje Z. | GCode_arc_inch.pp |
|
| Coordenada actual de la posición de la herramienta en el eje A. | |
|
| Centro del arco en el eje X (en relación con la última posición X,Y). | Mach2_3_ATC_Arcs_inch.pp |
|
| Centro del arco en el eje Y (en relación con la última posición X,Y). | Mach2_3_ATC_Arcs_inch.pp |
|
| Centro del arco en el eje X (coordenadas absolutas). | Isel_arc_mm.pp |
|
| Centro del arco en el eje Y (coordenadas absolutas). | Isel_arc_mm.pp |
|
| Posición inicial de un arco en el eje X. | TextOutput_Arcs_mm.pp |
|
| Posición inicial de un arco en el eje Y. | TextOutput_Arcs_mm.pp |
|
| Punto medio del arco en X (coordenadas absolutas). | TextOutput_Arcs_mm.pp |
|
| Punto medio del arco en Y (coordenadas absolutas). | TextOutput_Arcs_mm.pp |
|
| Punto medio del arco en X (coordenadas incrementales). | TextOutput_Arcs_mm.pp |
|
| Punto medio del arco en Y (coordenadas incrementales). | TextOutput_Arcs_mm.pp |
|
| El radio de un arco. | Bosch_ATC_Arcs_mm.pp |
|
| El ángulo de un arco. | HPGL_Arcs.pp genérico |
|
| Posición inicial de la herramienta para el eje X. | CAMTech_CMC3_mm.pp |
|
| Posición inicial de la herramienta para el eje Y. | CAMTech_CMC3_mm.pp |
|
| Posición inicial de la herramienta para el eje Z. | CAMTech_CMC3_mm.pp |
|
| Altura Z segura/espacio libre rápido. | Arcos EMC2 (pulgadas) (*.ngc) |
|
| Diámetro del cilindro alrededor del cual está envuelto el eje. | Mach2_3_WrapY2A_ATC_Arcs_mm.pp |
|
| Longitud del material en X. | Mach2_3_ATC_Arcs_inch.pp |
|
| Longitud del material en Y. | Mach2_3_ATC_Arcs_inch.pp |
|
| Longitud del material en Z. | Mach2_3_ATC_Arcs_inch.pp |
|
| Valor mínimo del material en X. | MaxNC_pulgadas.pp |
|
| Valor mínimo del material en Y. | MaxNC_pulgadas.pp |
|
| Valor mínimo del material en Z. | MaxNC_pulgadas.pp |
|
| Valor máximo del material en X. | MaxNC_pulgadas.pp |
|
| Valor máximo del material en Y. | MaxNC_pulgadas.pp |
|
| Valor máximo del material en Z. | MaxNC_pulgadas.pp |
|
| Posición de origen en X. | TextOutput_Arcs_mm.pp |
|
| Posición de origen en Y. | TextOutput_Arcs_mm.pp |
|
| Posición cero Z, mesa o superficie de material. | TextOutput_Arcs_mm.pp |
|
| Origen X, Y. | TextOutput_Arcs_mm.pp |
|
| Listado de herramientas utilizadas (En orden de uso). | Mach2_3_ATC_Arcs_inch.pp |
|
| Lista de trayectorias utilizadas en el archivo (en orden de uso). | Mach2_3_ATC_Arcs_inch.pp |
|
| Notas de trayectoria (formulario Control de trayectoria). | Mach2_3_ATC_Arcs_inch.pp |
|
| Archivar notas (Edición > Notas). | Mach2_3_ATC_Arcs_inch.pp |
|
| Hora de creación del archivo. | Mach2_3_ATC_Arcs_inch.pp |
|
| Fecha de creación del archivo. | Mach2_3_ATC_Arcs_inch.pp |
|
| Tiempo de permanencia en segundos al perforar. | Mach2_3_Arcs_inch.pp |
|
| Nombre del producto utilizado para generar el archivo, incluido el número de versión. | |
|
| Diámetro de la herramienta. | |
|
| Rotativo: Tasa de tiempo inverso actual | AvidCNC_WrapX2A_G93_inch.pp |
Formato de variables
Los valores de posición de la herramienta, velocidades de avance, velocidades del husillo, etc. se insertan en el archivo mediante variables. Las variables se utilizan en todo el archivo; las variables se reemplazan con el valor actual de ese elemento cuando el archivo se procesa posteriormente. Por ejemplo, las posiciones actuales de las herramientas X, Y y Z en cualquier momento se insertan en el archivo utilizando la salida variable, [X], [Y] y [Z] respectivamente.
Escriba los nombres de las variables en letras mayúsculas para mayor claridad.
Una variable tiene el formato siguiente:
VAR VARIABLE = [VO|WO|CS|VF|MX]
dónde
VO= Salida variable, por ejemplo X, XF o F.WO= Cuando se genera, A=Siempre, C=Solo cuando se cambia.CS= Salida de cadena de caracteres antes del valor.VF= Formato de valor, determina el formato con el que se genera el valor.MX= Valor multiplicador.
Una variable típica
1 | 2 | 3 | 4 | 6 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
VAR- Esta línea es una variable.- Nombre de la variable.
- Signo de igual.
- Abrir corchete - (inicio de los parámetros de formato variable).
- Etiqueta de variable: es decir, etiqueta que se sustituye por el valor de la variable.
- Barra vertical - Separador de parámetros.
A= Siempre genera valor,C= Solo genera valor cuando cambia- Barra vertical - Separador de parámetros.
- Cadena de caracteres que se imprimirá antes del valor de la variable.
- Barra vertical - Separador de parámetros.
- Banderas de formato opcionales: para obtener más detalles, consulte a continuación.
- Formato de valor: unidades y número de decimales a generar.
- Barra vertical - Separador de parámetros.
- Multiplicador de salida: para más detalles, consulte a continuación.
- Cerrar corchete: fin de los parámetros de formato.
Formato del valor de salida
La cadena de formato de valores debe tener el siguiente formato:
FORMAT_FLAGS FIELD_WIDTH DECIMAL_SEPARATOR DECIMAL_PLACES
Los indicadores de formato son opcionales y solo los necesitan un pequeño número de controladores; se describirán en breve.
Ancho de campo El ancho del campo representa el número mínimo de caracteres que se generan. El ancho del campo generalmente se establece en "1". Un valor mayor que 1 generalmente solo se requiere si un controlador espera ver una cantidad fija de caracteres para el valor. Si este es el caso, se puede ingresar un número mayor que 1. El número ingresado garantizará que se genere esa cantidad de caracteres. El número que representa el ancho del campo incluye el número completo de punto flotante para el valor de salida (incluido el carácter separador decimal).
Separador decimal El carácter separador decimal casi siempre es solo un punto, pero hay algunos controladores que esperan ver un carácter de coma. (Para ver un ejemplo de un posprocesador que no utiliza un carácter de punto, consulte el archivo: Heidenhain_inch.pp)
Lugares decimales El número de decimales generados después del separador decimal. Los valores suelen establecerse en 3 para controladores que funcionan en sistema métrico o en 4 para controladores que funcionan en pulgadas.
Indicadores de formato opcionales
Los valores de salida se pueden modificar aún más utilizando los indicadores de formato opcionales:
Bandera | Función | Predeterminado (sin bandera) |
| Justificar a la izquierda la salida | Los valores están justificados |
| Prefije el valor con '+' o '-' | Sólo los valores negativos tienen como prefijo |
| Si el valor tiene menos caracteres que el mínimo establecido, el valor tiene como prefijo ceros. | Los valores tienen el prefijo de espacios en blanco. |
| Los valores siempre se generan con un carácter separador (en la práctica, esto solo cambiaría el valor de salida si el valor está configurado para generar valores enteros solamente) | Cuando la salida se establece solo en números enteros, el carácter separador no se agrega al valor. |
Formato predeterminado para variables
La mayoría de las variables tienen un formato predeterminado; (que se muestra a continuación) para establecer un formato diferente para una variable, ingrese la siguiente línea en su postprocesador y modifique los parámetros para adaptarlos a su controlador.
Predeterminado | Ejemplo |
|
Se generará el número de línea siempre . Se insertará un carácter 'N' antes del número de línea. Se generará como un número entero. |
|
Se generará la velocidad del husillo siempre . Se insertará un carácter 'S' antes del valor y se generará como un número entero. |
|
La velocidad de avance se generará con un carácter F antes del valor y solo se generará cuando cambie. El valor se generará con 1 decimal. Nota En esta cadena de formato hay un parámetro adicional de opción. Este es el multiplicador de valor. |
VAR PLUNGE_RATE = [FP|A||1.0] |
La velocidad de inmersión se generará con un carácter F antes del valor y solo se generará cuando cambie. El valor se generará con 1 decimal. Nota En esta cadena de formato hay un parámetro adicional de opción. Este es el multiplicador de valor. |
|
La tasa de corte se generará con un carácter F antes del valor y solo se generará cuando cambie. El valor se generará con 1 decimal. Nota En esta cadena de formato hay un parámetro adicional de opción. Este es el multiplicador de valor. |
|
El valor de la posición se generará con un carácter 'X' antes del valor, la posición siempre se generará y se generará con 3 decimales; esto normalmente sería adecuado para un control que requiere salida métrica. Si desea generar los valores con 4 decimales, sería más típico para un controlador que funcione en pulgadas. Formatearía la línea de la siguiente manera.
|
|
El valor de la posición inicial se generará con un carácter 'X' antes del valor, la posición siempre se generará y se generará con 3 decimales; esto normalmente sería adecuado para un control que requiere salida métrica. Si desea generar los valores con 4 decimales, sería más típico para un controlador que funcione en pulgadas. Formatearía la línea de la siguiente manera.
|
|
El valor se generará con un carácter 'X' antes del valor, la posición siempre se generará y se generará con 3 decimales; esto normalmente sería adecuado para un control que requiere salida métrica. Si desea generar los valores con 4 decimales, sería más típico para un controlador que funcione en pulgadas. Formatearía la línea de la siguiente manera.
Nota En esta cadena de formato hay un parámetro adicional de opción. Este es el multiplicador de valor. |
|
El valor se generará con un carácter 'Y' antes del valor, el valor se generará siempre y se generará con 3 decimales; esto normalmente sería adecuado para un control que requiere salida métrica. Si desea generar los valores con 4 decimales, sería más típico para un controlador que funcione en pulgadas. Formatearía la línea de la siguiente manera.
|
|
El valor se generará con un carácter 'J' antes del valor, el valor se generará siempre y se generará con 3 decimales; esto normalmente sería adecuado para un control que requiere salida métrica. Si desea generar los valores con 4 decimales, sería más típico para un controlador que funcione en pulgadas. Formatearía la línea de la siguiente manera.
|
|
El valor se generará con un carácter 'J' antes del valor, el valor se generará siempre y se generará con 3 decimales; esto normalmente sería adecuado para un control que requiere salida métrica. Si desea generar los valores con 4 decimales, sería más típico para un controlador que funcione en pulgadas. Formatearía la línea de la siguiente manera.
Nota En esta cadena de formato hay un parámetro adicional de opción. Este es el multiplicador de valor. |
|
El valor se generará con un carácter 'X' antes del valor, el valor se generará siempre y se generará con 3 decimales; esto normalmente sería adecuado para un control que requiere salida métrica. Si desea generar los valores con 4 decimales, sería más típico para un controlador que funcione en pulgadas. Formatearía la línea de la siguiente manera.
|
|
El valor se generará con un carácter 'X' antes del valor, el valor se generará siempre y se generará con 3 decimales; esto normalmente sería adecuado para un control que requiere salida métrica. Si desea generar los valores con 4 decimales, sería más típico para un controlador que funcione en pulgadas. Formatearía la línea de la siguiente manera.
|
|
El valor se generará con un carácter 'R' antes del valor, el valor se generará siempre y se generará con 3 decimales; esto normalmente sería adecuado para un control que requiere salida métrica. Si desea generar los valores con 4 decimales, sería más típico para un controlador que funcione en pulgadas. Formatearía la línea de la siguiente manera.
|
|
El valor se generará con un carácter 'A' antes del valor, el valor se generará siempre y se generará con 3 decimales; esto normalmente sería adecuado para un control que requiere salida métrica. Si desea generar los valores con 4 decimales, sería más típico para un controlador que funcione en pulgadas. Formatearía la línea de la siguiente manera.
|
|
El valor se generará con un carácter 'X' antes del valor, el valor se generará siempre y se generará con 3 decimales. |
Valor multiplicador
El valor del multiplicador se utiliza para multiplicar el valor para generar un valor diferente. Las razones habituales para desear hacer esto son:
Para convertir la salida predeterminada de un postprocesador de pulgadas, de pulgadas por minuto a pulgadas por segundo, (multiplicar por 0.01666).
Para convertir la salida predeterminada de un postprocesador métrico, de mm por minuto a mm por segundo, (multiplicar por 0.0166).
Para que los valores positivos sean negativos (y viceversa), (multiplicar por -1).
Para convertir la salida de un ángulo de arco de radianes a grados, (multiplicar por 57.2957795).
Para multiplicar o dividir por un factor fijo (es decir, producir un modelo a escala 1:4, multiplicar por 0,25)
Bloques de postprocesador
ENCABEZAMIENTO
+---------------------------------------------------
+ Commands output at the start of the file
+---------------------------------------------------
begin HEADER
"Commands"
El encabezado es la ubicación de las instrucciones que se generan una vez, al inicio del archivo, y generalmente configuran comandos modales para el controlador.
Por ejemplo, el encabezado puede contener un comando para mostrar el nombre del archivo en el controlador y una serie de "códigos G" para configurar la máquina, por ejemplo G20 para indicarle al control que los movimientos son en pulgadas, o G21 para indicarle al control que los movimientos son en pulgadas. Controla que los movimientos sean en milímetros.
Las variables que quizás desee que estén dentro de la sección del encabezado podrían incluir:
Información sobre el bloque de material
- Extensión mínima en X = [XMIN]
- Extensión mínima en Y = [YMIN]
- Extensión mínima en Z = [ZMIN]
- Extensión máxima en X = [XMAX]
- Extensión máxima en Y = [YMAX]
- Extensión máxima en Z = [ZMAX]
- Longitud del material en X = [XLENGTH]"
- Longitud del material en Y = [YLENGTH]"
- Profundidad del material en Z = [ZLENGTH]"
Información de posición inicial
- Inicio X = [XH]
- Inicio Y = [YH]
- Inicio Z = [ZH]
- Espacio libre rápido o Safe Z = [SAFEZ]
Detalles de la primera herramienta a utilizar.
- Número de herramienta = [T]
- Nombre de la herramienta = [TOOLNAME]
Velocidades de corte iniciales
- Velocidad de avance utilizada para cortar y sumergir en el material = [F]
- Velocidad de avance mientras la herramienta corta el material = [FC]
- Velocidad de avance mientras la herramienta se hunde en el material = [FP]
Los valores reales dependen de las UNIDADES configuradas (consulte Configuración global de archivos). Los valores predeterminados son MM/Minuto o Pulgadas/Minuto, pero la salida se puede cambiar para adaptarla configurando el formato “VAR FEED_RATE” apropiado.
Velocidad del husillo
- Velocidad del husillo = [S] R.P.M.
EJE_ON
+---------------------------------------------------
+ Commands output at when the Spindle first turns on.
+---------------------------------------------------
begin SPINDLE_ON
"Commands"
La sección Husillo activado se agregó para permitir operaciones de husillo y láser en el mismo posprocesador en lugar de tener el comando Husillo activado como parte del encabezado.
Normalmente, esto solo tendrá el comando Husillo activado (M03, por ejemplo), pero también puede incluir un comando de velocidad del husillo [S].
CAMBIO DE HERRAMIENTA
+---------------------------------------------------
+ Commands output at toolchange
+---------------------------------------------------
begin TOOLCHANGE
"Commands"
Comandos que se generan cuando se requiere un cambio de herramienta. Las variables y comandos que se pueden utilizar incluyen:
- Número de herramienta anterior = [TP]
- Número de herramienta = [T]
- Nombre de la herramienta = [TOOLNAME]
- Nombre de la trayectoria de herramienta = [TOOLPATH_NAME]
- Nombre de ruta de acceso de herramienta = [PATHNAME]
- Nombre de archivo de trayectoria de herramienta = [TP_FILENAME]
- Directorio de archivos de trayectoria de herramienta = [TP_DIR]
- Extensión de trayectoria de herramienta = [TP_EXT]
- Velocidad del husillo = [S] R.P.M.
- M3 M Código utilizado a menudo para encender el husillo (rotación en el sentido de la reloj).
- M5 M Código utilizado a menudo para apagar el husillo.
NUEVO_SEGMENTO
+---------------------------------------------------
+ Commands output for a new segment ( new toolpath with current toolnumber)
+---------------------------------------------------
begin NEW_SEGMENT
"Commands"
Para ver un ejemplo de una sección NEW_SEGMENT, consulte el archivo: Mach2_3_ATC_Arcs_inch.pp
Comandos que se emiten cuando una nueva trayectoria utiliza la herramienta seleccionada actualmente, pero quizás se requiere una velocidad de husillo diferente o la máquina requiere instrucciones adicionales.
No es necesario incluir ningún comando que se utilice en la sección NEW_SEGMENT en la sección TOOLCHANGE, ya que un cambio de herramienta también llamará automáticamente a las instrucciones de la sección NEW_SEGMENT.
Las variables que se utilizan comúnmente incluyen.
- Velocidad del husillo = [S] R.P.M.
- M3 M Código utilizado a menudo para encender el husillo (rotación en el sentido de la reloj).
- M5 M Código utilizado a menudo para apagar el husillo.
INITIAL_RAPID_MOVE
+---------------------------------------------------
+ Commands output for Initial rapid move
+---------------------------------------------------
begin INITIAL_RAPID_MOVE
"Commands"
Para ver un ejemplo de una sección de INITIAL_RAPID_MOVE, consulte el archivo: Saom_OSAI_Arc_inch.pp
Los comandos que se generan cuando se realiza el primer movimiento rápido después del encabezado o un cambio de herramienta. Una Sección no utilizada para la mayoría de los mensajes, pero útil si el primer movimiento rápido, necesita generar información diferente a los movimientos rápidos subsiguientes. Esta sección a veces es necesaria para las variantes HPGL.
MOVE_RÁPIDO
+---------------------------------------------------
+ Commands output for rapid moves.
+---------------------------------------------------
begin RAPID_MOVE
"Commands"
Comandos que se emiten cuando se requieren movimientos rápidos.
FIRST_FEED_MOVE
+---------------------------------------------------
+ Commands output for first feed rate move in a series of feed moves.
+---------------------------------------------------
begin FIRST_FEED_MOVE
"Commands"
Esta sección se usa comúnmente cuando los controladores requieren que la velocidad de avance se establezca en el primer movimiento de alimentación; esta velocidad luego se usaría para los movimientos de corte posteriores.
Para ver un ejemplo de una sección FIRST_FEED_MOVE, consulte el archivo: Axyz_Arcs_ATC_inch.pp
ALIMENTAR_MOVE
+---------------------------------------------------
+ Commands output for feed rate moves
+---------------------------------------------------
begin FEED_MOVE
"Commands"
Se utiliza para generar información necesaria en cada movimiento, o todos los movimientos de alimentación, excepto el primer movimiento de alimentación, si una sección FIRST_FEED_MOVE está presente dentro del postprocesador.
FIRST_CW_ARC_MOVE
+---------------------------------------------------
+ Commands output for the first clockwise arc move in a series of cw arc moves
+---------------------------------------------------
begin FIRST_CW_ARC_MOVE
"Commands"
Similar a la sección FIRST_FEED_MOVE, pero para segmentos de arco en el sentido de las agujas del reloj. Esta sección se usa comúnmente cuando los controladores requieren que la velocidad de avance esté configurada para el primer segmento de arco; esta velocidad luego se usaría para movimientos de arco posteriores en la misma dirección.
Para ver un ejemplo de una sección FIRST_CW_ARC_MOVE, consulte el archivo: Centroid_Arcs_inch.pp
FIRST_CW_HELICAL_ARC_PLUNGE_MOVE
+---------------------------------------------------
+ Commands output for clockwise helical arc plunge move in a series of moves.
+---------------------------------------------------
begin FIRST_CW _HELICAL_ARC_MOVE
"Commands"
Similar a la sección FIRST_CW_ARC_MOVE, pero para los movimientos que también se mueven en Z. La salida de las velocidades de avance es de la velocidad de caída establecida para la herramienta.
Para ver un ejemplo de una sección de CW_HELICAL_ARC_PLUNGE_MOVE, consulte el archivo: Mach2_3_ATC_Arcs_inch.pp
FIRST_CW_HELICAL_ARC_MOVE
+---------------------------------------------------
+ Commands output for clockwise helical arc move in a series of moves.
+---------------------------------------------------
begin FIRST_CW_HELICAL_ARC_MOVE
"Commands"
Similar a la sección FIRST_CW_ARC_MOVE, pero para los movimientos que también se mueven en Z.
Para ver un ejemplo de una sección de CW_HELICAL_ARC_MOVE, consulte el archivo: Mach2_3_ATC_Arcs_inch.pp
CW_ARC_MOVE
+---------------------------------------------------
+ Commands output for clockwise arc moves.
+---------------------------------------------------
begin CW_ARC_MOVE
"Commands"
Similar a la sección FEED_MOVE, pero para los segmentos de arco en el sentido de las agujas del reloj.
Para ver un ejemplo de una sección de CW_ARC_MOVE, consulte el archivo: Centroid_Arcs_inch.pp
CW_HELICAL_ARC_MOVE
+---------------------------------------------------
+ Commands output for clockwise helical arc moves
+---------------------------------------------------
begin CW_HELICAL_ARC_MOVE
"Commands"
Similar a la sección CW_ARC_MOVE, pero para los movimientos que también se mueven en Z.
Para ver un ejemplo de una sección de CW_HELICAL_ARC_MOVE, consulte el archivo: Mach2_3_ATC_Arcs_inch.pp
FIRST_CCW_ARC_MOVE
+---------------------------------------------------
+ Commands output for the first counter-clockwise arc move in a series of ccw arc moves.
+---------------------------------------------------
begin FIRST_CCW_ARC_MOVE
"Commands"
Similar a la sección FIRST_FEED_MOVE, pero para los segmentos de arco en sentido contrario a las agujas del reloj. Esta sección se utiliza comúnmente cuando los controladores requieren que la velocidad de avance se establezca para el primer segmento de arco, esta velocidad se utilizaría para los movimientos de arco posteriores en la misma dirección.
Para ver un ejemplo de una sección de FIRST_CCW_ARC_MOVE, consulte el archivo: Centroid_Arcs_inch.pp
FIRST_CCW_HELICAL_ARC_PLUNGE_MOVE
+---------------------------------------------------
+ Commands output for counter- clockwise helical arc plunge move in a series of moves.
+---------------------------------------------------
begin FIRST_CCW_HELICAL_ARC_MOVE
"Commands"
Similar a la sección FIRST_CCW_ARC_MOVE, pero para los movimientos que también se mueven en Z. La salida de las velocidades de avance es de velocidad de inmersión establecida para la herramienta.
Para ver un ejemplo de una sección de CCW_HELICAL_ARC_PLUNGE_MOVE, consulte el archivo: Mach2_3_ATC_Arcs_inch.pp
FIRST_CCW_HELICAL_ARC_MOVE
+---------------------------------------------------
+ Commands output for first counter-clockwise helical arc move in a series of moves.
+---------------------------------------------------
begin FIRST_CCW_HELICAL_ARC_MOVE
"Commands"
Similar a la sección FIRST_CCW_ARC_MOVE, pero para los movimientos que también se mueven en Z.
Para obtener un ejemplo de una sección de CCW_HELICAL_ARC_MOVE, consulte el archivo: Mach2_3_ATC_Arcs_inch
CCW_ARC_MOVE
+---------------------------------------------------
+ Commands output for counter-clockwise arc moves.
+---------------------------------------------------
begin CCW_ARC_MOVE
"Commands"
Similar a la sección FEED_MOVE, pero para los segmentos de arco en sentido contrario a las agujas del reloj.
Para ver un ejemplo de una sección de CCW_ARC_MOVE, consulte el archivo: Centroid_Arcs_inch.pp
CCW_HELICAL_ARC_MOVE
+---------------------------------------------------
+ Commands output for counter-clockwise helical arc moves
+---------------------------------------------------
begin CCW_HELICAL_ARC_MOVE
"Commands"
Similar a la sección CCW_ARC_MOVE, pero para los movimientos que también se mueven en Z.
Para ver un ejemplo de una sección de CCW_HELICAL_ARC_MOVE, consulte el archivo: Mach2_3_ATC_Arcs_inch.pp
PIE DE PÁGINA
El pie de página es la sección del postprocesador para las instrucciones que se envían al controlador al final de un archivo. Estas pueden ser instrucciones para devolver la herramienta a la posición de inicio, apagar el husillo o apagar la alimentación a las unidades.
+---------------------------------------------------
+ Commands output at the end of the file
+---------------------------------------------------
begin FOOTER
"Commands"
Las variables que se utilizan comúnmente incluyen.
- G00 [XH] [YH] [ZH] Posición de inicio rápida a X,Y,Z.
- M05 M Código utilizado a menudo para apagar el husillo.
- M30 M Código utilizado a menudo para significar el final del archivo.
EJE_ON
La sección Eje activado se utiliza después del encabezado y permite que los comandos Eje activado se utilicen en una combinación de posprocesador de fresado/láser.
Si se utilizan comandos Spindle on en el encabezado, este bloque no debe incluirse.
+---------------------------------------------------
+ Commands output at the end of the file
+---------------------------------------------------
begin SPINDLE_ON
"Commands"
Las variables que se utilizan comúnmente incluyen.
- M3 para husillo encendido
- [S] Para velocidad del husillo
Secciones de soporte de Jet
Estas secciones son para apoyar herramientas de corte a base de chorros como láseres, plasmas y chorros de agua.
JET_TOOL_POWER
+---------------------------------------------------
+ Commands output when the cutter's power is set
+---------------------------------------------------
begin JET_TOOL_POWER
"Commands"
Para ver un ejemplo de una sección JET_TOOL_POWER, consulte el archivo: Grbl.pp
Comandos que se emiten cuando se emite la configuración de energía asociada con una 'herramienta' láser.
JET_TOOL_ON
+---------------------------------------------------
+ Commands output when the cutter's power is turned ON
+---------------------------------------------------
begin JET_TOOL_ON
"Commands"
Para ver un ejemplo de una sección JET_TOOL_ON, consulte el archivo: Grbl.pp
Comandos que se emiten cuando la herramienta Jet está encendida. Esto es, en términos generales, equivalente a SPINDLE_ON, pero generalmente se emite al final de un movimiento de inmersión cuando el cortador de chorro ya está a la altura de corte prevista, en lugar de antes del movimiento de inmersión como lo requiere un cortador con husillo.
JET_TOOL_OFF
+---------------------------------------------------
+ Commands output when the cutter's power is turned OFF
+---------------------------------------------------
begin JET_TOOL_OFF
"Commands"
Para ver un ejemplo de una sección de JET_TOOL_OFF, consulte el archivo: Grbl.pp
Comandos que se emiten cuando la herramienta de chorro está apagada.
Otras secciones menos utilizadas
FEED_RATE_CHANGE
+---------------------------------------------------
+ Commands output when feed rate changes
+---------------------------------------------------
begin FEED_RATE_CHANGE
"Commands"
Para ver un ejemplo de una sección de FEED_RATE_CHANGE, consulte el archivo: Gravograph_IS200.pp
Comandos que se emiten cuando se cambia la velocidad de avance. Esta sección no se utiliza a menudo ya que muchos controladores aceptarán cambios en la velocidad de avance anexados a otras instrucciones, pero a veces se utilizan con variantes HPGL.
FIRST_PLUNGE_MOVE
+---------------------------------------------------
+ Commands output for the First Plunge Move, in a series of plunge moves.
+---------------------------------------------------
begin FIRST_PLUNGE_MOVE
"Commands"
Para ver un ejemplo de una sección FIRST_PLUNGE_MOVE, consulte el archivo: Holz-Her_7123_ATC_Arcs_mm.pp
Esta sección se utiliza a menudo en máquinas que no admiten completamente el movimiento 3D simultáneo, por ejemplo, el eje Z no puede viajar tan rápido como el eje X y Y. Otro uso de esta sección podría ser incluir comandos que desea generar cada vez que se produzca el primer movimiento de inmersión. Por ejemplo, comandos para encender una antorcha de plasma. Normalmente, las múltiples inmersiones solo se emitirían dentro de un movimiento de rampa, por lo que este comando sería útil para los controles que se envían automáticamente entre cortes y donde las instrucciones como velocidades revisadas y alimentación deben especificarse en el primer movimiento de inmersión, y estas instrucciones no son necesarias para los movimientos de inmersión posteriores dentro de la operación de rampa.
INMERSIÓN_MOVE
+---------------------------------------------------
+ Commands output for Plunge Moves
+---------------------------------------------------
begin PLUNGE_MOVE
"Commands"
Para ver un ejemplo de una sección PLUNGE_MOVE, consulte el archivo: Burny_arc_inch.pp
Esta sección se usa a menudo en máquinas que no admiten completamente el movimiento 3D simultáneo, por ejemplo, el eje Z no puede viajar tan rápido como los ejes X e Y. Otro uso de esta sección podría ser incluir comandos que desee generar cada vez que se produzca un movimiento de inmersión. Por ejemplo, comandos para encender una antorcha de plasma.
RETRACT_MOVE
+---------------------------------------------------
+ Commands output for Retract Moves
+---------------------------------------------------
begin RETRACT_MOVE
"Commands"
Para obtener un ejemplo de una sección de RETRACT_MOVE, consulte el archivo: Burny_arc_inch.pp
Un uso de esta sección podría ser incluir comandos para apagar una antorcha de plasma.
DWELL_MOVE
+---------------------------------------------------
+ Commands output for Dwell Commands
+---------------------------------------------------
begin DWELL_MOVE
"Commands"
Para ver un ejemplo de una sección DWELL_MOVE, consulte el archivo: Mach2_3_Arcs_inch.pp
Este comando fue introducido para VCarve Pro 7.5 y Aspire 4.5 y versiones posteriores. Se utiliza con una trayectoria de herramienta de taladrado, cuando se ha especificado un tiempo de espera en el programa. Si no se define esta sección, se omiten los comandos de espera, pero el resto de la trayectoria de herramienta de taladrado se emitirá de forma normal. La variable DWELL se documenta en la sección Variables.
Caracteres especiales
La mayoría de los caracteres se pueden generar dentro de los límites de las instrucciones de salida del postprocesador; sin embargo, ciertos caracteres tienen un significado especial dentro de los archivos de configuración del postprocesador y no se pueden generar directamente.
Estos son, los corchetes [ ], y el carácter de comillas dobles " Puede ser el caso de que necesite generar uno de estos caracteres dentro de su archivo de salida.
Si desea generar uno de estos caracteres, puede hacerlo encerrando el equivalente decimal del valor ASCII del carácter especial que desea generar, entre corchetes, como se muestra a continuación. Este método también se puede utilizar para insertar cualquier valor ASCII, incluso caracteres no imprimibles.
- [91] Emite un corchete cuadrado izquierdo.
- [93] Emite un corchete cuadrado derecho.
- [34] Emite un carácter de comillas dobles.
- [13] Emite un retorno de carro.
- [10] Emite un salto de línea.
Para obtener un ejemplo de un archivo que utiliza caracteres especiales, consulte: Biesse_Rover_Arcs_mm.pp
Ejemplo: Adición de comandos de cambio de herramienta
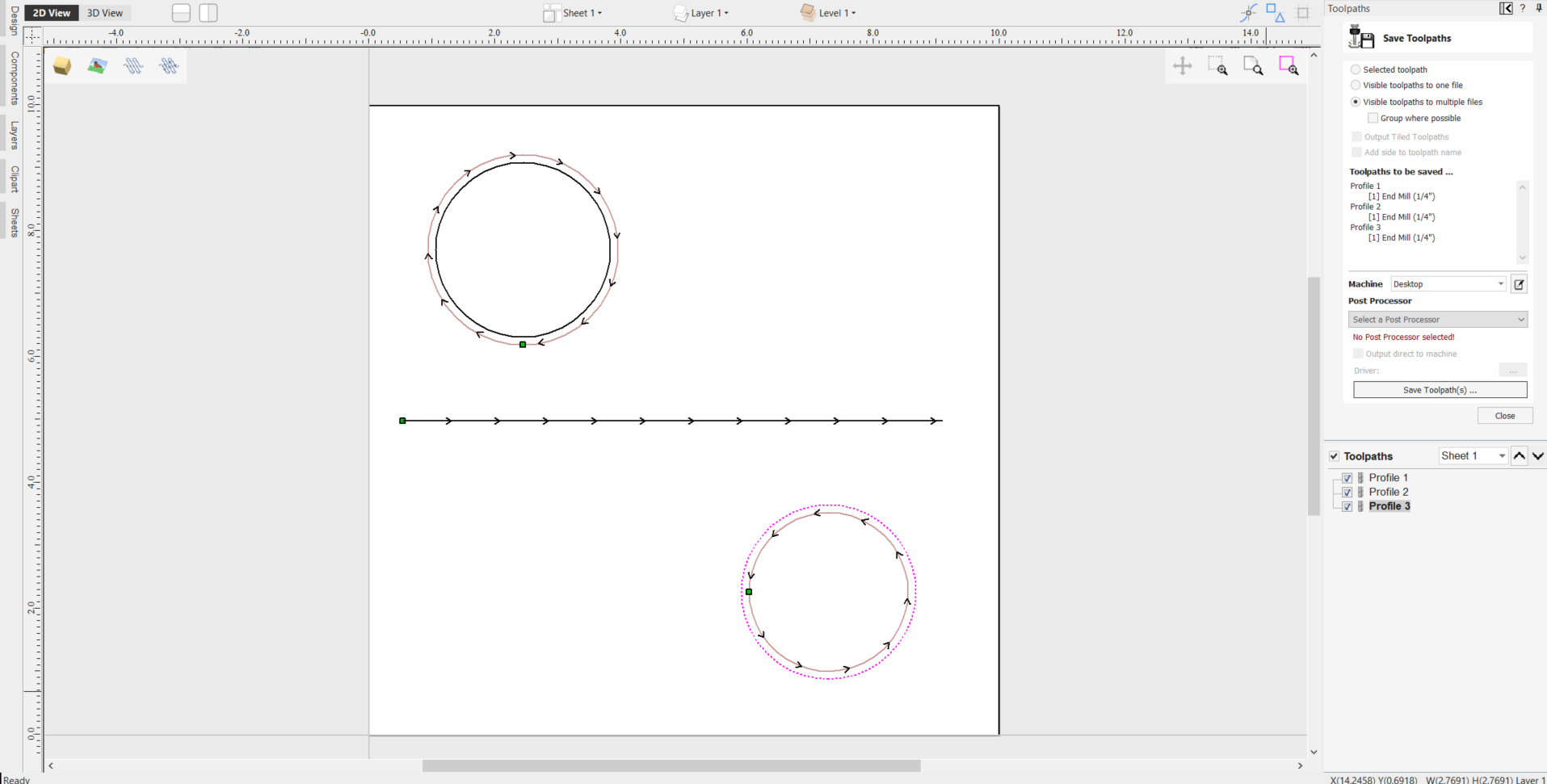
En la mayoría de los casos, la forma más rápida y sencilla de producir un posprocesador personalizado que se adapte a su controlador será editar un posprocesador existente. Para hacer esto, primero cree un archivo de prueba simple que pueda usar para probar la salida de su posprocesador. Un archivo simple puede constar de una línea y dos círculos. Produzca trayectorias de herramientas de perfil de corte poco profundo para cada una de las formas, mecanizando "en" la línea, "dentro" de uno de los círculos y "fuera" del otro círculo.
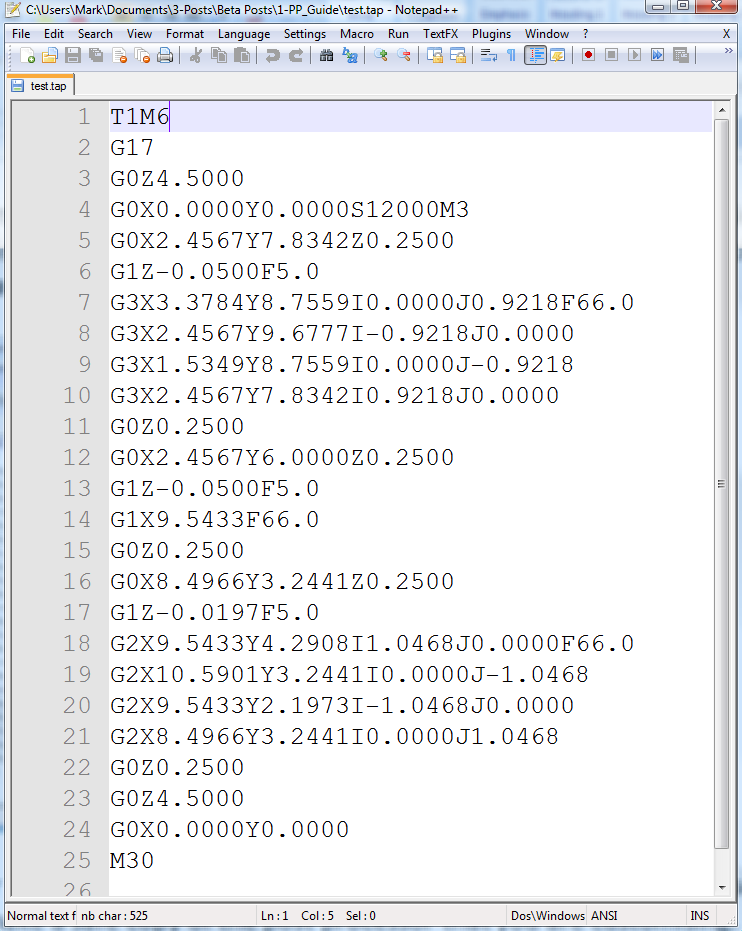
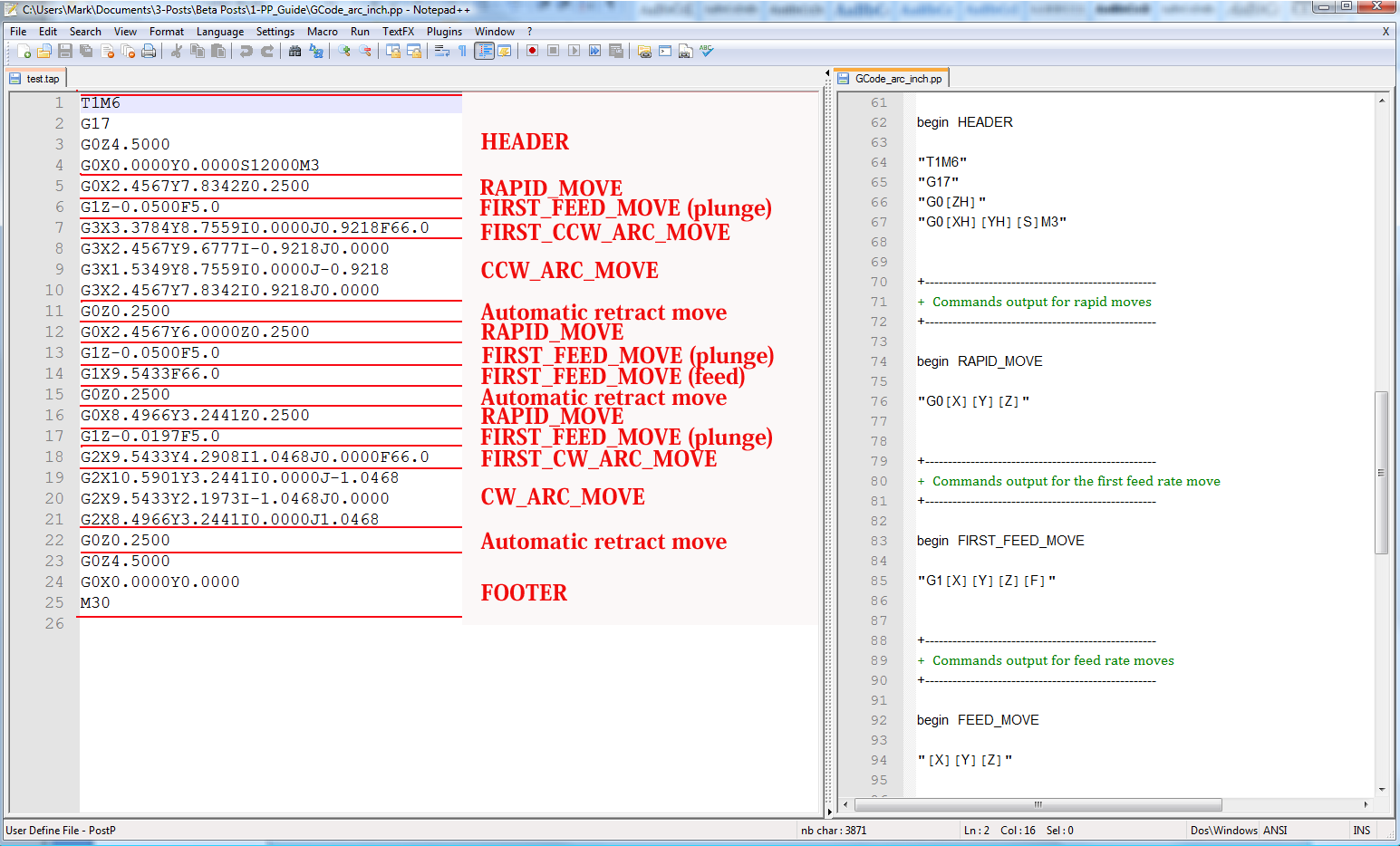
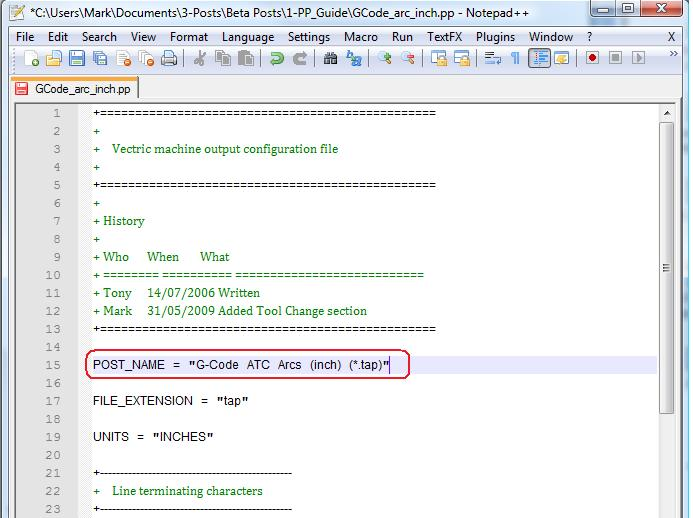
Guarde una trayectoria con su postprocesador base y échale un vistazo con su editor de texto favorito. A continuación se muestra un ejemplo del archivo de prueba publicado utilizando el postprocesador "G-Code Arcs (pulgadas) (*.tap)". El siguiente ejemplo se muestra utilizando el popular editor Notepad ++.
Para nuestro ejemplo, agregaremos una sección de cambio de herramientas a este postprocesador. Vaya a la opción Configuración de la máquina en el menú de la máquina.
En la sección Postprocesador asociado, haga clic en el ícono (+) y desplácese hacia abajo en la lista para ubicar su Postprocesador en la lista.
Haga clic derecho sobre él y seleccione Personalizar
Aparecerá una nueva copia del posprocesador en la parte superior de la lista con un icono de lápiz al lado.
Haga clic derecho en esta copia y seleccione Abrir localización de archivo
Esto abrirá la carpeta de Windows con el archivo .pp Post Processor que luego podrá editar directamente si necesita ajustar los comandos para que quepan. configuración particular de su máquina. Estos archivos .pp de posprocesador se pueden editar en cualquier software de edición de texto estándar.
Para agregar una sección de Cambio de Herramienta al postprocesador, deberá consultar la documentación para el control de la máquina herramienta (o software de control). Para este ejemplo, asumiremos que las instrucciones que necesita agregar para realizar un cambio de herramienta para su máquina herramienta en particular son las siguientes:
- M05 Instrucción para apagar el husillo antes del cambio de herramienta.
- M0 Instrucción para devolver la herramienta existente al portaherramientas.
- M06TTool_Number n Instrucción para seleccionar nueva herramienta Tool_Number n
- G43HTool_Number n Instrucción para el control a utilizar Compensación de longitud de herramienta para la herramienta n
- Sxxx M03 Establezca la velocidad del husillo en xxx; Encienda el eje (rotación en el sentido de las agujas del reloj).
Edita el postprocesador usando tu editor de texto favorito.
Si el sistema operativo del equipo está habilitado para Microsoft Vista y el Control de acceso de usuario está habilitado, copie o mueva el postprocesador que está editando desde la carpeta PostP a una carpeta debajo del área de usuario.
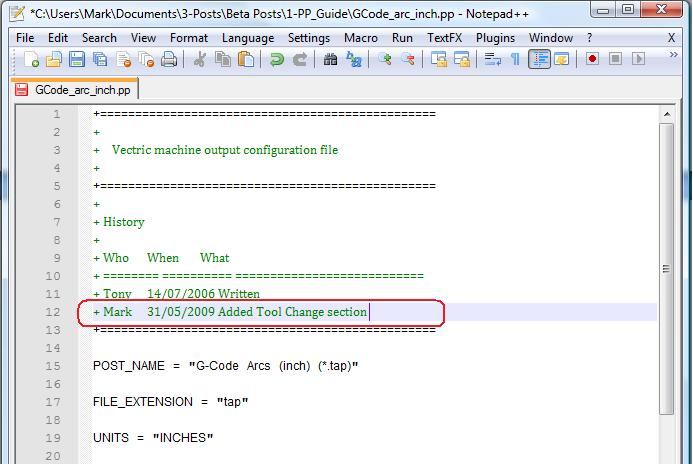
Lo primero que debe editar dentro del archivo es la sección Comentarios de historial; Para que tenga un registro de los cambios.
A continuación, edite POST_NAME para reflejar que este postprocesador genera comandos de cambio automático de herramientas (ATC), el nuevo post se mostrará como "G-Code ATC Arcs (inch)(*.tap)" en la lista de postprocesadores.
A continuación, agregue una sección de cambio de herramienta que incluirá las instrucciones. La ubicación de la nueva sección dentro del archivo no es importante, pero un buen lugar para insertarla es entre las secciones Header (encabezado) y Rapid Move (movimiento rápido).
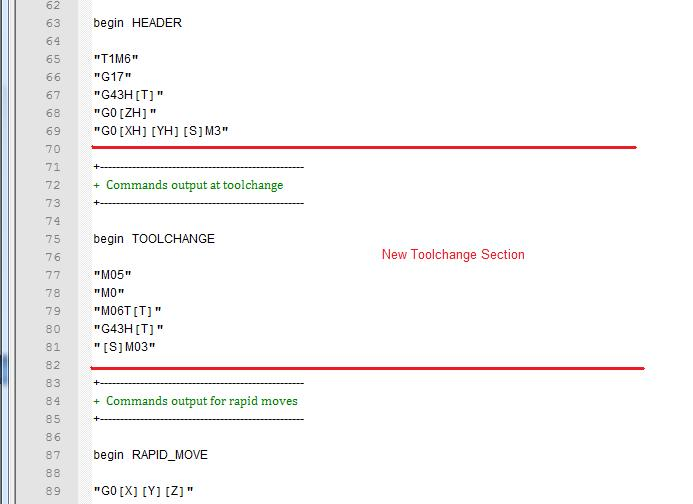
Agregue algunas líneas de comentario en la parte superior de la nueva sección, (comenzando por el carácter +) para describir la sección y hacer que el archivo en su conjunto sea más fácil de leer. A continuación, introduzca la línea "begin TOOLCHANGE" para indicar al postprocesador que se van a generar las siguientes instrucciones para cada cambio de herramienta (excepto la selección inicial de la herramienta, los comandos para estos están contenidos en la sección de encabezado).
El siguiente paso es introducir las instrucciones que necesite, entre comillas dobles. La "[T]" en la tercera y cuarta líneas de instrucción de nuestro ejemplo, se sustituirá por el número de herramienta cuando se procese el archivo; La "[S]" de la quinta línea se sustituirá por la velocidad del husillo de la herramienta.
Por último, tendrá que guardar los cambios en el archivo, ya que ha cambiado POST_NAME, guarde el archivo con un nuevo nombre, por ejemplo "GCODE_ATC_Arcs_inch.pp"
Si el sistema operativo del equipo es Microsoft Windows 7 o Microsoft Vista y el Control de acceso de usuarios está habilitado, copie el archivo que ha editado en la carpeta "PostP".
Para probar el nuevo postprocesador, si el software se está ejecutando, reinicie el software.
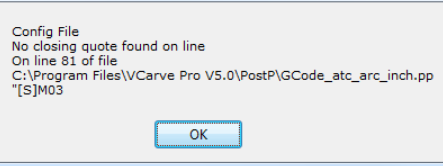
Si hay algún error de sintaxis con su postprocesador, se mostrará un error similar a la imagen siguiente cuando se inicie el software, el postprocesador que ha editado no aparecerá en la lista desplegable de archivos de configuración del postprocesador. Tendrá que corregir cualquier error y reiniciar el software.
Si no se muestran errores cuando se inicia el software, abra el archivo de prueba y guarde una o varias de las rutas de herramientas de prueba.
Seleccione el postprocesador en la lista desplegable de la configuración del postprocesador y pulse el botón "Guardar trayectoria(s) de herramienta".
Echa un vistazo al archivo que acabas de guardar en un editor de texto.
Si el contenido del archivo se ve bien, prueba el archivo en el equipo.
Por favor, tome todas las precauciones necesarias al ejecutar la salida de un postprocesador modificado por primera vez.
Ejemplo: Cambiar la extensión de archivo
La extensión del archivo que el postprocesador produce automáticamente se puede cambiar dentro del cuadro de diálogo "Guardar como", al hacer clic en el botón "Guardar trayectoria(s)".
Sin embargo, en lugar de cambiar la extensión del archivo cada vez. Es más conveniente cambiar permanentemente la extensión del archivo producido por el posprocesador.
Para hacer esto:
Para nuestro ejemplo, agregaremos una sección de cambio de herramientas a este postprocesador. Vaya a la opción Configuración de la máquina en el menú de la máquina.
En la sección Postprocesador asociado, haga clic en el ícono (+) y desplácese hacia abajo en la lista para ubicar su Postprocesador en la lista.
Haga clic derecho sobre él y seleccione Personalizar
Aparecerá una nueva copia del posprocesador en la parte superior de la lista con un icono de lápiz al lado.
Haga clic derecho en esta copia y seleccione Abrir localización de archivo
Esto abrirá la carpeta de Windows con el archivo .pp Post Processor que luego podrá editar directamente si necesita ajustar los comandos para que quepan. configuración particular de su máquina. Estos archivos .pp de posprocesador se pueden editar en cualquier software de edición de texto estándar.
Edita el postprocesador usando tu editor de texto favorito.
Si el sistema operativo de su computadora es Microsoft Windows 7 o Microsoft Vista y el Control de acceso de usuarios está habilitado, copie o mueva el posprocesador que está editando desde la carpeta PostP a una carpeta debajo de su área de usuario.
Busque las siguientes dos líneas dentro del archivo de configuración del postprocesador que comienzan con:
POST_NAME =
FILE_EXTENSION =
y modifíquelos en consecuencia.
Por ejemplo, si desea cambiar la extensión del archivo producido por el postprocesador “Código G ATC (pulgadas) (*.tap)” de “.tap” a “.nc”. Luego edite las líneas:
POST_NAME = "G Code ATC (inch) (*.tap)"
FILE_EXTENSION = "tap"
para que lean:
POST_NAME = "G Code ATC (inch) (*.nc)"
FILE_EXTENSION = "nc"
Guarde los cambios en su archivo. Si el sistema operativo de su computadora es Microsoft Windows 7 o Microsoft Vista y el Control de acceso de usuario está habilitado, copie el archivo que ha editado nuevamente a la carpeta "PostP".
Para probar el nuevo posprocesador, si el software se está ejecutando, reinícielo. Si hay algún error de sintaxis con su posprocesador, se mostrará un error similar a la imagen a continuación cuando se inicie el software; el posprocesador que haya editado no aparecerá en la lista desplegable de archivos de configuración del posprocesador. Deberá rectificar cualquier error y reiniciar el software.
Si no se muestran errores cuando se inicia el software, abra el archivo de prueba y guarde una o varias de las rutas de herramientas de prueba.
Seleccione el postprocesador en la lista desplegable de la configuración del postprocesador y pulse el botón "Guardar trayectoria(s) de herramienta".
Echa un vistazo al archivo que acabas de guardar en un editor de texto.
Si el contenido del archivo se ve bien, prueba el archivo en el equipo.
Por favor, tome todas las precauciones necesarias al ejecutar la salida de un postprocesador modificado por primera vez.
Consejos y trucos
Siempre haga una copia segura del postprocesador que está editando, en caso de que necesite empezar de nuevo desde cero.
Si utiliza un programa de procesador de textos, como Microsoft Word, para editar un postprocesador, asegúrese de que el archivo se guarda como texto sin formato. El archivo no debe contener información de formato.
Si edita postprocesadores en un equipo que ejecuta Microsoft Windows 7 o Microsoft Vista, no edite los archivos directamente en la carpeta "Archivos de programa\Carpeta de producto\PostP". Edite siempre el archivo dentro de su área de usuario y copie el archivo editado en "Archivos de programa\carpeta de productos\PostP".
Utilice comentarios cuando realice cambios, un comentario es un texto que sigue a un signo + o un caracter | . Los comentarios no serán actuados por el programa, pero pueden ayudar a documentar los cambios que ha realizado y hacer que esos cambios sean comprensibles en el futuro.
Todas las líneas de instrucción deben estar contenidas entre comillas.
Si es posible, utilice un editor de texto que haga uso de números de línea; Esto facilitará la depuración del postprocesador si hay algún error en el archivo. El programa comprobará los postprocesadores en la carpeta PostP cuando se inicie el programa. Si hay errores de sintaxis en el archivo, se mostrará un mensaje de error que muestra el número de línea del primer error encontrado.
Una vez que haya editado correctamente un postprocesador, haga una copia segura del mismo. Si instala una versión posterior del producto Vectric que está utilizando, recuerde copiar el postprocesador modificado en la carpeta PostP de la nueva versión del software. Y seleccione su postprocesador modificado, la primera vez que guarde una trayectoria de herramienta, (el software recordará su selección para acciones posteriores).
Si instala otra versión del software o actualiza la versión del software, recuerde copiar las copias seguras de los postprocesadores editados a la carpeta PostP de la nueva versión. Asegúrese de seleccionar el postprocesador correcto la primera vez que publique un archivo con la nueva versión del software.
Para versiones posteriores del software, (V5.5 y superior). Se debe acceder a los postprocesadores desde la aplicación, haciendo clic en "Archivo > Abrir carpeta de datos de la aplicación\Carpeta PostP.
Se puede crear una lista personalizada de postprocesadores copiando solo los postprocesadores necesarios en la carpeta "Archivo > Abrir Carpeta de datos de la aplicación\My_PostP. Si existe algún archivo con una extensión de archivo .pp en la carpeta "My_PostP", solo los postprocesadores que existen en la carpeta My_PostP se mostrarán en la lista desplegable de postprocesadores.