User Guide
- Descripción general de la interfaz
- 02. Getting Started - Introduction
- 03. Getting Started - The CNC Workflow
- 04. Getting Started - One-Time Setup
- Primeros pasos: proyecto de ejemplo
- Diseño y Gestión 2D
- 07. Intermediate - 3D Design and Management
- Crear un trabajo rotativo
- Modelado rotatorio simple usando trayectorias 2D
- Mecanizado rotativo y envoltura
- Importación de modelos externos en un proyecto rotativo
- Modelado de proyectos rotativos 3D
- Modelado Avanzado de Proyectos Rotativos 3D
- Archivos de trayectoria de herramienta 3D
- Edición de postprocesador
Descripción general de la interfaz
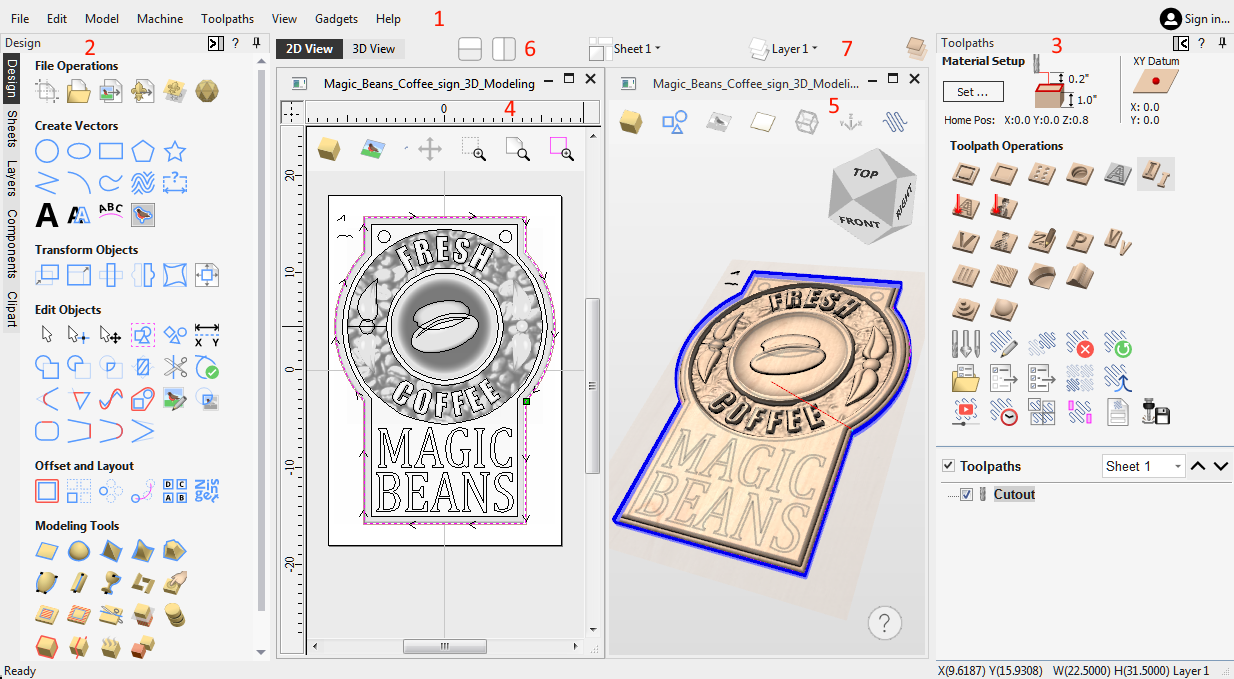
- La barra de menú principal (los menús desplegables) en la parte superior de la pantalla (Archivo, Editar, Modelo, Máquina, Rutas de herramienta, Ver, Gadgets, Ayuda) brinda acceso a la mayoría de los comandos disponibles en el software, agrupados por función. Haga clic en cualquiera de las opciones para mostrar una lista desplegable de los comandos disponibles.
- El Panel de diseño está en el lado izquierdo de la pantalla. Aquí es donde se puede acceder a las pestañas de diseño y a los íconos dentro de las pestañas para crear un diseño.
- La pestaña Ruta de herramienta está en el lado derecho de la pantalla. La sección superior de la pestaña de rutas de herramientas alberga todos los íconos para crear, editar y obtener una vista previa de las rutas de herramientas. La mitad inferior muestra las trayectorias que ya ha creado.
- La ventana Diseño 2D es donde se dibuja, edita y selecciona el diseño listo para mecanizar. Los diseños se pueden importar o crear directamente en el software. Esto ocupa la misma área que la Vista 3D y la visualización se puede alternar entre las dos usando F2 y F3 o las pestañas en la parte superior de la ventana.
- La Vista 3D es donde se muestran el modelo compuesto, las trayectorias y la vista previa de la trayectoria, y también se puede utilizar para crear sus vectores, modelos 3D y editarlos.
- Si desea ver las vistas 2D y 3D simultáneamente, o desea cambiar su enfoque a la pestaña Rutas de herramienta en una etapa posterior de su proceso de diseño, puede usar los botones de diseño de la interfaz (accesibles en la sección Control de vista 2D en la página Dibujo). Tab) para alternar entre los diferentes diseños de interfaz preestablecidos.
- Se puede acceder a los menús desplegables rápidos aquí para cambiar la capa, hoja o nivel de componente actual en el que está trabajando.
 Administrar la interfaz
Administrar la interfaz
Las páginas de herramientas tienen un comportamiento de Ocultar/Mostrar automáticamente que les permite cerrarse automáticamente cuando no se utilizan, maximizando así el área de la pantalla de trabajo.
El software incluye dos diseños predeterminados, uno para diseño y otro para mecanizado, que pueden configurar de forma automática y conveniente el comportamiento de ocultación automática adecuado para cada una de las páginas de herramientas. Los botones de alternancia de diseño en cada una de las páginas de herramientas le permiten cambiar la interfaz a medida que su enfoque cambia naturalmente de la etapa de diseño a la etapa de ruta de herramientas de su proyecto.
Acceder a pestañas ocultas automáticamente
Si una página de herramientas está oculta automáticamente (porque actualmente está desanclada, consulte Fijar y desanclar páginas de herramientas a continuación), solo aparecerá como una pestaña al costado de la pantalla. Mueva el mouse sobre estas pestañas para mostrar la página temporalmente. Una vez que haya seleccionado una herramienta de la página, se ocultará automáticamente nuevamente.
Fijar y desanclar páginas de herramientas
El comportamiento de ocultación automática de cada página de herramientas se puede controlar utilizando los íconos de chincheta en la parte superior derecha del área de título de cada página.


Diseño predeterminado para diseño y trayectorias
Aspire tiene dos diseños de página de herramientas predeterminados que están diseñados para ayudar en el flujo de trabajo habitual de diseño, seguido de la creación de trayectorias de herramientas.
En las tres pestañas de herramientas hay botones "Cambiar diseño". En las pestañas Dibujo y Modelado, estos botones cambiarán el enfoque de la interfaz a las tareas de trayectoria "fijando" la pestaña de herramientas de Rutas y "desanclando" las pestañas de herramientas Dibujo y Modelado. En la pestaña de rutas de herramientas, el botón invierte el diseño: desancla la página de rutas de herramientas y fija las páginas de Dibujo y Modelado. Puede alternar entre estos dos modos usando las teclas de acceso directo F11 y F12 .
Ayuda ?
En todas las formas es un ? Ícono que lo llevará a la página de Contenido de ayuda correspondiente para cubrir en detalle el formulario de herramienta en el que se encuentra.
Mensajes de ayuda de la vista 3D
Las indicaciones de ayuda realizarán un seguimiento de su herramienta o acción actual y ofrecerán acceso rápido a documentación de ayuda relevante o consejos sobre la herramienta actual.
02. Getting Started - Introduction
Preparativos
Welcome to the vibrant Vectric community! You've made a great choice for getting the most from your CNC machine by using Vectric software. This short guide should help you to get your CNC machine cutting correctly in less than hour. Along the way we will highlight key concepts and tools in our full Reference Manual. These links will help you review each step in more detail and begin to develop your skills.
Visión general
In the first section of this guide we will describe the main principles of CNC toolpath creation using Vectric software. All CNC projects follow a similar workflow and our software is designed to reflect these steps naturally and intuitively.
Next we will complete your one-time setup to licence your product and give you access to Vectric's online portal, V&Co, which we will use to automatically configure the software for your specific CNC machine.
In the final section we will run through a simple, but complete, CNC project from start to finish step-by-step. At the end of the project you should be confident that your CNC machine is correctly configured and you can cut vector drawings using a simple profile toolpath strategy.
03. Getting Started - The CNC Workflow
The Vectric Workflow
The Example Project will step you through all the stages of creating, toolpathing and cutting a simple line drawing. Most CNC projects share many common concepts and steps so before we complete our practical project, let's run through them.
The structure of a Vectric Job
All the information needed to describe a single CNC project is contained in a Vectric Job document (when saved they have the file suffixes *.crv or *.crv3d). A new job always begins by defining the area of a sheet of physical material that you intend to cut with your CNC machine.
Most jobs typically only involve one sheet of material, but more complicated projects may comprise multiple materials. Don't worry, your job's primary material sheet can be updated or new sheets of material added to your job later, as your design develops.
The drawings & images used to work on a material sheet can be created on layers to help manage more complicated designs. Similarly 3D model components can also be organised onto levels. By default there is always at least one layer and one level for each sheet in a new job. You can add more layers and levels to help organise more complicated projects.
Once your material sheet has been created in the Job Setup form, the software will show you a 2D & 3D view of your design space (which matches the dimensions of your current material sheet), each in their own window.
Above the view windows is the main toolbar which allows you to navigate through the structure of your CNC job and see what is currently being displayed in view windows below. It shows you the material sheet, design layer and 3D model level that you are currently working on (referred to as 'active').
What you see in the 2D & 3D design views below will reflect these current settings and any new shapes, components or toolpaths will be created in the active locations indicated. You can also change the active sheet, active layer or active level at any time directly from these controls.
More advanced projects can also represent both sides of a sheet of material. For a two-sided project an additional control above the views shows which side of the sheet is currently active. You can view the drawings, models and toolpaths associated with the top and bottom surface of each material sheet and swap the active side of the sheet in a consistent way to the other controls.
Initially your job will be empty and so your views will be blank, but in due course, Vectric's view windows will show all the layered drawings & images, 3D model components & toolpaths for the currently active material sheet.
The currently active locations are the same for both the 2D & 3D views i.e. creating a vector shape will place it on the same active sheet and active layer regardless of whether the 2D or 3D view is used.
You can, however, toggle the visibility of object types in each view independently using the visible items toolbar at the top of each view. This is helpful for focusing on different areas of your job at each stage of creating your CNC project.
Many of the software's tools can be used directly in either the 2D or 3D view.
In V12 some tools have not yet been extended to allow full interaction in the 3D - this is an ongoing transition. If in doubt, try click
Import, Draw or Trace artwork
Computer images are most often represented as a grid of coloured squares - these images are referred to as bitmaps and their constituent coloured squares are called pixels. Except for a few very specific cases, this representation is not *directly* useful for toolpath creation. Computer drawings (from CAD or illustration applications) are very different and are instead built from mathematically defined lines & curves.
This type of representation is referred to as vector or contour artwork. Vectric software can use both bitmap and vector artwork, but most types of toolpath can only be created from vector drawings. Suitable bitmaps with bold regions of similar colour (for example logos, cartoons, icons or signs) can, however, be used to create vectors from which many types of toolpath can then be generated - this process is called bitmap tracing.
Some external artwork file types contain only bitmaps (e.g. BMP, PNG, JPG), some contain only vectors but many can contain both (e.g. PDF, SVG, DWG/DXF).
Use the design artwork to create toolpaths
We use the vector artwork to define the shapes we want to cut. It is important to emphasise that the toolpath (the actual cutting moves your machine must make to leave your intended shape) is rarely, if ever, a direct conversion of the original artwork. The toolpath must be created taking into account a complex interaction of the material, your CNC machine's capabilities and the shape of your cutting tool.
"Sculpture, per se, is the simplest thing in the world. All you have to do is to take a big chunk of marble and a hammer and chisel, make up your mind what you are about to create and chip off all the marble you don’t want." - Paris Gaulois, 1879.
Toolpaths are therefore generated from source vector artwork but once created they are almost entirely indepenendent of the artwork that created them. Moving, editing or even deleting the source artwork used to generate a toolpath will not affect the toolpath - it must be actively re-calculated to reflect any changes.
This is a carefully considered Vectric design principle - although you may be prompted that a significant alteration to your job has occurred - your toolpaths will never change automatically 'behind your back'!
That said, toolpaths do retain a handy reference to the artwork that created them. If you choose to edit a toolpath it will try to locate it's orginal source artwork and re-select it. At this point you can simply recalculate it to reflect any changes you have made to that source artwork, but you can also choose to select additional or entirely different artwork.
Vista previa
As we've discussed, the actual motion of your CNC machine (the toolpath) required to cut al shape can be complex and difficult to interpret.
Luckily your software provides an extremely accurate preview of any toolpaths that you create by simulating them in a block of virtual material. In the Example Project we will use the Toolpath Preview to verify that the toolpaths are producing the shapes we want (and we can easily corrected them if not)!
This simulated preview is a hugely beneficial step that ensures you minimise costly mistakes in the real world (we all make them from time to time) but it also allows you to check the surface finish you can expect from different strategies under different conditions.
The Toolpath Preview uses exactly the same data that will be sent to your CNC machine. You can be confident that any cutting and surface finish issues that occur at the machine but which are no visible in the Toolpath Preview are almost always caused by a physical problem with the machine setup or tooling, which makes finding and fixing them a lot quicker!
Exporting the toolpath
Now we will be ready to export the toolpath, in the right format, ready to be loaded into our CNC machine's controller. Saving the toolpath will make use of a Post-Processor that is specific to your CNC machine. It will translate the movements contained in the toolpath into a toolpath file that is in the specific format required by your CNC machine's controller to load and run.
04. Getting Started - One-Time Setup
One-time setup
Before we can begin, however, we must complete a couple of one-time steps to ensure your newly installed software is correctly configured. We will start by showing you how to log in to Vectric's online portal, V&Co. Here you will be able to download many other tutorials & projects, clipart packs and software updates. It is also the place you will find your personal product license code and you can return to it any time should you need to recover this licence information or use the main product installer again for any reason in the future. We will also use V&Co to access our online Machine Database. We can use this to automatically configure your software for the make and model of your CNC machine. Licensing and configuring your software typically only needs to be completed once and if you are online they can both be completed almost entirely automatically with just a few clicks.
Licence Management & Your V&Co Account
It is important that your investment in our high quality CNC software is protected and that Vectric can continue to create great software in the future - you will, therefore, have a unique personal licence for the software that you have purchased.
This licence is associated with your Vectric V&Co account, and can be accessed at anytime via https://portal.vectric.com. To log in to your V&Co account you will need to use the email address (which must be uniquely yours) and password that you registered with us when your account was created - please keep these details safe. Your registered email address is the way by which we can verify your ownership of the software.
Important Note: you can reset your password at any time using your registered email account and the forgotten password link provided on the V&Co log in page. If you need to change your registered email address it is important to do this before you lose access to the one to which the software is registered. If you can no longer access your registered email, you will need to contact us directly at soporte@vectric.com but please note that you will now need to be able to provide independent and alternative proof of your identity and purchase.
Within your V&Co account there is a unique digital code for each piece of Vectric software you have purchased. When you first run our software on your laptop or PC you will be prompted to provide this information. If you are installing onto a computer that is online (i.e. with unrestricted internet access available) you can complete this process almost entirely automatically - this is the fastest and easiest method.
The software will simply launch your web browser and prompt you to log in to your portal account. The software will then show the appropriate license that is available to be linked. Simply accept the link and you're good to go!
Once you have completed this process after initial install you will not be required to do it again unless you change computers or need to re-install the software afresh. Your software is now uniquely licenced to you and your details will always be shown in the main interface - even when you are offline, or online but not logged-in.
You can also log into your V&Co account from within the software at any time when you are connected to the internet to enable additional online features and services such as your clipart collection or online tool database.
When logged-in, your software will indicate this in the top right corner of the main window. Please note, the one-time licensing of your software and routinely logging in when using your software are independent concepts. Your personal product licensing is unaffected by your V&Co logged-in status.
We have also ensured that you can complete the software licensing process without having a live internet connection. The process is less automatic and details of the steps can be found here.
CNC Machine Tool Configuration
The software supports hundreds of different types of CNC machine, so the the next thing we will need to do is configure the software for your particular make and model. Correct configuration comprises two elements - appropriate tool settings in the tool database for your CNC machine and setting the 'translation' file (the Post-Processor) needed to create a toolpath file that your specific machine tool controller can understand.
Base de datos de herramientas
Configuring the software will create a default tool database with tool definitions include cutter movement speeds ("feedrates") that *should* be a reasonable starting point for you to edit the entries for the tool types that you have, according to the recommendations from your CNC machine manufacturer for each material. Appropriate tool settings are the result of a complex interaction of the tool's shape and design, the nature of the material you intend to cut and the strength and power of your CNC machine. Don't use any default settings without first considering whether they are appropriate for your circumstances.
We will look at the Tool Database in more detail in the Toolpath Creation section below.
Post Processors
Your software can create toolpath files for hundreds of different CNC machines and controllers. To achieve this, the software creates an internal representation of a toolpath. Only when this toolpath is saved does it get 'translated' into the specific format required by your CNC machine.
The translation instructions are contained in file called a Post-Processor (because it *processes* the toolpath *after* it has been created).
Post-Processors also determing whether the toolpath movements will be presented to the machine using metric or imperial units. This must typically match the units mode you have set on your CNC machine's controller (seek advice from the manufacturer if needed). Note, however, it doesn't matter what units where used to create the original toolpath within the software - any required conversion is automatically applied when the toolpath is saved through the Post-Processor.
Job Setup - Axis Orientation
Our software is specifically designed for 3-axis CNC Machines (with additional support for an optional rotary axis). As you look at your CNC machine, the normal conventional is that left and right movement is controlled by the X-axis, forward and backward movement controlled by the Y-axis and up and down movement is controlled by the Z-axis.
In our software the width of your job will typically be equivalent to the X-axis of your CNC machine and the height of your job to its Y-axis.
Be aware that some machines are orientated so that the X & Y axes are swapped as you look at them - left to right movement may be controlled by the Y-axis and vice versa.
Use your machine's control software to jog your machine independently in each axis to make sure your expectations are correct.
Although unusual, it is possible that some post-processors will swap the X & Y toolpath coordinates después you have created your toolpaths - effectively changing the apparent orientation of you job - but this is only recommended for users who are confident of their machine's configuration and usage and not recommended for the majority of users who might not be aware of the other issues this can cause. Check with your machine tool manufacturer if you have any doubts.
It can help Orientate yourself so that when you stand before the machine, when you jog the machine to move to a higher X position, it is moving Left to Right infront of you. This can help visualise how the project design you have made in the software will translate to the bed of your machine.
Primeros pasos: proyecto de ejemplo
Cortar un patrón de calibración
Para nuestra rápida introducción, vamos a utilizar una estrategia de trayectoria de perfil 2D para grabar un rectángulo, un círculo y una estrella alineados y de tamaño preciso. Este patrón utilizará todos los pasos que hemos descrito en El flujo de trabajo CNC. También nos permitirá comprobar que la máquina CNC funciona correctamente utilizando algunas características sencillas pero importantes del diseño:
- El rectángulo, el círculo y la estrella no deben aparecer deformados ni distorsionados.
- Las dimensiones de las formas talladas deben coincidir exactamente con el diseño.
- Los puntos de alineación de las 3 formas no deben mostrar ninguna discrepancia.
- La estrella se gira ligeramente en el sentido de las agujas del reloj y el tallado debe coincidir con la orientación original del diseño sin reflejos inesperados en X o Y.
Al final de esta guía revisaremos estas comprobaciones y sugeriremos algunos consejos para solucionar problemas si alguna de ellas no funciona como debería.
Material, herramientas y sujeción
Las dimensiones XY del diseño serán de 100 mm (4"), por lo que necesitará una pieza de material de aproximadamente 150 mm (6") cuadrados o más.
El grosor preciso del material no es demasiado importante ya que el diseño simplemente se tallará en su superficie a una profundidad de 1,5 mm (1/16"). Por lo tanto, cualquier pieza que tenga 3 mm (1/8") de grosor o más estará bien. . Lo ideal sería un recorte de madera contrachapada o tablero MDF.
Para evitar cualquier posibilidad de colisión con abrazaderas o corte de un tornillo, el mejor método inicial para sujetar un pequeño trozo de material como este es utilizar cinta adhesiva de doble cara. Cualquier cinta resistente tipo "alfombra" funcionará, pero es posible que tengas que experimentar para encontrar una marca que asegure bien, pero que también se pueda quitar limpiamente una vez que se complete el trabajo.
La profundidad de la herramienta se creará basándose en una broca en V, pero los ángulos precisos de la herramienta no son importantes. Si no tiene una herramienta de punta en V, también funcionará una fresa de extremo pequeña (3 mm, 1/8" de diámetro o menos) o una herramienta de punta esférica, pero los cortes serán más anchos, por lo que el patrón de calibración puede ser un poco un poco más difícil de interpretar.
Para evitar cualquier posibilidad de colisión con abrazaderas o corte de un tornillo, el mejor método inicial para sujetar un pequeño trozo de material como este es utilizar cinta adhesiva de doble cara.
Crear el trabajo
- Haga clic en "Crear un archivo nuevo" para comenzar.
Esto abre el formulario "Configuración del trabajo". Todos los proyectos comienzan con una configuración de trabajo. Aquí es donde consideramos las dimensiones físicas de nuestro diseño. Tenga en cuenta que no necesariamente necesita definir todo el bloque de material en este punto, solo el área necesaria para su diseño; el área de diseño se puede colocar posteriormente en cualquier lugar de un bloque de material físico más grande usando la "Posición de referencia XY", que su CNC La máquina utilizará como punto de partida de referencia.
Como todos los formularios del software, simplemente debe trabajar de arriba a abajo en el formulario "Configuración del trabajo". Los formularios generalmente se presentan con los campos más importantes, no opcionales o que se actualizan con más frecuencia en la parte superior. Se proporcionan valores predeterminados sensibles para la mayoría de los campos de formulario la primera vez que se accede a ellos (los campos generalmente recordarán su configuración anterior, una vez que los edite), por lo que inicialmente puede simplemente ignorar cualquier campo del que no esté seguro. En la parte inferior de la mayoría de los formularios se encuentran los botones para (aceptar), o cualquier cambio que haya realizado.
- El formulario de configuración del trabajo permite proyectos que se cortarán desde ambos lados o utilizando un eje giratorio, pero por ahora simplemente seleccionaremos "Una cara".
Estableceremos las unidades de "Tamaño del trabajo" según sus preferencias.
Tenga en cuenta que el controlador de su máquina CNC estará configurado para esperar trayectorias de herramientas definidas en unidades métricas o imperiales y deberá consultar al fabricante de su CNC para determinar su configuración particular; el posprocesador que seleccione más adelante deberá hacer coincidir la trayectoria de la herramienta con la requisitos del controlador, pero esto es completamente independiente de las unidades que prefiera para diseño dentro del software; todo se convertirá automáticamente, si es necesario, cuando se cree el archivo de ruta de herramienta.
- Establezca el ancho y el alto de su nuevo trabajo en 150 mm (6 pulgadas)
- Selecciona el
- Haga clic en Aceptar
Diseñar la obra de arte de calibración
Su proyecto debe comenzar con el dibujo del diseño. En el lado izquierdo de la pantalla hay varios paneles con pestañas que brindan acceso a varias herramientas para ayudarlo a dibujar su diseño.
A su debido tiempo, usaremos nuestro diseño para comenzar a crear trayectorias para nuestra máquina CNC. Las funciones relacionadas con las trayectorias y las estrategias de trayectorias se encuentran en otro panel en el lado derecho de la pantalla. Inicialmente este panel está oculto. Una vez que nuestro diseño esté prácticamente completo, cambiaremos nuestro enfoque al panel de ruta de herramienta a la derecha.
Este es el flujo de trabajo típico al crear un proyecto CNC y, por lo tanto, la interfaz del software hace que este cambio de enfoque sea fácil e intuitivo.
Por ahora, sigamos centrándonos en las herramientas disponibles en el panel diseño de la izquierda.
######### ¡Los pasos para completar el cuadrado de calibración van aquí! #######
This will create your Rectangle to be 100m x 100mm.
Now press the F9 key on the keyboard, and your Rectangle Vector will now be centered in your work space.
Crea nuestras primeras trayectorias
Ahora que nuestro dibujo de diseño está completo, estamos listos para considerar qué estrategia de trayectoria debemos usar para cortar esta forma de manera precisa y eficiente.
La interfaz del software puede ocultar automáticamente el panel de herramientas de diseño y mostrar el panel de herramientas de estrategia de trayectoria usando el botón 'Cambiar a comandos de trayectoria'.
- Haga clic en el botón 'Cambiar a comandos de trayectoria' en la parte superior de la pestaña 'Diseño'.
La pestaña de trayectorias de herramientas ahora se abrirá en el lado derecho del software. Aquí encontrará todas las herramientas relacionadas con la creación, edición y almacenamiento de trayectorias.
Seleccionar la estrategia de trayectoria de herramienta más adecuada para un trabajo en particular es uno de los aspectos más difíciles de aprender inicialmente a utilizar su CNC de manera efectiva. Con el tiempo, explorará las diferentes estrategias disponibles en esta pestaña y nuestros extensos tutoriales y ejemplos prácticos le ayudarán a comprender para qué se utiliza cada una.
Por ahora vamos a utilizar sólo la primera estrategia disponible en Operaciones de trayectorias: esta es la trayectoria de perfil.
Haga clic en el botón Ruta de herramienta de perfil para abrir el formulario de Ruta de herramienta de perfil 2D.
Guardar y cargar el proyecto
En este punto probablemente deberíamos guardar nuestro proyecto. Guardar el documento del proyecto usando el menú Archivo->Guardar, o las teclas de acceso directo Ctrl+S, es como guardar cualquier otro documento de aplicación convencional (es decir, Microsoft Word, etc.) e incluirá todos sus elementos de diseño 2D y modelos 3D. y configuración de estrategia de ruta de herramienta en un archivo `*.crv` o `*.crv3d`. Este es el archivo al que puede volver en cualquier momento más adelante para continuar su trabajo o duplicarlo como base de un nuevo proyecto.
Tenga en cuenta que este *no* es el archivo que leerá su máquina CNC. Guardar rutas de herramienta (ver más abajo) es el proceso independiente mediante el cual usted guarda específicamente el archivo de este proyecto que su máquina CNC necesita. Puede ser útil pensar en el proceso de guardar la trayectoria como algo más parecido a crear archivos PDF *a partir* de su documento de Word: los archivos PDF normalmente no se recargan ni editan, pero están listos para "imprimir".
Vista previa de la trayectoria
Antes de comenzar a transferir nuestros archivos de trayectoria de herramientas a nuestra máquina CNC, todavía nos queda un paso *muy* importante en el software. Podemos obtener una vista previa exactamente de cómo se moverá nuestra máquina CNC y cómo debería verse el material después de completar cada trayectoria usando el comando Vista previa de trayectorias.
Guardar trayectorias de herramienta: posprocesamiento
Ejecutando su trayectoria
In this guide we will assume that you have completed the "Machine Configuration" Process either Manually or using one of the existing Online Configurations as seen here.
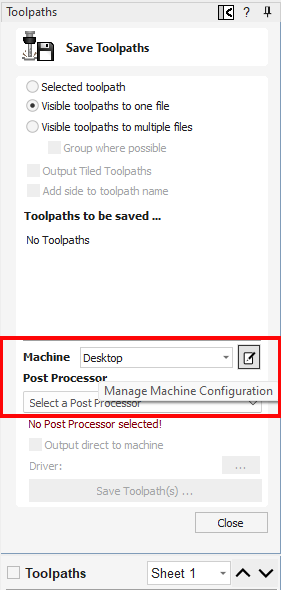
With that step complete, you just need to now open the "Save Toolpath" form, using the bottom right most icon in the Toolpath Panels icons.
Make sure your machine is currently selected in the Machine
Running Your Toolpath
Cada máquina y controlador CNC es diferente. En este punto, deberá consultar las instrucciones del fabricante de su máquina CNC para obtener detalles sobre cómo ejecutar su archivo de ruta de herramienta, pero podemos brindarle información de aplicación general sobre el proceso típico que debe esperar.
Asegure su material
La pieza de material deberá estar asegurada a la plataforma de la máquina. Por lo general, esto se hace sujetando, atornillando o pegando el material (las máquinas más grandes o más sofisticadas pueden tener sujeción por vacío). En los dos primeros casos debes tener mucho cuidado para evitar cortar tus abrazaderas o tornillos. Como señalamos en la Configuración del trabajo, el archivo de trayectoria no tiene que ser del mismo tamaño que el material, por lo que la forma más sencilla de evitar abrazaderas y tornillos es asegurarse de que las dimensiones de su trabajo (y, por lo tanto, sus trayectorias) no sean mayores que las sin obstrucciones. área de su material y que esté colocado correctamente dentro de esta región.
Establece tus orígenes (datos)
Los movimientos de todas las trayectorias son relativos a la "posición de referencia XY" que seleccionó cuando creó inicialmente su trabajo (en nuestro ejemplo configuramos la esquina inferior izquierda, pero también puede ser el centro de su diseño), estos también son a menudo denominados "orígenes". Ahora debe indicarle al controlador de su máquina CNC dónde se encuentra físicamente este punto de referencia en su material. Este proceso generalmente se denomina "establecer el punto de referencia XY", "establecer el origen XY" o "poner a cero X e Y".
De hecho, configurar el datum XY posicionará dónde su trayectoria se cortará en su material.
También deberá indicarle a su controlador cómo profundo en el material que cortará su trayectoria, el equivalente a posicionar su trayectoria dentro el material. Esto se conoce a menudo como "establecer el origen Z", "establecer Z en cero" o "poner a cero Z".
Nuevamente, en este punto es importante saber qué configuración de `Posición cero Z` utilizó cuando creó su trabajo en el software; en nuestro ejemplo, lo configuramos para que esté en la superficie del material, pero en algunas circunstancias es útil Colóquelo en la base del bloque de material o en la base de su máquina CNC.
Debido a que este trabajo se creó con la `Posición cero Z` en la `Superficie del material`, deberá mover su máquina CNC para que la punta de la herramienta toque superficie del material y luego usar su software de control para Ponga a cero la posición Z.
Alternativamente, puede tener una placa táctil Z automática o una sonda para lograr el mismo resultado; consulte al fabricante de su CNC para obtener instrucciones sobre este paso.
Nota: cuando desee realizar una prueba de 'corte de aire', esta es su oportunidad de respaldar su máquina CNC hacia arriba en Z a un punto en el aire donde la profundidad máxima de la trayectoria de la herramienta no entre en contacto con ningún material físico y establezca su En cambio, Z cero 'en el aire'. Ejecutar su trayectoria con el origen Z en el aire de esta manera es una prueba muy útil de los movimientos de una trayectoria si tiene dudas o incertidumbres sobre su configuración o configuración de trayectoria antes de cualquier corte real.
En este punto, su máquina CNC debería estar en un estado en el que sus indicadores de posición indiquen X=0, Y=0 y Z=0 cuando la punta de la herramienta estaba en la posición que definió cuando creó su trabajo de origen; en nuestro ejemplo. Esto estaría en la esquina inferior izquierda del área que cortaremos y justo tocando la superficie superior del material.
Cargue su archivo de ruta de herramienta
¿Listo para ir?
Siempre debe considerar una verificación visual de al menos el punto inicial inicial y las velocidades de avance de una trayectoria no probada con un 'corte de aire' (consulte la nota anterior). Preste especial atención al movimiento que formará el primer corte de profundidad y ancho completo, ya que será cuando la herramienta y la máquina CNC estén bajo mayor estrés, para asegurarse de que se vea apropiado para la herramienta y el tipo de material que está utilizando. tienen la intención de recortar.
Cuando empiece a utilizar su CNC, vale la pena considerar mantener una lista de verificación escrita simple en su controlador. Un ejemplo podría ser:
Tengo:
- ¿Ejecutar un 'corte de aire' para comprobar el movimiento inicial?
- ¿Comprobó que el material está firmemente asegurado?
- ¿Se ha comprobado que el tipo y la forma de herramienta correctos están instalados para esta trayectoria?
- ¿Establecer el origen X,Y?
- ¿Establecer el origen Z?
- ¿Encendido el husillo (si no lo habilita automáticamente el controlador de su máquina CNC)?
¡Bien, es hora de cortar!
Siempre ejecute cualquier trayectoria con configuraciones de herramientas no probadas o no verificadas con especial cuidado y precaución. Al cortar con nuevo herramientas o en nuevo materiales, busque asesoramiento de su máquina CNC o fabricante de herramientas sobre los avances y velocidades adecuados para su máquina y herramientas.
Verifique los cortes de calibración
Solución de problemas
Escala / unidades
My Design is cutting out much smaller/larger then it designed for.
Double check what distance your machine moves when you manually command the controller to jog from X=0 to X=1
The distance it travels should be exactly 1 Inch or 1mm.
If it moves the 1 Inch then you need to ensure that when you save your toolpaths from Aspire that you use the Inches Post Processor.
Likewise, if it moves 1mm, then use the MM Post Processor instead.
If it moves a different distance, instead of one of these options, then the machine calibration needs to be reviewed with help from the machines supplier.
Double check this on each of the X Y and Z Axis's, and it must move the exact same distance on all Axis.
Reacción
Backlash is a physical issue in the machine where an Axis will move the correct distance for a cut, but then loosness on the Axis motor or screw barings will allow it to slip.
This can build up over time for the machine to graducally become more and more misaligned over the duration of a toolpath. Commonly if you see inaccuracy in cuts only in one direction then it will be backlash issues on that one Axis.
Report the issue to your machiine supplier for advice on how to elliminate backlash in your hardware.
Eje invertido
The most common indicator of an inverted axis is text being mirrored in a single direction. A rarer case can be when the router will raise when it should plunge, resulting in it cutting air, even when Z Zero is correctly set. This can be due to a number of factors, such as:
- Hardware Wiring.
- Controller Setup.
- Post Processor setup.
The Hardware wiring is always the first thing to check in these cases, to ensure that the machines hardware is all connected as intended, and there are no wiring issues. If the positive and negative terminals on a motor are reversed then the motor can go in reverse.
The controller setup is part of the controllers calibration, and if values are reversed here, it can cause the motors to then work in reverse.
Post Processor setup can sometimes require the reversing of an Axis. This will have been required by the machine supplier to fit their machines configuration. The Post Processor should usually not be reversed manually, and is setup to fit the machine suppliers specifications. In rare cases where it is needed to be changed to suit a CNC machines which cannot be corrected with the above points then Editing the Post Processor can help.
Diseño y Gestión 2D
La Vista 2D se utiliza para diseñar y gestionar el diseño de su pieza terminada. Se utilizan diferentes entidades para permitir al usuario controlar elementos que son estrictamente 2D o representaciones 2D de objetos en la Vista 3D. Una lista de estas entidades de Vista 2D se describe brevemente a continuación y con más detalle en secciones posteriores de este manual.
En última instancia, el objetivo de todos estos diferentes tipos de objetos es permitirle crear las trayectorias que necesita para cortar la pieza que desea en su CNC. Esto puede significar que le ayudan a crear la base para el modelo 3D o que están más directamente relacionados con la trayectoria, como describir su forma de límite. Las diferentes aplicaciones y usos de estos elementos 2D hacen que su organización sea muy importante. Por este motivo Aspire tiene un Función de capa para gestionar datos 2D. Las Capas son una forma de asociar diferentes entidades 2D para permitir al usuario administrarlas de manera más efectiva. Las capas se describirán en detalle más adelante en la sección correspondiente de este manual. Si está trabajando con un proyecto de 2 caras, puede cambiar entre las caras "superior" e "inferior" en la misma sesión, lo que le permite crear y editar datos en cada cara, y utilizando la opción "Vista de varias caras" puede ver los vectores del lado opuesto. La configuración a 2 caras se describirá en detalle más adelante en la sección correspondiente de este manual.
Vectores
Los vectores son líneas, arcos y curvas que pueden ser tan simples como una línea recta o pueden formar diseños 2D complejos. Tienen muchos usos en Aspire, como describir una forma para que la siga una trayectoria o crear diseños. Aspire contiene una serie de herramientas de creación y edición de vectores que se tratan en este manual.
Además de crear vectores dentro del software, muchos usuarios también importarán vectores de otro software de diseño como Corel Draw o AutoCAD. Aspire admite los siguientes formatos vectoriales para importación: *.dxf, *.eps, *.ai, *.pdf, *skp y *svg. Una vez importados, los datos se pueden editar y combinar utilizando las herramientas de edición de vectores dentro del software.
Mapas de bits
Aunque mapa de bits es un término informático estándar para una imagen basada en píxeles (como una foto) en *.bmp, *.jpg, *.gif, *.tif, *.png y *.jpeg. Estos tipos de archivos son imágenes formadas por pequeños cuadrados (píxeles) que representan una imagen escaneada, una fotografía digital o quizás una imagen tomada de Internet.
Para que los modelos 3D sean fáciles de crear, Aspire utiliza un método que permite al usuario dividir el diseño en partes manejables llamadas Componentes. En la Vista 2D, un componente se muestra como una forma en escala de grises; esto se puede seleccionar y editar para mover su posición, cambiar su tamaño, etc. El trabajo con escala de grises se tratará en detalle más adelante en este manual. Al igual que con los mapas de bits, muchas de las herramientas de edición de vectores también funcionarán en un componente en escala de grises seleccionado.
07. Intermediate - 3D Design and Management
Además de crear rutas de herramientas directamente a partir de dibujos 2D, Aspire puede producir rutas de herramientas 3D extremadamente flexibles. Estas rutas de herramientas se crean a partir de elementos de diseño 3D llamados Componentes 3D que pueden generarse a partir de modelos creados en paquetes de diseño 3D externos, importarse como imágenes prediseñadas 3D o construirse completamente desde Aspire utilizando ilustraciones 2D como fuente.
La vista 3D
La vista 3D puede mostrarle el modelo compuesto actual (que se construye a partir de todos los Componentes y niveles 3Dactualmente visibles), la vista previa de la ruta de herramienta (una simulación 3D de alta precisión del objeto físico resultante que resultará de sus rutas de herramienta llamada Vista previa Bloque de materiales). Cuál de estos se muestra actualmente dependerá de si tiene o no una pieza que tiene componentes y trayectorias 3D o simplemente está trabajando en algo que solo incluye datos 2D.
Siempre que tenga el formulario Vista previa de trayectorias de herramientas abierto en la pestaña Rutas de herramienta, la Vista 3D muestra el Bloque de material de vista previa en lugar del Modelo compuesto. Cuando esto se cierra, si está trabajando en una pieza que solo incluye datos 2D y trayectorias de herramientas 2D o 2,5D, continuará mostrando el bloque de material de vista previa. Si su pieza contiene componentes 3D visibles, tan pronto como se cierre el formulario Vista previa de trayectorias, volverá a mostrar el modelo compuesto en la vista 3D y ocultará la simulación. Además de estos elementos, puede ver dibujos lineales de cualquier trayectoria calculada en la Vista 3D. La visibilidad de estas trayectorias calculadas se puede controlar desde la Lista de trayectorias en la pestaña Trayectorias usando las casillas de verificación al lado del nombre de las trayectorias. Si trabaja en un entorno de 2 caras, puede ver ambos lados de un proyecto en la Vista 3D usando la opción Vista de varios lados .
El modelo compuesto
Aspire ha sido diseñado para funcionar de una manera que permite al usuario crear fácilmente incluso proyectos muy complejos. En cualquier situación, el mejor enfoque para producir algo complicado es dividirlo en partes más pequeñas hasta alcanzar un nivel de simplicidad que pueda entenderse y gestionarse. En Aspire esto se logra permitiendo al usuario trabajar con piezas del diseño que se combinan para crear la pieza terminada. En la terminología del software estas piezas se denominan Componentes. Para ayudar a organizar los componentes, se asignan a niveles. Paso a paso, se pueden crear y modificar Componentes y Niveles hasta tener todos los elementos que necesitas. En las imágenes a continuación puede ver un ejemplo de cómo podría funcionar esto. A la izquierda puede ver el componente separado para un modelo de un racimo de uvas y a la derecha puede verlos colocados para formar la pieza completa; a esta combinación resultante la llamamos Modelo Compuesto.
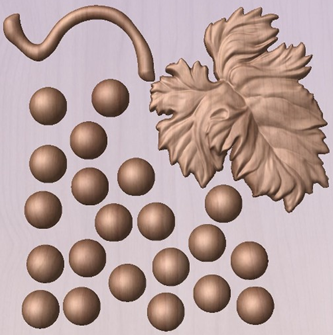

No hay límite en cuanto a cuán simple o complejo puede ser un Componente o los Componentes de un Nivel (esta es la elección del usuario). En el ejemplo mostrado, puede ver que un modelo de un racimo de uvas completo puede estar formado por componentes individuales más pequeños, pero también podrían combinarse para existir como un único componente (el racimo de uvas ensamblado) que luego podría usarse para Diseñe una parte más compleja con varios racimos de uvas. También se podían organizar de modo que todas las uvas estuvieran en un nivel y las hojas y el tallo en otro para proporcionar una forma diferente de gestionar y manipular las formas. Cada usuario encontrará un nivel de uso de componentes y niveles con el que se sienta cómodo, que puede depender del trabajo particular o del nivel de competencia con las herramientas de modelado.
Componentes y niveles 3D
En Aspire, el objetivo es terminar con un conjunto de componentes y niveles que, cuando se combinen, formarán la pieza 3D terminada. Una forma de pensar en esto es como construir un collage o ensamblaje en 3D. A medida que el diseño evoluciona, es posible que sea necesario crear nuevos niveles o formas o cambiar los existentes. Las partes del collage se gestionan con el Árbol de componentes que se tratará con más detalle más adelante.
Crear y editar componentes
Un componente existente se puede copiar, escalar y realizar otras ediciones como objeto. El usuario también puede cambiar la forma en que se relaciona con los otros Componentes, por ejemplo, si se ubica encima o se mezcla con un área superpuesta de otro Componente. La forma, ubicación y relación de estas piezas determinan el aspecto de la pieza final. A medida que avanza el trabajo, el usuario deberá crear componentes nuevos o editar los existentes agregando nuevas formas, combinándolos con otros o esculpiéndolos.
Los componentes se pueden crear y editar mediante:
- Utilice una herramienta de modelado para crear formas a partir de vectores 2D.
- Importe un modelo 3D creado previamente, ya sea un modelo creado previamente en Aspire o de otra fuente, como una biblioteca de imágenes prediseñadas o un paquete de modelado diferente.
- Cree un componente de 'textura' a partir de una imagen de mapa de bits.
- Utilice la herramienta Dividir componentes para dividir un componente existente en varias partes.
Todos estos métodos se tratan en detalle a lo largo del material de capacitación.
Propiedades dinámicas
Además de tener su forma 3D subyacente, cada componente también tiene una serie de propiedades dinámicas que se pueden modificar libremente sin cambiar permanentemente su forma real. Estos incluyen el escalado de la altura del componente, la capacidad de inclinarlo o aplicar un desvanecimiento graduado a lo largo de él.
Estas propiedades dinámicas siempre se pueden restablecer o modificar en cualquier momento durante el proceso de modelado, lo que las convierte en una forma particularmente útil de "modificar" sus componentes a medida que los combina para formar su modelo compuesto final.
Modos de combinación
El modo Combinar es un concepto muy importante cuando se trabaja con formas 3D en Aspire. Las opciones para el modo de combinación se presentan al crear nuevas formas y también al decidir cómo interactuarán los componentes y niveles en la lista de componentes. En lugar de cubrir esto en cada sección donde sea aplicable, vale la pena resumir las opciones aquí para que se pueda entender el concepto general.
Cuando tiene más de una forma 3D, como las piezas componentes del diseño o cuando tiene una forma existente y está creando una nueva, entonces necesita tener una manera de indicarle al software cómo interactuarán las entidades adicionales con la forma. primero. Este puede ser un concepto abstracto para los usuarios que son nuevos en el 3D, pero es importante comprenderlo lo antes posible. En Aspire esto se controla mediante una opción llamada Modo Combinado.
Hay cuatro opciones para esto: Sumar, Restar, Fusionar Alto, Fusionar Bajo.
Como el modelado es un proceso artístico y creativo, no existe una regla general que describa cuándo utilizar cada uno. Sin embargo, como guía, puedes asumir que si el área de la segunda forma está completamente dentro de la original, entonces probablemente estarás sumando o restando y si las formas solo se superponen parcialmente, probablemente usarás Combinar o, muy ocasionalmente, Bajo.
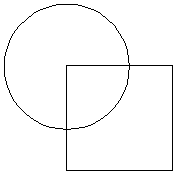
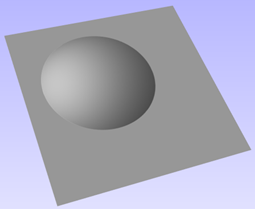
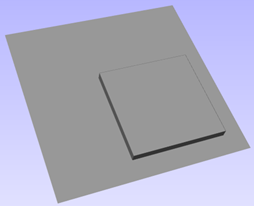
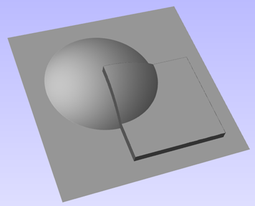
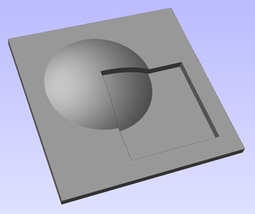
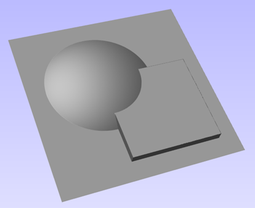
Las cuatro opciones y sus efectos específicos se describen en las páginas siguientes. Para ilustrar los diferentes efectos se utilizará una combinación de un cuadrado biselado superpuesto y una cúpula. Puede ver en la imagen superior derecha cómo se organizan en la Vista 2D y cómo se superponen. Luego puedes ver cada forma individual en las imágenes debajo del centro y la derecha. Estas formas se utilizarán para demostrar los diferentes modos de combinación. En todos los casos se considerará la Cúpula como forma primaria y el cuadrado como forma secundaria que se combina con la primera. Además del ejemplo de cúpula/cuadrado, también se incluirán algunas imágenes de piezas del "mundo real" para ayudar a comprender cómo se pueden utilizar en proyectos reales.
Además de trabajar en formas individuales, los modos de combinación también se asignan a niveles. Estos regirán cómo interactúa la combinación de todos los componentes individuales en un nivel con el resultado de todos los componentes en el nivel debajo de él en el árbol de componentes.
Nota:
Hay un quinto modo de combinación disponible en el menú del botón derecho del mouse después de que se haya creado un componente llamado Multiplicar. Este modo de cosechadora tiene aplicaciones especializadas que se tratan en los vídeos tutoriales correspondientes. Esta opción literalmente multiplicará las alturas del Componente o Niveles que se combinan para crear la nueva forma 3D compuesta.
Añadir
Cuando se selecciona Agregar, toma la primera forma y luego simplemente agrega la altura de la segunda forma directamente encima de la primera. Cualquier área que se superponga creará una forma que tiene exactamente la altura de cada forma en ese punto sumadas (ver más abajo)

Normalmente, la opción de agregar se usa principalmente cuando la forma que se agrega se encuentra completamente dentro de la forma original, esto asegura que no se produzca la transición desigual donde las partes solo se superponen parcialmente (como se muestra en el ejemplo).
El ejemplo anterior muestra los componentes de extrusión de borde y hoja de arce que se agregan al componente de domo en el ejemplo de letrero del documento de Introducción al modelado.
Restar
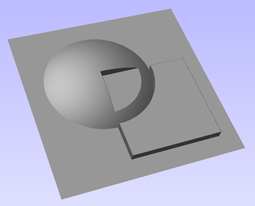
Cuando se selecciona Restar, toma la primera forma y luego elimina la altura de la segunda forma de la primera. Cualquier área que se superponga será una combinación de la altura/forma original menos la segunda forma. Las áreas donde la forma pasa al fondo se convertirán en regiones negativas. Puedes ver cómo se ve esto usando la cúpula y el cuadrado en la imagen a continuación:
Normalmente, restar, al igual que la opción de agregar, se usa principalmente cuando la forma que se elimina se encuentra completamente dentro de la forma original, esto garantiza que no se produzca la transición desigual donde las partes solo se superponen parcialmente (como se muestra en el ejemplo).
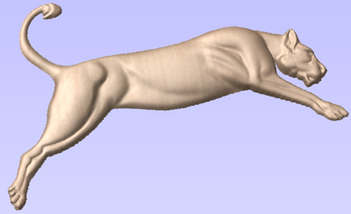
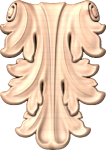
La imagen que se muestra arriba tiene algunos 'pliegues' para ayudar a definir los músculos de la leona. Las formas para crear estos huecos se crearon usando la opción Restar con la herramienta Crear forma en los vectores que representan esas áreas empotradas.
Combinar
Cuando se selecciona la opción Fusionar, las áreas de las formas que no se superponen permanecen iguales. Las áreas que se superponen se mezclarán entre sí para que las áreas más altas de cada una queden visibles. Esto da como resultado la apariencia de una forma fusionándose con la otra y es, de hecho, una operación de unión booleana. Puedes ver cómo se ve esto usando la cúpula y el cuadrado en la imagen a continuación:
Normalmente, la opción de combinación se utiliza cuando la forma que se combina se superpone parcialmente a la forma original. Esto permite realizar una transición razonable entre ellos.
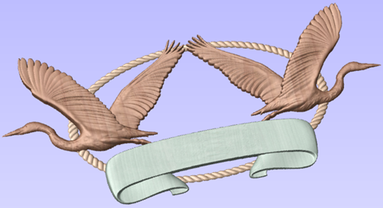
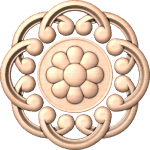
La imagen de arriba muestra 2 garzas, un borde de cuerda y componentes de pancarta. Cada uno de estos se superpone con los demás y, por lo tanto, están configurados para fusionarse en estas áreas. Cualquiera que sea la más alta de las dos áreas fusionadas es la que se destaca. En este caso la cuerda está más baja que todo y el Estandarte está más alto que las Garzas para que se pueda lograr el efecto deseado.
Bajar
La opción Baja solo está disponible cuando se combinan Componentes (no en las herramientas de modelado). Cuando se selecciona este modo, las áreas que no se superponen se dejan como estaban en las dos formas originales. Cualquier área que se superponga creará una nueva forma que son los puntos más bajos tomados de cada forma; esto es, de hecho, una operación de intersección booleana. Puedes ver cómo se ve esto usando la cúpula y el cuadrado en la imagen a continuación:
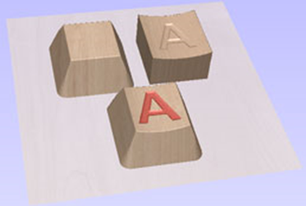
La opción Baja se utiliza para empotrar una forma en una forma elevada. Un ejemplo de esto se muestra en la imagen de arriba.
El ejemplo que se muestra arriba a la derecha usa la opción Baja para combinar el componente de 'botón' con parte superior plana a la izquierda con el componente de cara superior curva con la letra 'A' a la derecha. Al combinar ambos componentes con la opción de combinación baja, se obtiene el botón del teclado con la parte superior curva que se ve en la fila inferior.
Modos de espejo de nivel
Al hacer clic con el botón derecho en Niveles en el árbol de componentes, se abrirá un menú emergente que ofrece comandos y operaciones relacionadas con el nivel en el que se hizo clic y los Modos de espejo se pueden configurar de esta manera. Si se establece un modo de espejo en un nivel, todos los componentes que contiene se reflejarán continuamente de forma dinámica a medida que se mueven, transforman o editan. La duplicación no es destructiva, es decir, se puede activar o desactivar en cualquier momento y no altera los componentes subyacentes de forma permanente. Trabajar dentro de un nivel de modos Espejo es una forma sencilla de lograr un patrón simétrico complicado editando solo la mitad (o un cuarto, ver más abajo) del diseño.
Los modos espejo disponibles se dividen en términos generales en dos grupos. El primer grupo aplica un plano de simetría:
- De izquierda a derecha
- De derecha a izquierda
- De arriba hacia abajo
- De abajo a arriba
Estos modos le permiten trabajar en la mitad de su trabajo y la otra mitad se generará automática y dinámicamente para usted. Por ejemplo, en el modo de izquierda a derecha, colocaría sus componentes en la mitad izquierda de su trabajo y se crearía un equivalente reflejado de cada uno en la otra mitad del trabajo. Este 'reflejo' se actualiza dinámicamente a medida que trabaja.
El otro grupo ofrece dos planos de simetría (horizontal y vertical):
- Cuadrante superior izquierdo
- Cuadrante superior derecho
- Cuadrante inferior izquierdo
- Cuadrante inferior derecho
Al utilizar estos modos, todos sus componentes deben estar en el cuadrante (cuarto) del trabajo. Se crearán reflejos reflejados horizontal y verticalmente en los otros cuadrantes del trabajo.
Watch this video to see this in action:
Vista de varios lados

Cuando trabaja en un entorno de 2 caras, puede crear componentes de forma independiente por lado o utilizando la opción de clic derecho puede copiar o mover un componente al lado opuesto. Seleccionar la opción para trabajar en 'Vista de múltiples lados' le permite ver los componentes que pueda tener en el lado superior e inferior en la Vista 3D. En el formulario Vista previa de la ruta de herramienta de un proyecto que contiene rutas de herramienta para los lados superior e inferior, la vista de varios lados también presenta la simulación de la vista previa de la ruta de herramienta en ambos lados; si la vista de varios lados no está seleccionada, puede usar la opción 'Vista previa de todos los lados'. opción en el formulario Vista previa de trayectoria para mostrar las trayectorias superior e inferior en la vista 3D. La configuración a 2 caras se describirá en detalle más adelante en la sección correspondiente de este manual.
Crear un trabajo rotativo
Origen Z
Tiene la opción de especificar si la herramienta se está poniendo a cero en el centro del cilindro o de la superficie. Cuando se redondea un espacio en blanco, no se puede establecer la Z en la superficie del cilindro, ya que la superficie a la que se refiere es la superficie del espacio en blanco terminado. Le recomendamos que por consistencia y precisión, siempre elija "Centro de cilindro" al generar trayectorias de herramienta envueltas, ya que esto siempre debe permanecer constante independientemente de las irregularidades en el diámetro de la pieza que está mecanizando o errores en la obtención de su espacio en blanco centrado en su mandril.
Consejo:
Un consejo útil para hacer esto es medir con precisión la distancia entre el centro del portabrocas y un punto conveniente, como la parte superior del portabrocas o parte del soporte de montaje del eje giratorio. Escriba este desplazamiento z en algún lugar y ponga a cero las herramientas futuras en este punto e ingrese su desplazamiento z para obtener la posición del centro del eje giratorio. Otra razón para elegir el 'Centro del cilindro' es que algunos controles podrán calcular la velocidad de rotación correcta para el eje giratorio en función de la distancia desde el centro de rotación. Si el valor Z es relativo a la superficie, el control necesitaría conocer el diámetro o radio del cilindro en Z cero.
Origen XY
Origen de dibujo XY: aquí puede especificar dónde se colocará el origen cero XY en su trabajo. Estas opciones corresponden a los mismos campos en el formulario normal de 'Configuración del trabajo' dentro del programa. La mayoría de las personas usarían la esquina inferior izquierda predeterminada, pero para algunos trabajos es posible que prefieras tener el origen XY en el centro.
- En un trabajo con orientación horizontal (A lo largo del eje X), el desplazamiento X corresponderá a la longitud del cilindro y el desplazamiento Y será un punto a lo largo de su circunferencia.
- En un trabajo con orientación vertical (a lo largo del eje Y), es todo lo contrario. El desplazamiento Y corresponderá a la longitud del cilindro y el desplazamiento X será un punto a lo largo de su circunferencia.
Orientación
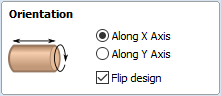
Orientación del cilindro a lo largo - Esta sección se utiliza para indicarle al programa cómo tiene su eje giratorio alineado en su máquina. Si ya hizo su diseño, pero solo desea cambiar el trabajo para una máquina diferente, entonces puede invertir su diseño con el material para que todos los vectores y componentes permanezcan iguales en relación con el trabajo.
Origen Z activado - Esta sección determina si el Origen Z se establece en la superficie del material o en la base (centro del cilindro). Estas configuraciones se pueden anular cuando se guarda la trayectoria, pero recomendamos encarecidamente que se seleccione el 'Eje del cilindro' para el mecanizado rotatorio. Las razones de esto se detallan en la nota a continuación.
Diseño vectorial
Además de crear un trabajo con un tamaño adecuado para envolver rutas de herramientas, al crear el trabajo, creará una cantidad de vectores que pueden ser muy útiles al crear su trabajo envuelto.
Los vectores se crean en sus propias capas individuales y, de forma predeterminada, estas capas están desactivadas para evitar saturar su área de trabajo. Para activar las capas, muestre el cuadro de diálogo 'Control de capas' (Control+ L es el acceso directo para mostrar/ocultar esto). Para mostrar/ocultar la capa, simplemente haga clic en la casilla de verificación junto al nombre de la capa.
2Rail Guías de alisado : esta capa contiene dos vectores de línea recta que se pueden usar para barrer un perfil si está creando una columna con forma.
Marco de objeto : esta capa contiene un vector rectangular que cubre toda el área de trabajo. Este vector es útil si vas a mecanizar la superficie completa del cilindro.
Elegir material de stock
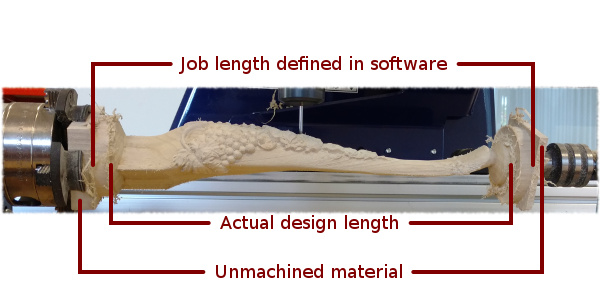
Al configurar un proyecto rotativo, el software asume un cilindro perfecto con un diámetro exacto. En la práctica, el material en bruto puede ser desigual o puede que sólo esté disponible un material en bruto con perfil cuadrado. En esos casos, es necesario mecanizar la pieza en bruto en un cilindro del tamaño deseado, antes de ejecutar las trayectorias asociadas con el diseño real.
Otra consideración es la longitud del material original. Normalmente, parte de la pieza en bruto se colocará dentro del mandril. También es importante que durante el mecanizado la herramienta de corte esté siempre a una distancia segura tanto del mandril como del contrapunto. Por estos motivos, el espacio en blanco debe ser más largo que el diseño real. Al configurar la máquina para cortar, se debe prestar especial atención para garantizar que el origen esté configurado en consecuencia para evitar que la herramienta choque contra el portabrocas o el contrapunto.
Si el diseño se creó sin esas consideraciones en mente, el tamaño del espacio en blanco siempre se puede ajustar en la forma Configuración de trabajo .
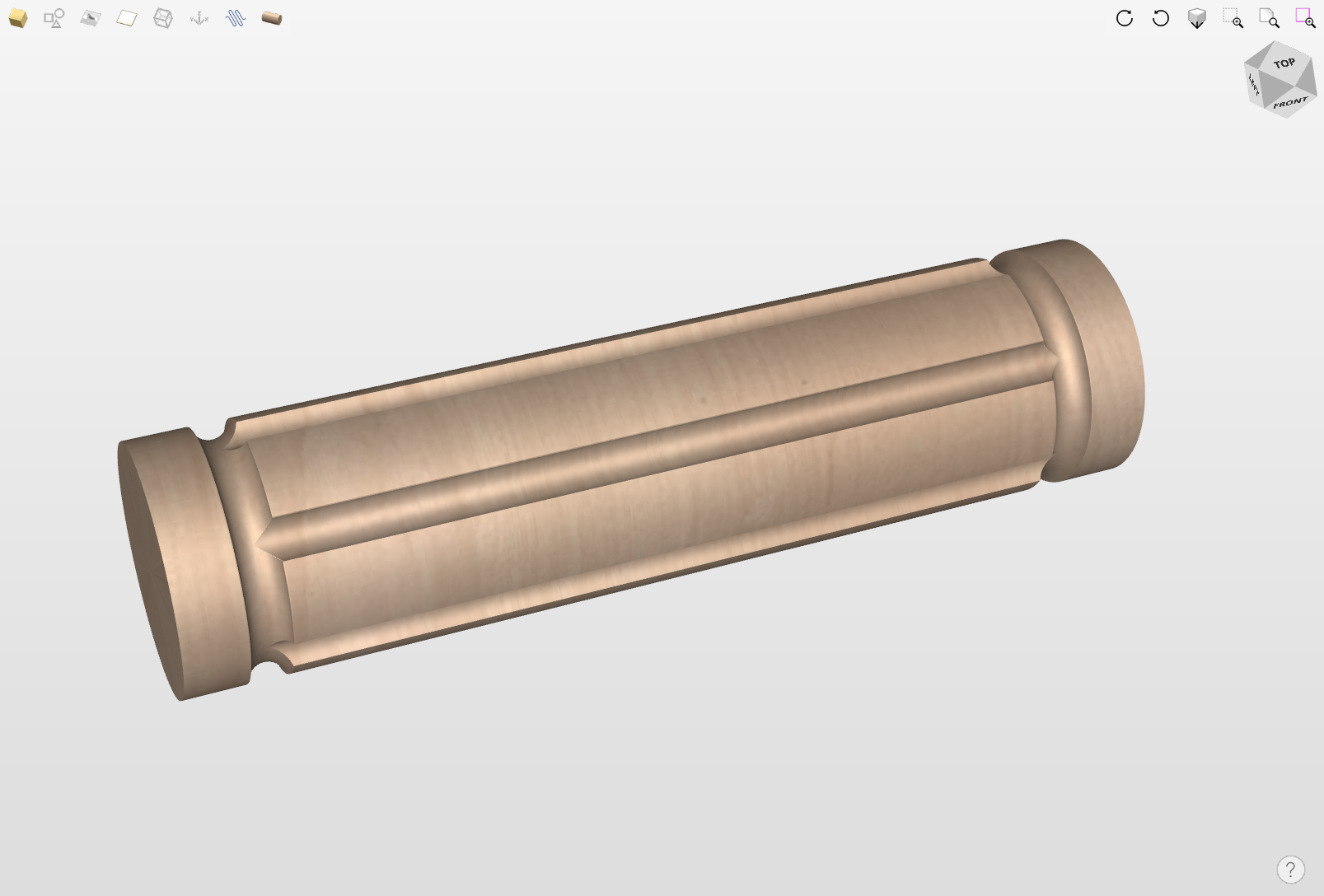
La siguiente imagen presenta un ejemplo de diseño de proyecto giratorio. Como se explicó anteriormente, el espacio en blanco real es más largo que el trabajo definido en Aspire para permitir el portabrocas y espacios suficientes. El diseño real es más corto que el trabajo definido en Aspire, para dejar algo de espacio para las pestañas, que se pueden mecanizar con la trayectoria del perfil antes de retirar la pieza terminada del mandril.
Al mecanizar formas 3D con diferentes espesores, como en el ejemplo que se muestra a continuación, es una buena idea colocar el extremo más grueso del modelo en el lado más cercano al motor impulsor. De esta manera, la torsión afectará principalmente al extremo más resistente de la pieza mecanizada y ayudará a evitar que la pieza se doble o rompa durante el mecanizado.
Modelado rotatorio simple usando trayectorias 2D
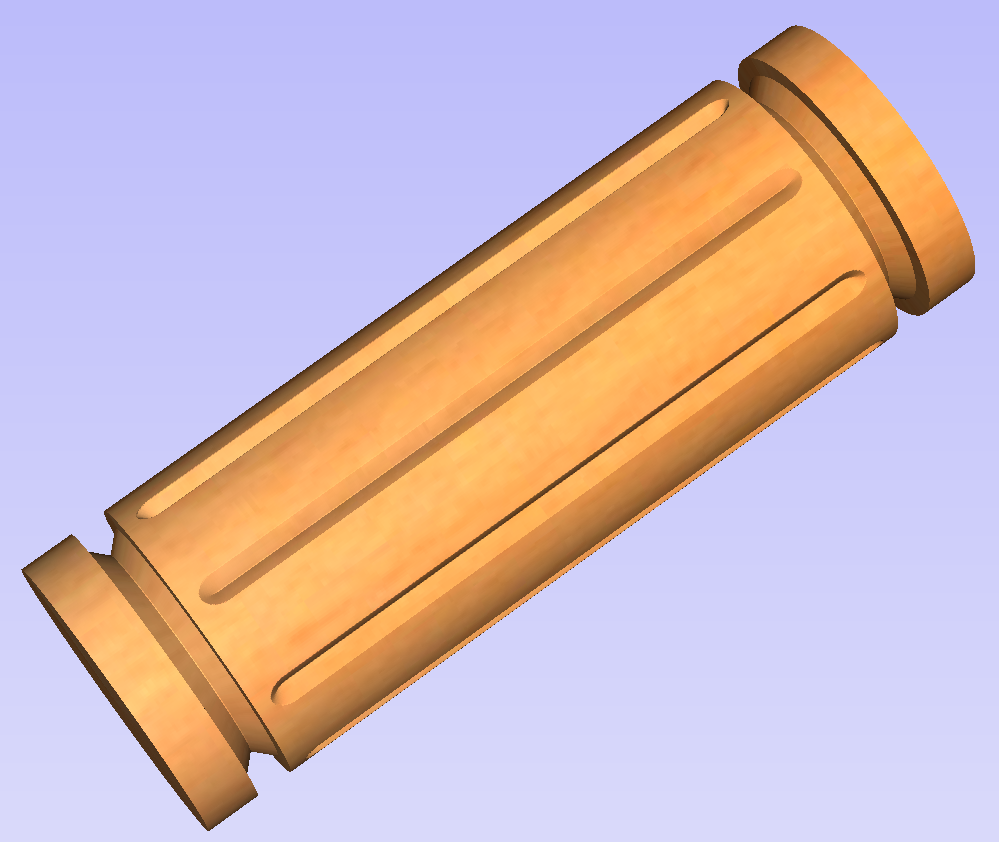
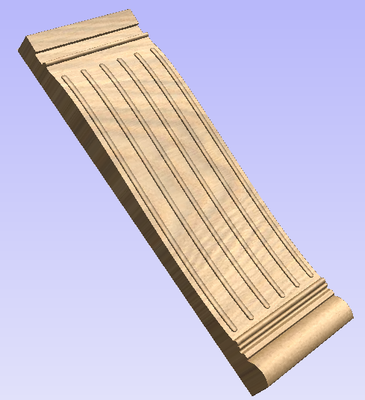
Creando vectores para una columna básica
Esta sección mostrará cómo crear una columna simple, utilizando las trayectorias de perfil y acanalado.
Empiece por creando un nuevo trabajo rotativo. Tenga en cuenta que las configuraciones que se muestran aquí son solo un ejemplo y deben adaptarse para que coincidan con la configuración de su máquina y el material disponible.
En este ejemplo, el espacio en blanco girará alrededor del eje X. Nos referiremos a él como el eje de rotación. El eje que se envolverá es el eje Y. Nos referiremos a él como el eje envuelto. Eso significa que los límites superior e inferior del espacio de trabajo 2D coincidirán. Nos referiremos a ellos como los límites envueltos.
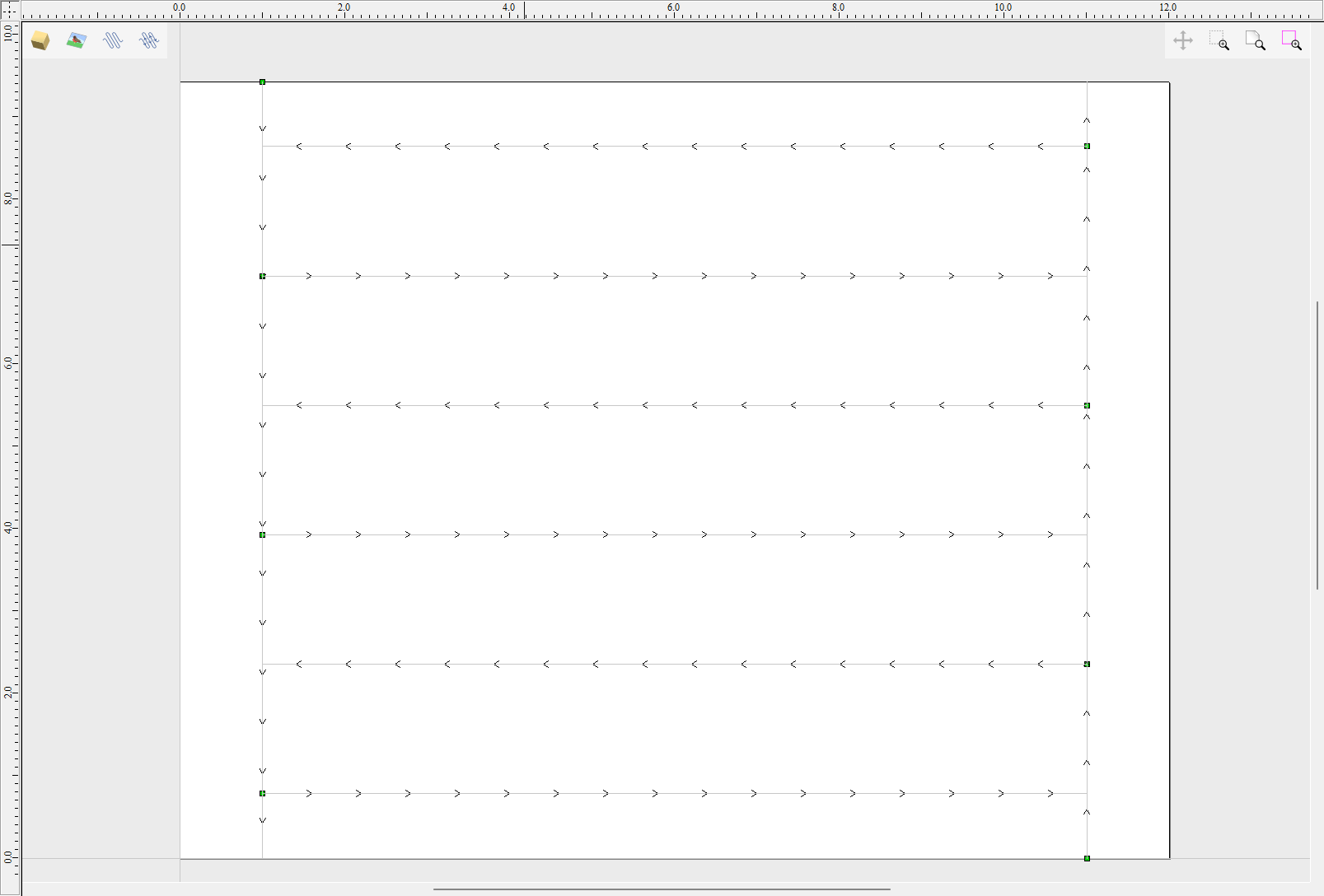
Primero, cree los vectores de ensenada usando la herramienta Dibujar línea/polilínea. Estos correrán a lo largo del eje envuelto en ambos extremos del diseño. chasquido puede ser útil para garantizar que la línea creada comience y termine en los límites ajustados.
En este ejemplo, las calas se colocaron a 1 pulgada de los límites del trabajo, dejando 10 pulgadas en el medio para las flautas. Las flautas correrán a lo largo del eje de rotación. Suponiendo que haya un espacio de 0,5 pulgadas entre la cala y el comienzo de la flauta, las flautas tendrán una longitud de 9 pulgadas. Este ejemplo utilizará 8 flautas.
Para comenzar, cree una línea paralela al eje de rotación de 9 pulgadas de largo. Ahora seleccione el vector de flauta creado y luego seleccione uno de los vectores de cala mientras mantiene presionado Mayús. Luego use la herramienta Copiar a lo largo de los vectorespara crear 9 copias. El vector de flauta original ahora se puede eliminar porque ya no es necesario. Tenga en cuenta que la primera y la última copia se crean en límites ajustados. Eso significa que coincidirán, por lo que se podrá eliminar uno de ellos. Como último paso, seleccione todos los vectores de flauta y presione F9 para colocarlos en el centro del diseño.
Crear trayectorias de herramientas rotativas
El proceso de creación de trayectorias rotativas 2D es muy similar a la creación de trayectorias para modelos simples y dobles. Este ejemplo utilizará la ruta de herramienta de perfil en los vectores de ensenada. Para crear la ruta de herramienta, seleccione los vectores de ensenada y haga clic en Ruta de herramienta de perfildesde
Para crear la ruta de herramienta para las flautas, seleccione los vectores de flauta y haga clic en Trayectoria de herramienta de estrías. Este ejemplo utilizó una broca en V de 90 grados de 1 pulgada configurada con una profundidad de flauta de 0,2 y utilizó las opciones Rampa al inicio y al final y Tipo de rampa suave. La longitud de la rampa se estableció en 0,25 pulgadas. Ambas trayectorias se pueden ver a continuación.
Simular y guardar trayectorias de herramientas
Es hora de simular trayectorias usando Vista previa de trayectorias de herramientas. Si se selecciona la opción de animar la vista previa, la simulación se visualizará en modo plano. Una vez que se complete la simulación, la vista rotativa envuelta se volverá a activar automáticamente.
A diferencia de la simulación de una o dos caras, la simulación rotativa no es 100% precisa. Por ejemplo, los agujeros redondos aparecerán en la vista rotativa como ovalados, pero obviamente serán redondos cuando la pieza se mecanice realmente.
Aunque el diseño se puede considerar terminado, en la práctica es útil poder recortar el material restante. Esto se puede lograr alargando un poco el diseño y agregando cortes de perfil. En este ejemplo, la longitud del espacio en blanco se extendió 2 pulgadas usando Configuración de trabajo. Los vectores existentes se pueden volver a centrar usando F9Después de eso, las trayectorias existentes deben recalcularse.
Los vectores recortados se pueden crear de la misma manera que los vectores de ensenada. Se pueden crear dos trayectorias de herramientas de perfilado adicionales utilizando la fresa de extremo adecuada. En este ejemplo utilizamos una pestaña con un diámetro de 0,5 pulgadas. Para lograr eso, el usuario puede escribir lo siguiente en el cuadro Profundidad de corte : z-0.25 y luego presionar = y el software sustituirá el resultado del cálculo. La variable 'z' utilizada en la fórmula será sustituida por el radio del espacio en blanco automáticamente mediante software. También es importante especificar Vectores de máquina exterior/derecha o Vectores de máquina interior/izquierda según corresponda. Las trayectorias recortadas y la simulación resultante se pueden mostrar a continuación.
El último paso es guardar las trayectorias en un formato aceptable para su máquina. Utilice Guardar trayectorias de herramienta y seleccione el postprocesador empaquetado que coincida con su máquina.
Nota
Las herramientas y valores presentados en este ejemplo tienen fines ilustrativos únicamente. El tamaño de las herramientas, el avance, el diámetro de las lengüetas, etc. deben adaptarse al material y a la máquina utilizada para garantizar un mecanizado seguro y preciso.
Trayectorias en espiral
Esta sección explicará cómo crear y simular trayectorias en espiral.
Una forma de pensar en las trayectorias en espiral es imaginar una tira de tela larga y estrecha. Una tira de este tipo se puede enrollar alrededor de un rollo en un ángulo determinado. Para crear una trayectoria que recorra el espacio en blanco varias veces, se puede crear un vector largo en un ángulo determinado. Un vector de este tipo es equivalente a la tira de tela cuando se desenvuelve del rollo.
Aunque dicha trayectoria excederá el espacio de trabajo 2D del trabajo rotatorio, gracias al proceso de envoltura durante la simulación y el mecanizado, la trayectoria en realidad permanecerá dentro de los límites del material.
La parte más crucial del diseño de vectores espirales es determinar el ángulo recto y la longitud de la línea que daría como resultado un número determinado de vueltas. Supongamos que a uno le gustaría modificar el diseño de una columna simple para usar canales espirales, en lugar de paralelos al eje de rotación. El siguiente ejemplo utilizará flautas envolviéndose 3 veces cada una, pero el método se puede adaptar a cualquier otro número.
Se pueden eliminar todos los vectores de flauta existentes excepto uno. Seleccione Dibujar línea/polilíneay comience una nueva línea haciendo clic en un extremo de la flauta existente. Esta línea debe realizarse a lo largo del eje envuelto con una longitud de 3 veces la circunferencia del trabajo. En este ejemplo, eso significa escribir 90 en el cuadro Ángulo y escribir y * 3 en el cuadro Longitud y presionar =. Si el eje envuelto no es el eje Y, sino el eje X, entonces la fórmula anterior debería ser x * 3.
Ahora uno puede simplemente dibujar una línea que conecte el otro extremo del vector de flauta original y el recién creado. Usando la herramienta Copiar a lo largo de los vectores esta flauta única se puede copiar de la forma descrita anteriormente. En este ejemplo se crearon 4 canales en espiral, como se puede ver a continuación.
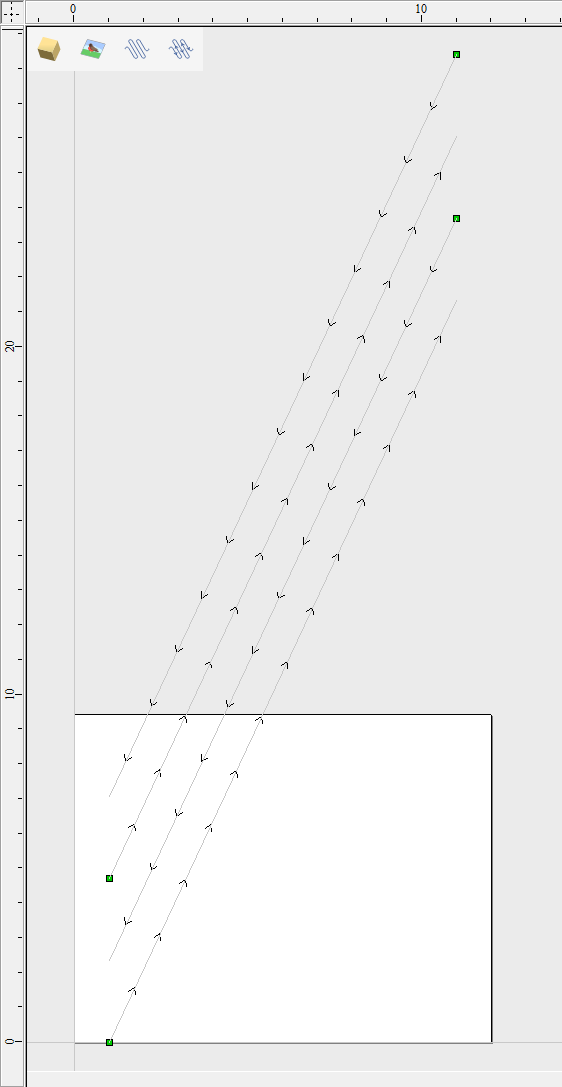
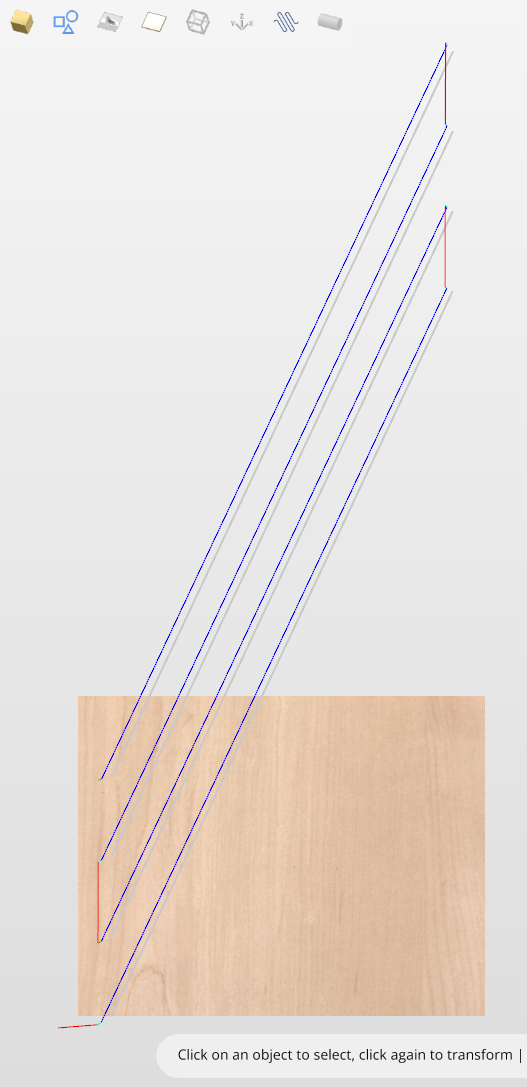
Una vez que los vectores de flauta estén listos, la trayectoria se puede crear nuevamente usando Trayectoria de herramienta de estrías. Una cosa importante a tener en cuenta es la diferencia entre la apariencia de las trayectorias en espiral en la vista envuelta y plana. Al hacer clic en Envoltura automáticase puede cambiar de la vista giratoria envuelta a la vista plana y viceversa.
Como se puede ver arriba, en la vista plana las trayectorias seguirán los vectores y se extenderán más allá de los límites del trabajo. Por otro lado, la vista ajustada, que se presenta a continuación, mostrará las trayectorias en espiral alrededor del espacio en blanco.
Esta fue solo una breve descripción general del flujo de trabajo 2D general para el mecanizado rotativo. Recuerde echar un vistazo también a los tutoriales en vídeo dedicados al mecanizado rotativo, a los que se puede acceder desde el enlace del Navegador de vídeos tutoriales cuando se inicia la aplicación por primera vez.
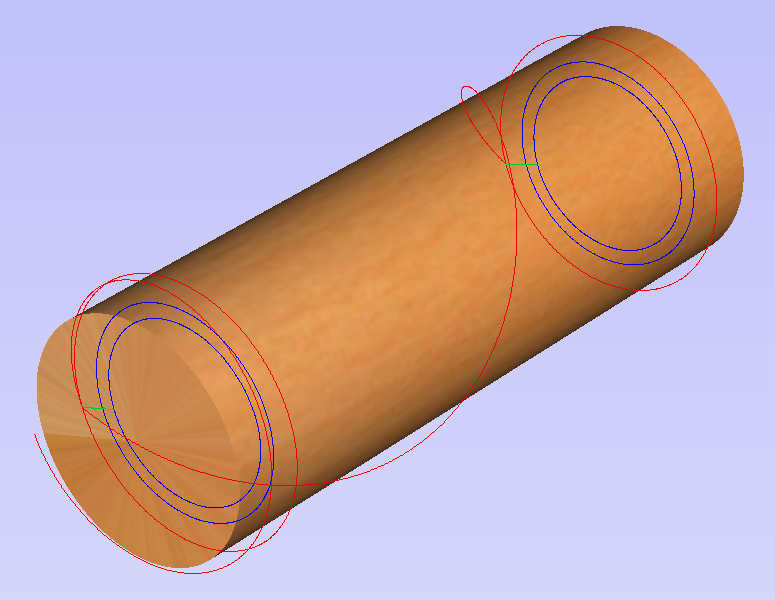
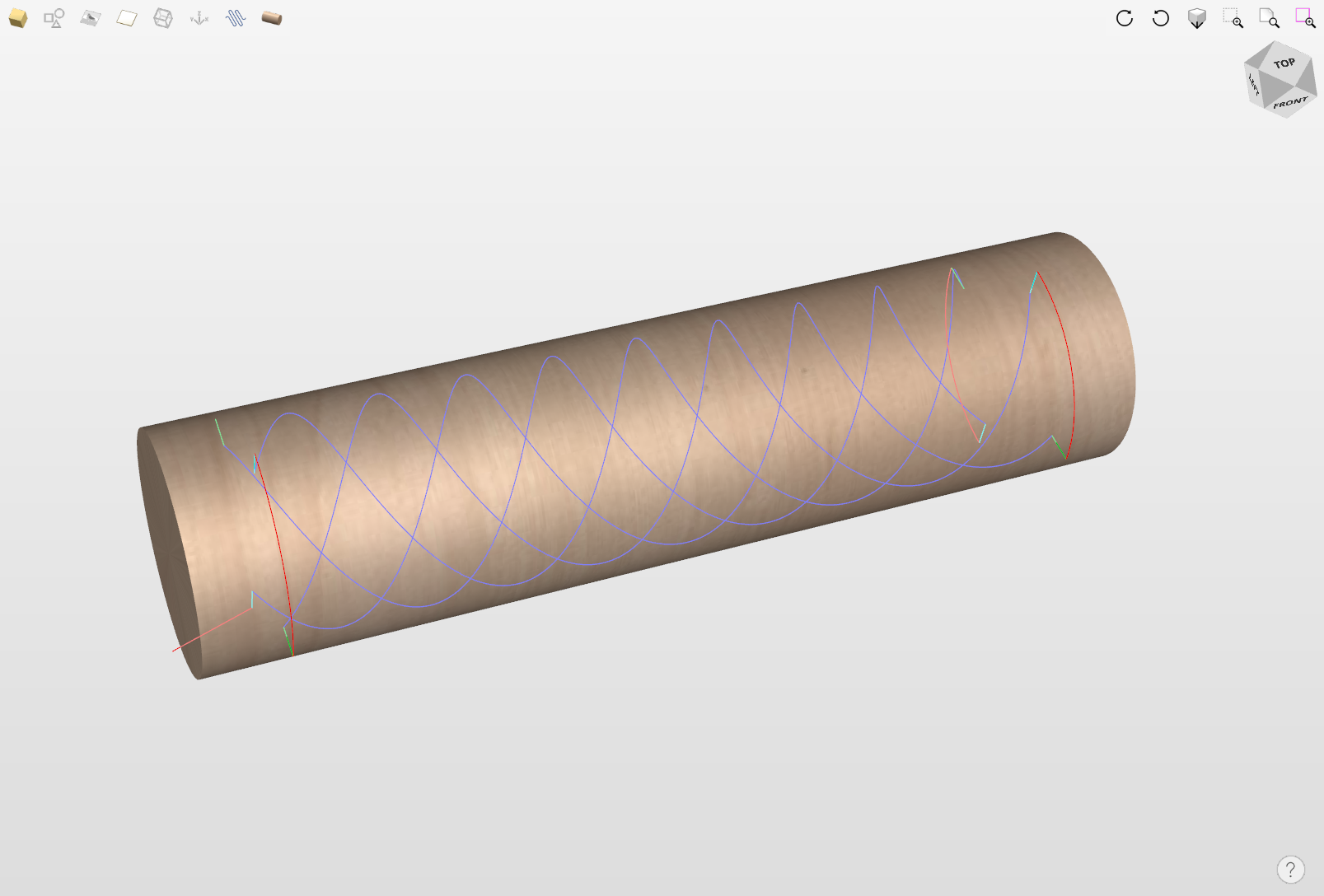
Mecanizado rotativo y envoltura
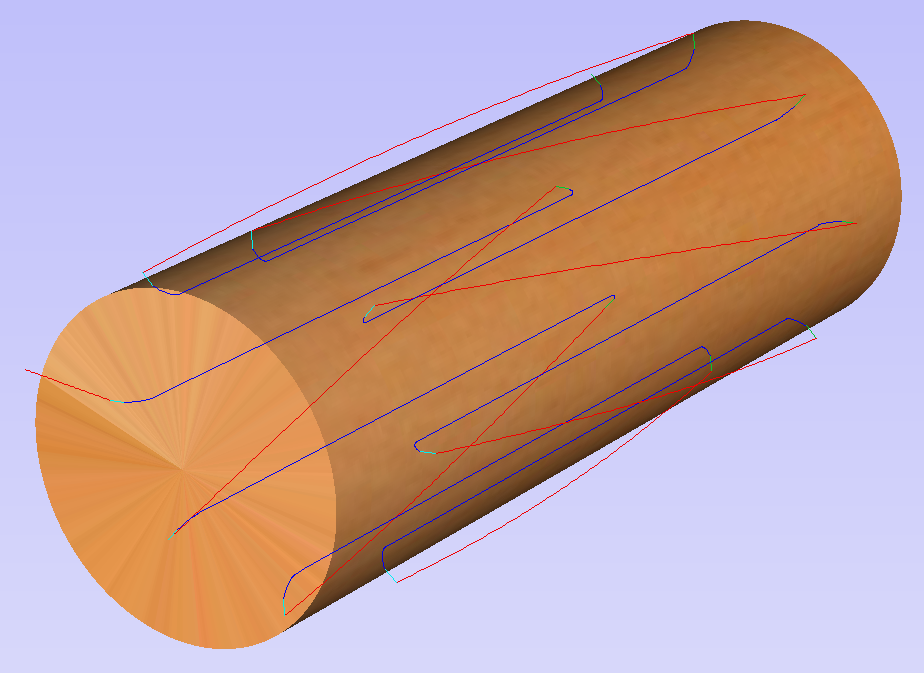
Aspire puede 'envolver' trayectorias de herramientas planas alrededor de un cilindro para proporcionar resultados a máquinas CNC que están configuradas con un eje giratorio/indizador. La siguiente imagen muestra una trayectoria plana que rodea parte de un cilindro.
Nota
Es importante tener en cuenta que la envoltura funciona en conjunto con postprocesadores especialmente configurados que toman las trayectorias de herramienta 'planas' XYZ y las envuelven alrededor de un eje giratorio, reemplazando los movimientos X o Y con movimientos angulares.
Las trayectorias de herramientas se pueden visualizar dentro del programa cuando el modo Envoltura automática está activado.
Aspire también puede visualizar un modelo envuelto dentro del programa dibujando el modelo compuesto sombreado envuelto.

Aspire también tiene la capacidad de dibujar la simulación de la trayectoria envuelta. Aunque esto es muy útil para tener una idea de cómo se verá el producto terminado, es importante darse cuenta de que la simulación envuelta puede no ser una representación 100% precisa de cómo se verá el producto terminado. Un ejemplo de diferencia de potencial sería si perforara agujeros en su trabajo rotativo. En la pieza de trabajo real, obviamente, estos serán solo agujeros redondos; en la simulación envuelta, pueden aparecer como óvalos distorsionados debido al proceso de "estiramiento" que tiene lugar cuando envolvemos el modelo de simulación plano para su visualización.
Nota
Si su eje giratorio está alineado a lo largo de su eje Y, elegirá la opción Orientación a lo largo del eje Y durante la configuración del trabajo. Todos los ejemplos de este documento asumirán que el eje giratorio está alineado a lo largo de X.
Es importante darse cuenta de que existe una gran cantidad de combinaciones posibles de controlador de máquina y orientaciones de eje para ejes giratorios/indexadores. Esto significa que no es práctico para Vectric suministrar de serie un postprocesador preconfigurado para cada combinación posible. Incluimos algunos postprocesadores envolventes en el software que se pueden configurar cuando configuras tu Configuración del equipo.
Si necesita seleccionar una nueva publicación, puede hacerlo accediendo al menú Guardar trayectorias de herramienta . Para hacerlo, haga clic en el botón 'Administrar configuración de la máquina' como se ve en la imagen a continuación:
Esto ahora abrirá un menú donde puede presionar el botón en 'Postprocesadores asociados' para acceder a todos los posprocesadores disponibles dentro del software y elegir el posprocesador empaquetado apropiado para la configuración de su máquina.
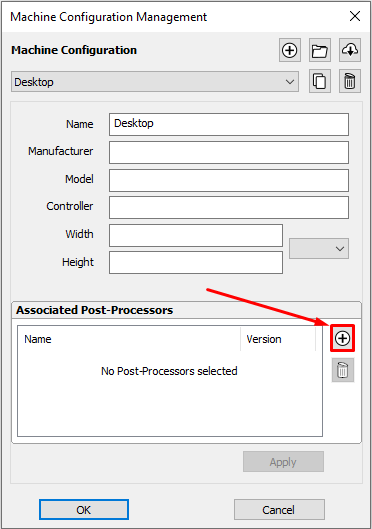
También puede hacer clic derecho en la publicación en este menú y seleccionar 'ver' para ver el contenido de la publicación, en caso de que necesite editarla más adelante.
Examinar estas publicaciones puede resultar útil si necesita configurar una publicación propia. Si Vectric no ha proporcionado un poste estándar para la configuración de su máquina, consulte la Guía de edición de postprocesador accesible desde el menú Ayuda del programa para obtener información sobre cómo configurar un postprocesador y también consulte los postes giratorios estándar suministrados por Vectric.
También deberías mirar el Foro vectorial para ver si alguien más ya ha configurado una publicación para tu configuración o una similar. Si, después de consultar estos recursos, aún no está seguro de lo que se debe hacer con su máquina, no dude en comunicarse con soporte@vectric.com para obtener ayuda. Sin embargo, tenga en cuenta que no podemos garantizar la creación de un posprocesador rotativo personalizado para cada requisito individual.
Importación de modelos externos en un proyecto rotativo
Importación de modelos Full-3D
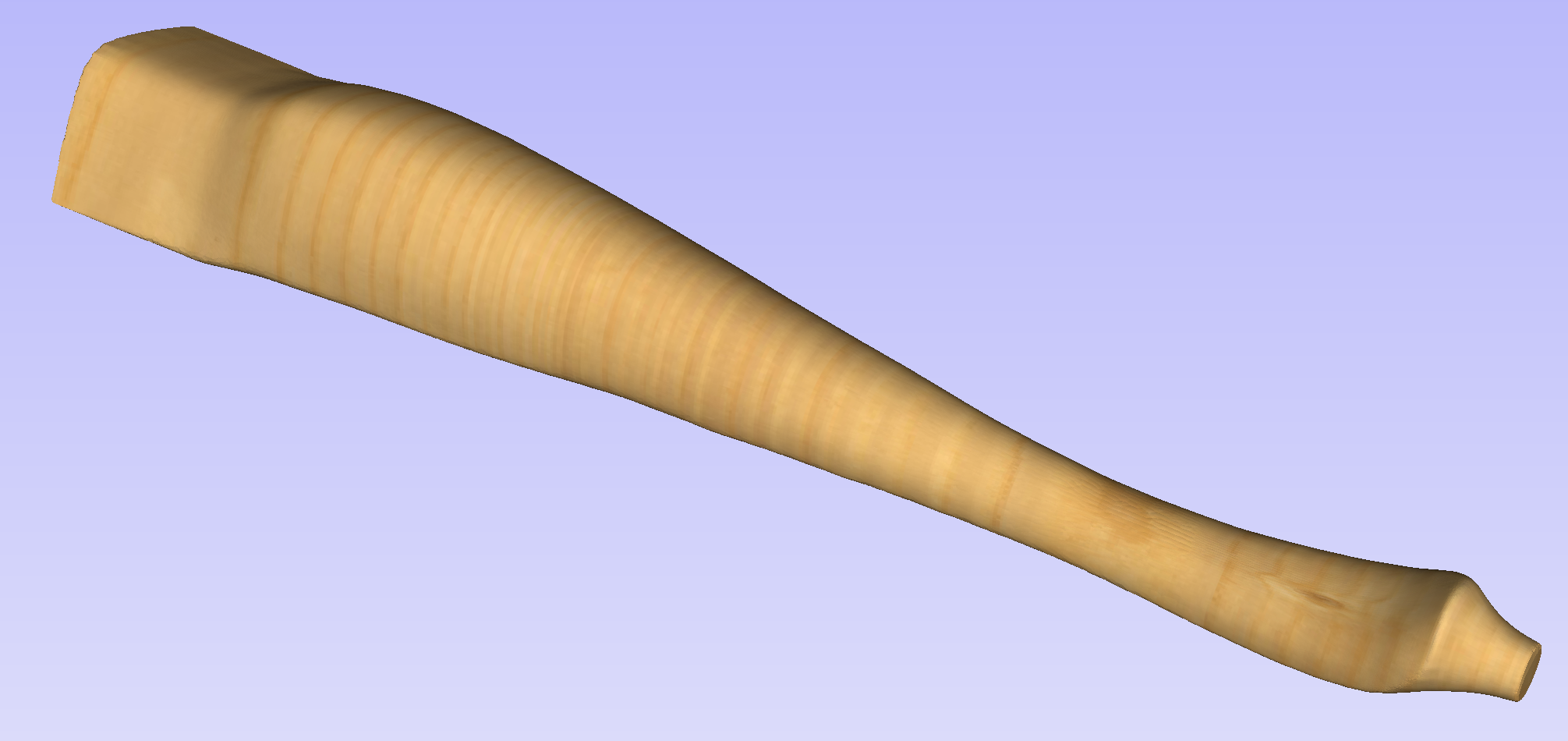
Esta sección presentará el proceso de importar el modelo STL Full-3D en un proyecto giratorio, usando una pata de mesa como ejemplo.
Visión general
Hay dos casos de uso básicos al importar un modelo externo al trabajo rotativo. El primer caso implica llevar un modelo diseñado para este trabajo en particular a otro software. Por lo tanto, es posible que las dimensiones de la pieza importada ya sean correctas y se desee utilizarlas para el tamaño del proyecto. El segundo caso de uso es cuando se importa un modelo original que debería ampliarse para adaptarse a una máquina en particular.
Aspire utiliza el siguiente flujo de trabajo que cubre ambos casos:
- Configuración de proyecto rotativo
- Elegir archivo para importar
- Orientar el modelo en bloque de material.
- Escalando el modelo
- Finalizando la importación
Configurar un proyecto rotativo
Cree un nuevo trabajo usando Formulario de configuración del trabajo. Es importante configurar el tipo de trabajo como rotativo para garantizar que se utilice una herramienta de importación adecuada en el siguiente paso.
Si ya se conocen las dimensiones del proyecto, se podrían especificar directamente.
Si desea adaptar el modelo a una máquina determinada o al stock disponible, establezca tanto el diámetro como la longitud en máximo. Durante la importación, el modelo se escalará hasta esos límites.
Si se desea utilizar el tamaño del modelo importado, se puede especificar el tamaño ningún otro en este momento. Durante la importación del modelo, el tamaño del proyecto se puede cambiar automáticamente para que coincida con las dimensiones del modelo.
En este ejemplo, se deseaba ajustar el modelo a un tamaño específico con un diámetro de 4 pulgadas y una longitud de 12 pulgadas. El origen XY se estableció en el centro.
Importar el archivo y orientarlo
Para iniciar el proceso de importación, utilice la herramienta Importar un componente o modelo 3Dde la pestaña Modelado.
Asegúrese de que el tipo de modelo importado esté configurado en Modelo 3D completo.
El primer paso es colocar el modelo importado dentro del material. Este paso es necesario ya que esta información no está presente en el archivo importado. Cuando se abrió el modelo, la herramienta de importación eligió la orientación inicial, como se puede ver a continuación.
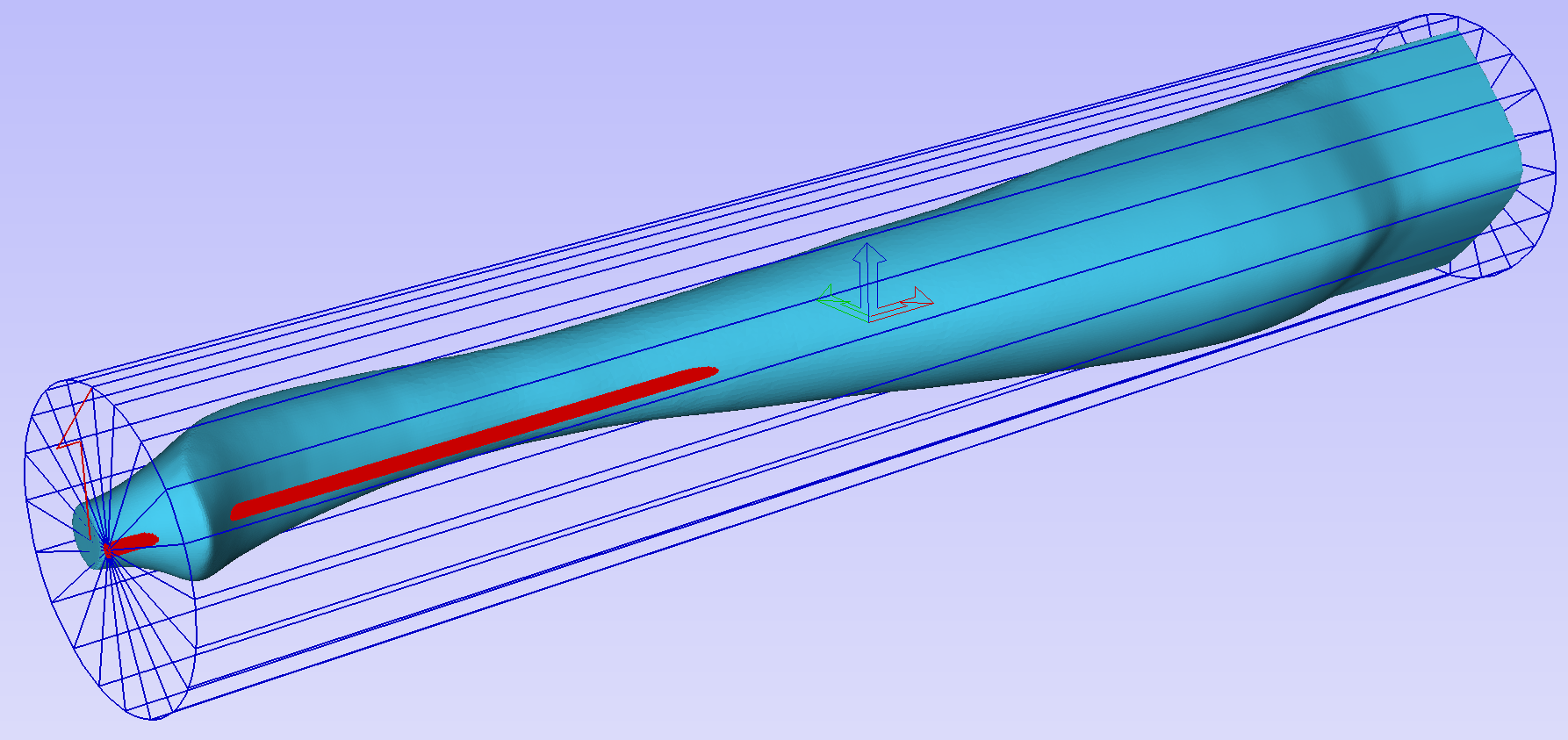
Para ayudar a orientar el modelo, el software muestra un cilindro delimitador azul. Este cilindro tiene el eje de rotación alineado con el definido para el bloque de material y por lo tanto puede usarse como referencia. Su tamaño es lo suficientemente grande como para contener el modelo importado en la orientación actual. Cuando se cambia la orientación del modelo, este cilindro azul se reducirá o crecerá para que siempre contenga el modelo. En esta etapa no son importantes sus dimensiones exactas, ya que sólo nos interesa posicionar el modelo correctamente.
El software también resalta el eje de rotación en rojo. Esto es particularmente importante al importar modelos doblados. Actualmente no es posible representar áreas del modelo que estén completamente por debajo o por encima del eje de rotación. Este es el caso del ejemplo que se muestra aquí. Si el modelo se importara tal cual, se crearía la distorsión como se puede ver a continuación. Por lo tanto, es importante colocar el modelo de manera que el eje de rotación quede dentro del modelo.
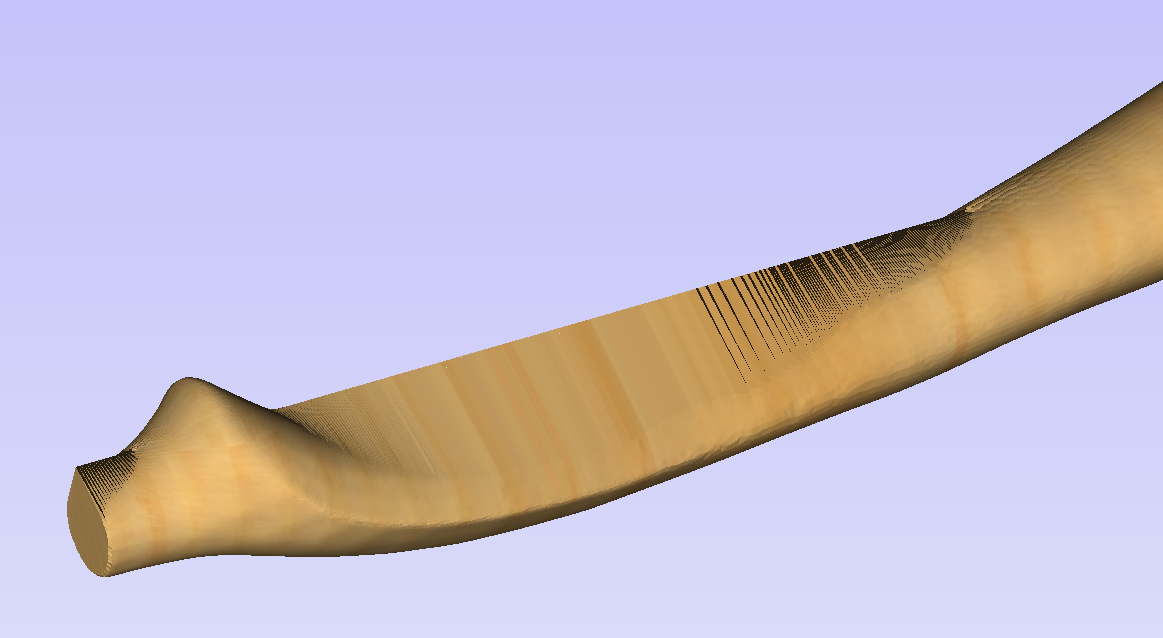
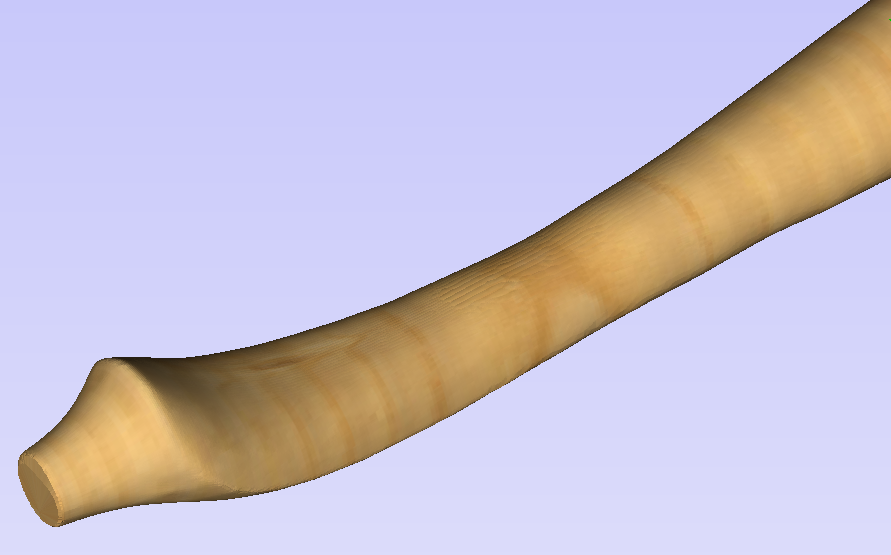
El último elemento guía que muestra el software es la media flecha roja en el lateral del cilindro. Esta flecha indica la posición que corresponde al centro de la dimensión envuelta en la vista 2D. En este ejemplo, el modelo está orientado de tal manera que la parte delantera de la pierna se colocaría en el costado de la vista 2D, en lugar de en el centro. Por lo tanto, es mejor rotar el modelo para que esta flecha apunte al frente del modelo importado.
La herramienta de importación proporciona algunas formas de ajustar la orientación del modelo. La más básica es la Orientación Inicial. Esto se puede utilizar para alinear aproximadamente el modelo con el eje de rotación. Esto también se puede combinar con la Rotación sobre el eje Z. En este ejemplo, la herramienta eligió Izquierda sin rotación. Para alinear la parte delantera de la pierna con la flecha roja, se podría utilizar el Frente y -90 como Rotación alrededor del Eje Z.
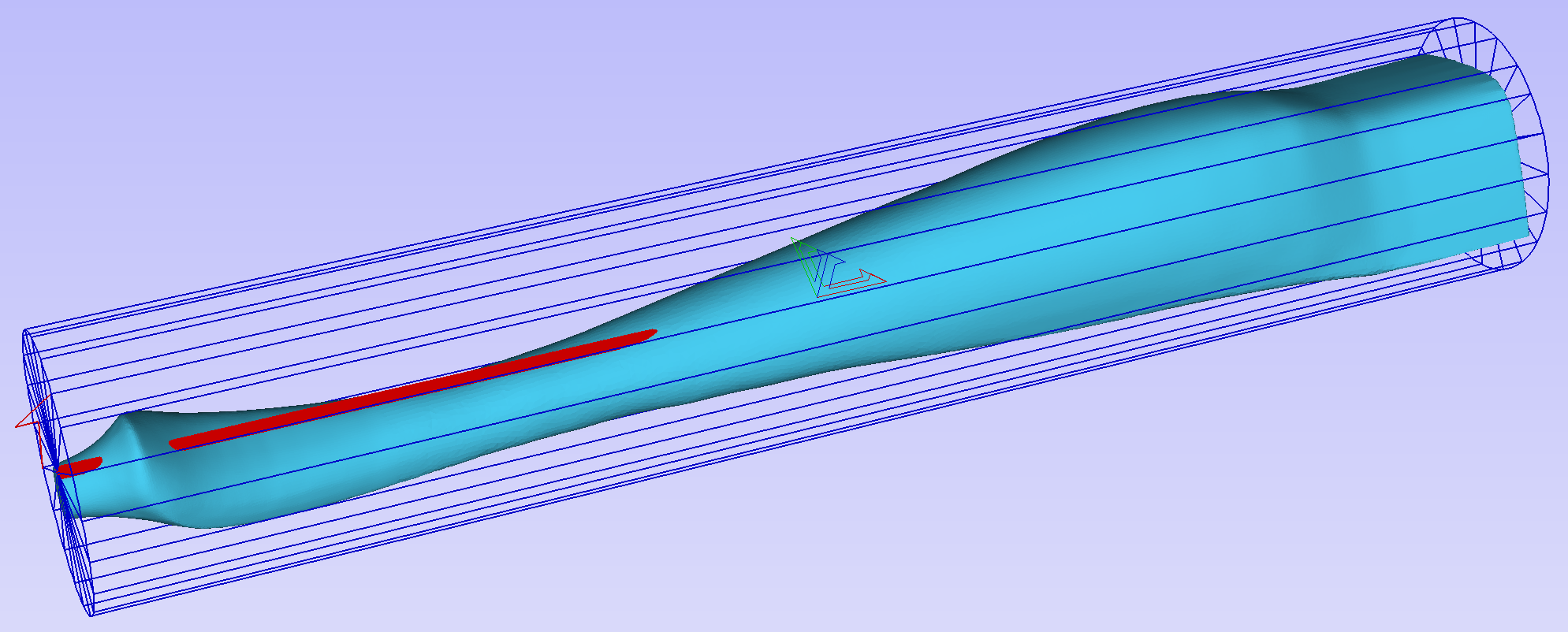
Una vez que se decide la orientación inicial, se pueden realizar más ajustes utilizando la Rotación interactiva. La opción predeterminada, Vista XYZ, desactiva la rotación interactiva. Eso significa que la vista 3D puede ser jugueteó con un mouse. Seleccionar otras opciones permite la rotación alrededor del eje especificado.
En este ejemplo, en lugar de cambiar la orientación inicial para alinear la parte delantera de la pata con la flecha roja, se podría seleccionar la opción Modelo X y rotar la pieza manualmente. Al seleccionar la rotación de un solo eje, la vista 3D se ajustará para mostrar ese eje apuntando hacia la pantalla. Si se comete algún error, es posible deshacer la rotación usando Control+ Z
Observe que cada vez que se gira la pieza, siempre queda centrada en el cilindro. En este ejemplo no es lo deseado, ya que necesitamos que el eje de rotación esté contenido dentro del modelo. Para mover el modelo en relación con el eje de rotación, se puede usar Movimiento del eje de rotación
De manera similar a la herramienta descrita anteriormente, cuando el Movimiento del eje de rotación está configurado en Desactivado, la vista 3D se puede desplazar
Colocar correctamente el modelo para importar puede requerir una combinación del movimiento del eje de rotación y la rotación interactiva para lograr los resultados deseados con modelos que se doblan. Es importante asegurarse de que el eje de rotación esté oculto para evitar distorsiones. Sin embargo, también es deseable que el eje de rotación esté en el centro de cada segmento de la pieza para garantizar que la herramienta tenga un ángulo cercano al óptimo durante el mecanizado. Generalmente también es útil rotar el modelo a la vista alrededor del eje después del ajuste, ya que esto nos permite inspeccionar el modelo desde cada lado sin la necesidad de desactivar la Rotación Interactiva antes de cambiar el ángulo de visión.
Es importante entender que Aspire no no admite mecanizado de 4 ejes. Eso significa que si bien la pieza mecanizada se puede girar y la herramienta se mueve a lo largo del eje de rotación y en la dirección Z, no es posible mover la herramienta en la dimensión envuelta y, por lo tanto, la herramienta siempre está por encima del eje de rotación y no se puede mover a el lado.
Esta limitación se muestra a continuación. La primera imagen muestra el mecanizado correcto de la punta. Sin embargo, si la herramienta se mueve a otra ubicación, el ángulo será incorrecto y, peor aún, el lado de la herramienta tocará la culata.
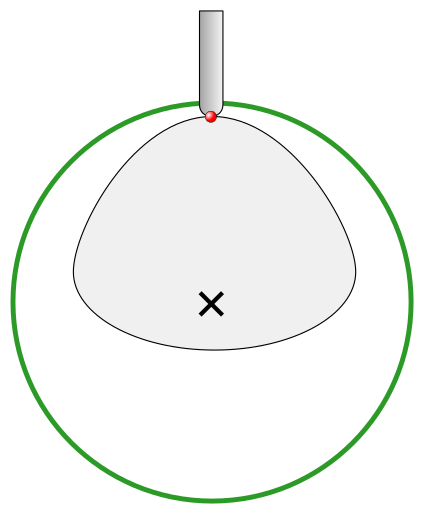
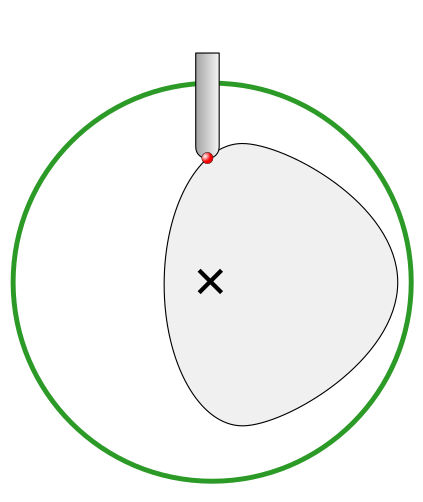
Escalar el modelo importado
Una vez colocado el modelo como se desea se puede tener en cuenta su tamaño.
De forma predeterminada, la herramienta asumirá que el modelo importado utiliza las mismas unidades que el proyecto. Si ese no es el caso, las unidades del modelo se pueden cambiar. En este ejemplo, el proyecto se configuró en pulgadas, mientras que el modelo importado se diseñó en mm. Después de cambiar, el modelo se vuelve considerablemente más pequeño y se muestra un cilindro rojo que representa el bloque de material actual, como se puede ver a continuación.
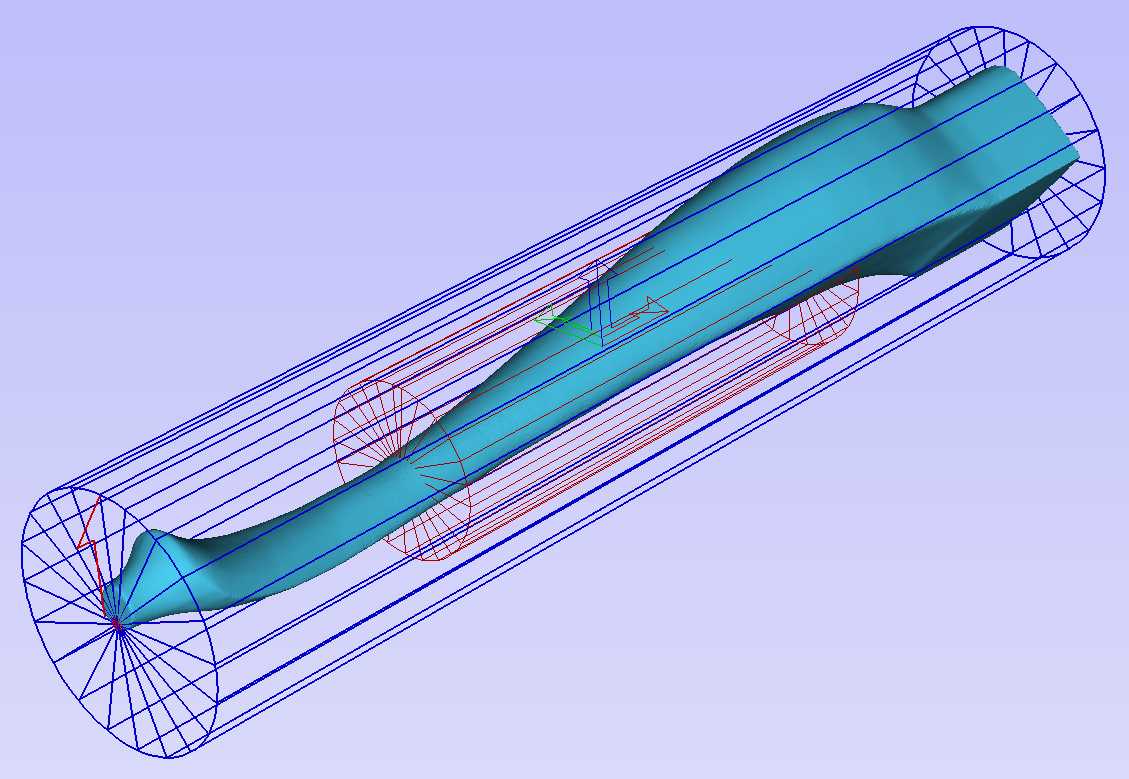
En este punto es posible especificar el tamaño del modelo, en términos de diámetro y longitud. Esto se puede hacer manualmente escribiendo las dimensiones deseadas o ajustándolas al material. Si se selecciona la opción Bloquear relación, se mantiene la relación entre diámetro y longitud. También se puede marcar la opción Cambiar tamaño del bloque de material. Si se selecciona, el bloque de material se escalará para que coincida con el tamaño actual del modelo, se hace clic en después Aceptar.
Si se desea utilizar el tamaño del modelo como tamaño del bloque de material, uno puede simplemente asegurarse de que las unidades sean correctas, luego marcar la opción Cambiar tamaño del bloque de material y presionar OK.
Si se desea que el modelo se ajuste al material, se puede hacer clic en Escalar modelo para ajustar al material y marcar Cambiar tamaño del bloque de material.
En este ejemplo, el modelo se ajustó al material. Dado que en este caso la longitud de la pieza es el factor limitante y se mantiene la relación de bloqueo, esto da como resultado que el modelo tenga un diámetro considerablemente menor que el bloque de material. Por lo tanto, se marcó la opción Cambiar tamaño del bloque de material.
Importación finalizada
Después de presionar Aceptar, el modelo se importará como un componente. Es posible modificarlo como cualquier otro componente o agregar piezas de imágenes prediseñadas decorativas en su superficie si lo desea.
Es importante tener en cuenta la distorsión provocada por el proceso de envoltura. Eso significa que las trayectorias envueltas coincidirán con las trayectorias planas solo en la superficie del espacio en blanco. Cuanto más cerca del eje de rotación (es decir, más profunda) esté la trayectoria, más "comprimida" estará. Este hecho tiene una profunda implicación para las trayectorias de herramientas 3D. Considere el ejemplo que se muestra a continuación.
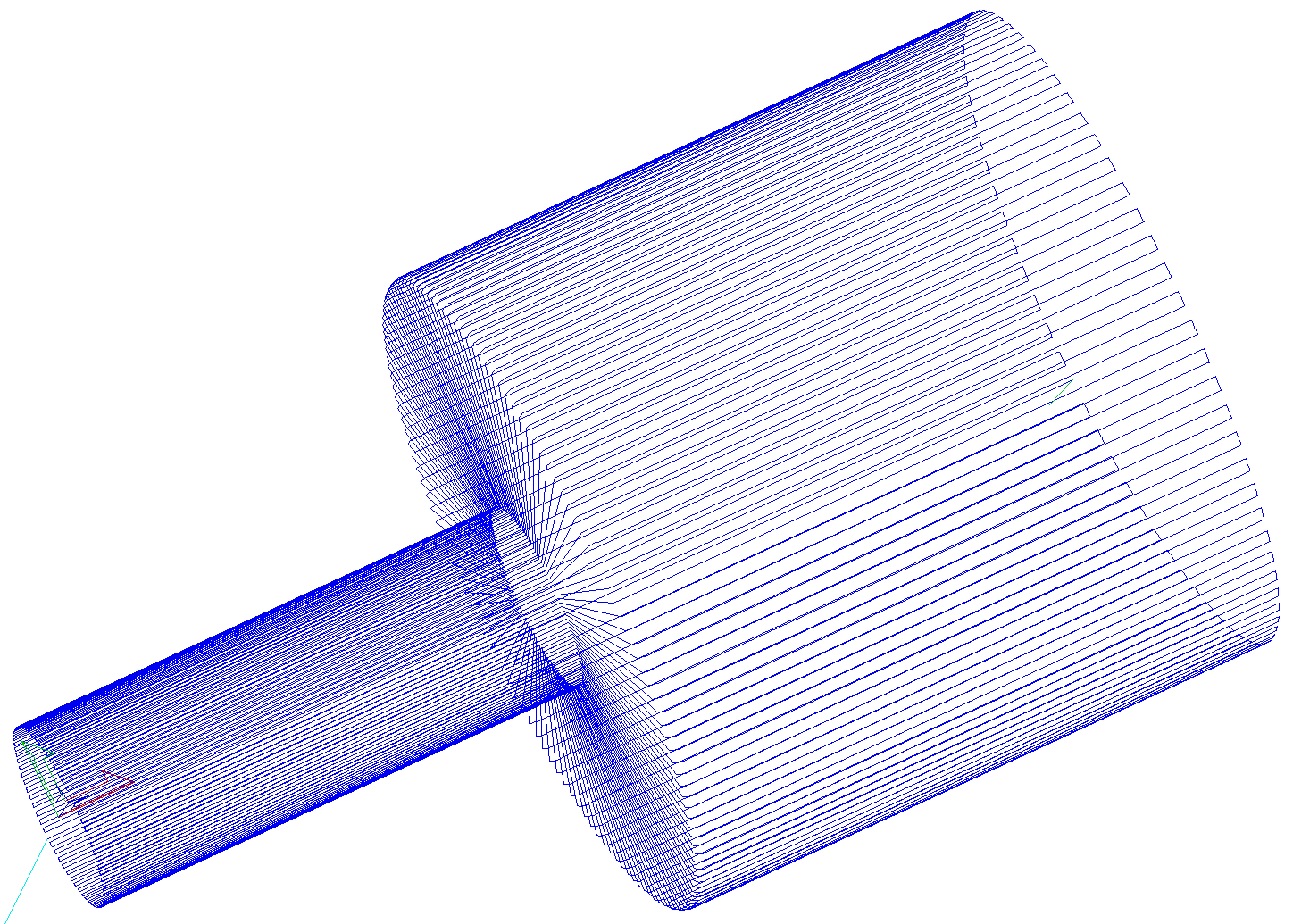
Como se puede ver, si hay una diferencia sustancial en el diámetro en diferentes partes del modelo, generar una trayectoria 3D para todo el modelo dará como resultado que la trayectoria envuelta esté demasiado comprimida. Por lo tanto, generalmente es mejor crear límites de regiones con diámetros significativamente diferentes y generar trayectorias de herramienta separadas utilizando la configuración correcta para cada diámetro.
Importar modelos planos
Esta sección presentará un proceso de importación de un modelo Flat STL a un proyecto rotativo. Los modelos planos son similares a las piezas decorativas de imágenes prediseñadas proporcionadas con Aspire y se supone que deben colocarse en la superficie de la forma modelada.
Para iniciar el proceso de importación, use la herramienta Importar un componente o modelo 3Dde la pestaña Modelado
Asegúrese de que el tipo de modelo importado esté configurado en Modelo plano
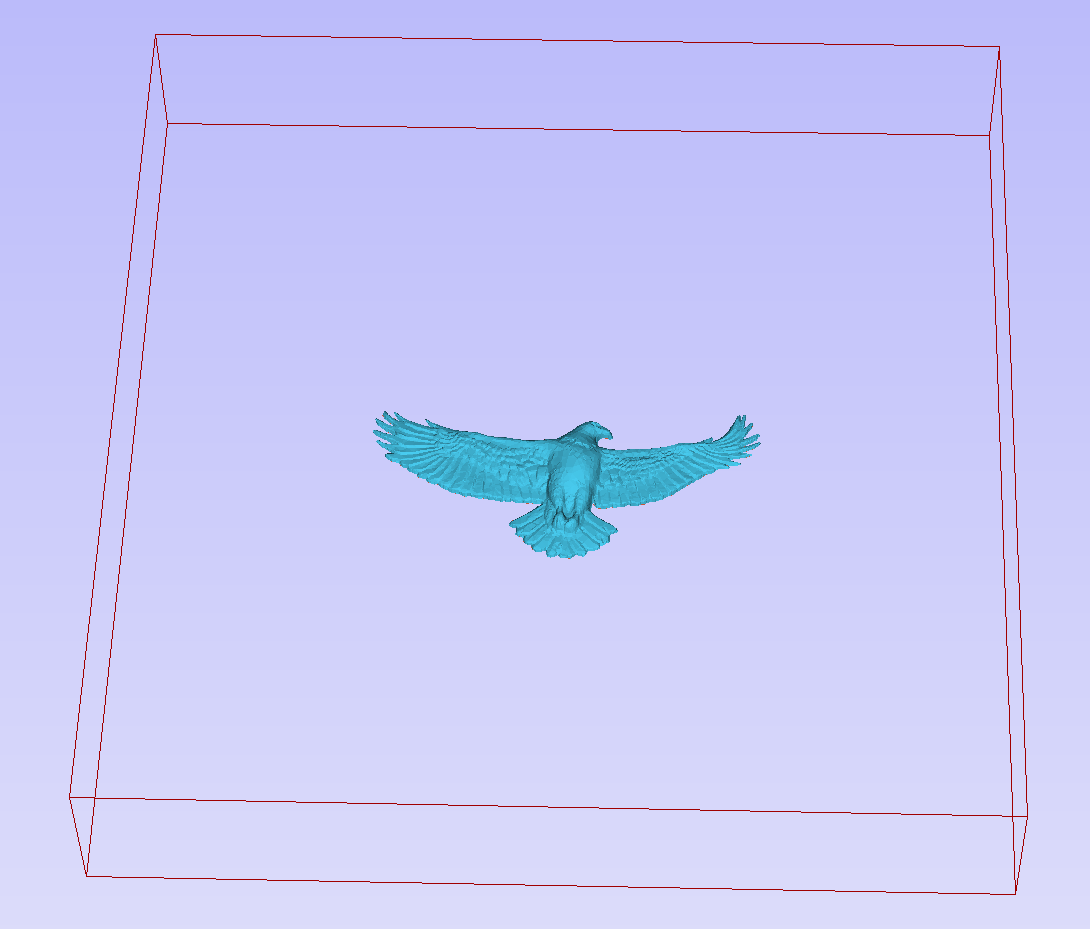
Nuevamente el primer paso es seleccionar la orientación adecuada del modelo. La herramienta elegirá la orientación inicial y mostrará el modelo en el cuadro de material rojo. Esta caja corresponde al bloque de material 'sin envolver' y su espesor es igual a la mitad del diámetro especificado de la pieza en bruto.
Si el modelo no está orientado correctamente, es decir, no queda plano en el fondo de la caja de material, como se puede ver arriba, se debe ajustar la orientación. Para hacer eso, se puede cambiar la opción Orientación inicial y/o Rotación sobre el eje Z.
Si el modelo importado no está alineado con ninguno de los ejes, puede que sea necesario utilizar la rotación interactiva. La opción predeterminada, Vista XYZ, desactiva la rotación interactiva. Eso significa que la vista 3D puede ser jugueteó con un mouse. Seleccionar otras opciones permite la rotación alrededor del eje especificado.
Cada rotación se puede deshacer presionando Control+ Z.
Una vez que el modelo esté correctamente orientado, se puede realizar la conversión de unidades. De forma predeterminada, la herramienta asumirá que el modelo importado utiliza las mismas unidades que el proyecto. Si ese no es el caso, las unidades del modelo se pueden cambiar.
También se incluye la opción de escala del modelo. Cuando se selecciona la opción Bloquear relación, se mantiene la relación entre las longitudes X, Y y Z. Tenga en cuenta que una vez importado el modelo, se agregará al proyecto como componente. Por lo tanto, la colocación, rotación y dimensionamiento correctos se pueden realizar más adelante, después de importar el modelo.
Si el proyecto aún no contiene ningún modelo, se mostrará el siguiente mensaje:

Normalmente, puede simplemente hacer clic en Sí. La explicación más detallada sobre el ajuste del plano de modelado se proporciona en Modelado de proyectos rotativos 3D.
Modelado de proyectos rotativos 3D
Elaboración de diseños 2D con piezas de clipart 3D
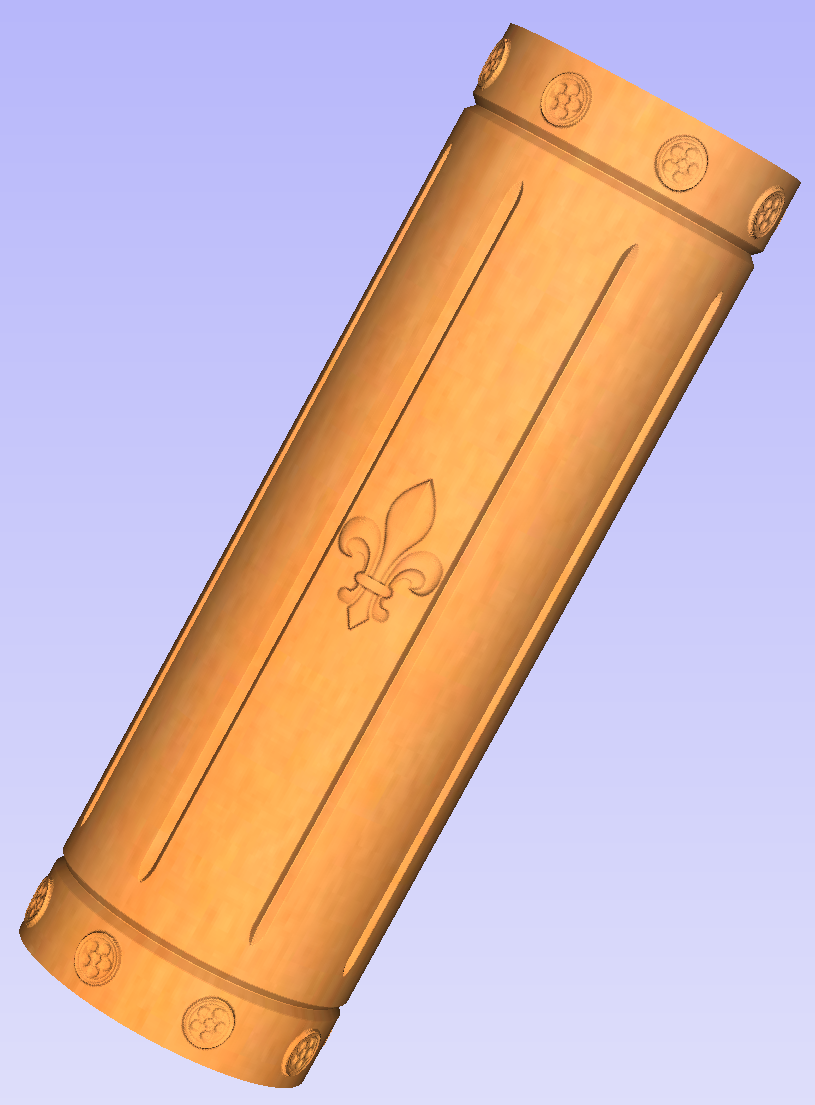
Esta sección presentará cómo agregar imágenes prediseñadas 3D a una columna acanalada básica presentada en Modelado rotatorio simple usando trayectorias 2D.
Una forma sencilla de comenzar con modelos giratorios 3D es agregar piezas de imágenes prediseñadas decorativas que se proporcionan con Aspire. Este proceso es muy similar a agregar imágenes prediseñadas a un proyecto de una o dos caras; sin embargo, existen algunas consideraciones adicionales que son específicas del mecanizado rotativo envuelto.
Para comenzar, cambie a Pestaña de imágenes prediseñadas. Luego, elija una pieza de imágenes prediseñadas y arrástrela y suéltela en el espacio de trabajo. Aspiremostrará el siguiente mensaje:
Para entender este mensaje, debemos considerar la vista plana de nuestro modelo, después de importar el clipart. Se puede acceder a la vista plana haciendo clic en el botón Envoltura automática .
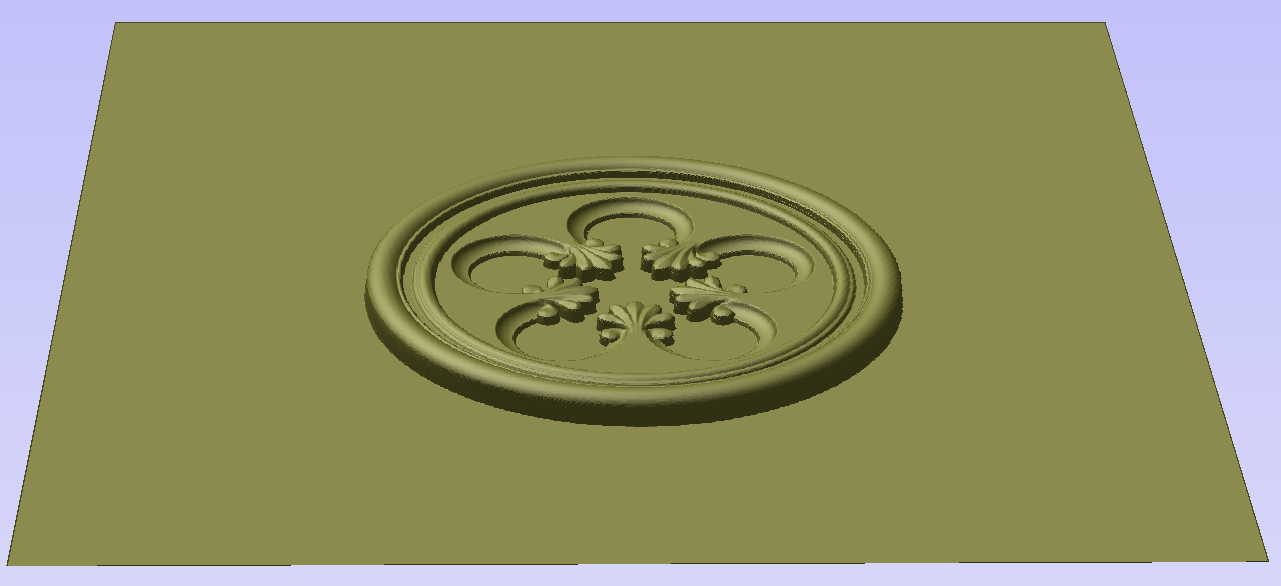
Como puede verse, el modelo contiene sólo la pieza decorativa seleccionada en el plano. Aunque la columna es obviamente un sólido cilíndrico, hasta ahora solo utilizamos trayectorias 2D para tallar detalles en la superficie del cilindro. Así, el hecho de que la pieza mecanizada sea un sólido cilíndrico se deriva únicamente del hecho de que la pieza en bruto es un sólido cilíndrico en sí misma. Aspirepermite que el modelo 3D también describa un cuerpo sólido.
En este ejemplo, la intención es colocar únicamente una pieza decorativa en la superficie, en lugar de definir el cuerpo de la columna. Aspirepuede ver que no modelamos un cuerpo y estamos colocando un trozo de clipart, que probablemente se colocará en la superficie. Al responder "Sí" al mensaje, podemos confirmar que nuestra intención es utilizar el componente para decorar una superficie.
Nota
El mensaje anterior solo se muestra cuando el modelo 3D está vacío. Independientemente de la elección del usuario, este mensaje no se volverá a mostrar para este proyecto.
Se pueden colocar más imágenes prediseñadas según se desee. Luego se puede inspeccionar la vista 3D. Una vez finalizado el diseño, es hora de crear trayectorias. Para crear una ruta de herramienta de desbaste 3D, utilice Ruta de herramienta de desbaste 3D. Luego cree una ruta de herramienta de acabado 3D, usando Trayectoria de herramienta de acabado 3D. Seleccione los ajustes que sean más apropiados para una aplicación determinada, mientras recuerda qué eje está girando. La elección del eje puede ser particularmente importante si la velocidad del eje de rotación es más lenta que la del eje lineal.
En este ejemplo, el clipart decorativo que se agregó no estaba empotrado. Eso significa que después del mecanizado 3D, las áreas planas alrededor de las imágenes prediseñadas quedarán empotradas debido a que las imágenes prediseñadas "sobresalen" de la superficie plana. Por lo tanto, es necesario proyectar las trayectorias 2D existentes. Esto se puede lograr seleccionando la opción Proyectar trayectoria en modelo 3D y recalculando las trayectorias.
Hacer una columna cónica

Esta sección explicará cómo hacer una columna cónica modificando el diseño básico de la sección anterior.
Hasta ahora sólo se han modelado los detalles de la superficie. Para crear una forma cónica, necesitamos modelar el "cuerpo" de la forma además de los detalles de la superficie. Para ello se puede utilizar el componente del plano cero. Se agrega automáticamente para trabajos rotativos.
Haga doble clic en el componente del plano cero para abrir Propiedades de componente. Ingrese 0,8 en el cuadro Altura de la base. Seleccione la opción Inclinación. Haga clic en el botón Establecer en la sección Inclinación, luego cambie a la vista 2D y luego haga clic en el centro izquierdo y luego en el medio derecho. Establezca el ángulo en 3 grados.
Dado que el plano de modelado se ajustó para colocar el componente en la superficie, es necesario ajustarlo nuevamente para que el cuerpo del componente no se "infle". Para hacerlo, abra el formulario Configuración de materiales . Ajuste el plano de modelado moviendo el control deslizante hacia abajo, hasta que el espacio interior del modelo sea 0.
Después de modelar una forma cónica, el modelo 3D de columna tendrá la forma deseada. Sin embargo, las piezas de imágenes prediseñadas en las partes más estrechas se han distorsionado, como se puede ver a continuación. Para solucionarlo, es necesario estirar los componentes en la dimensión envuelta para compensar la distorsión.
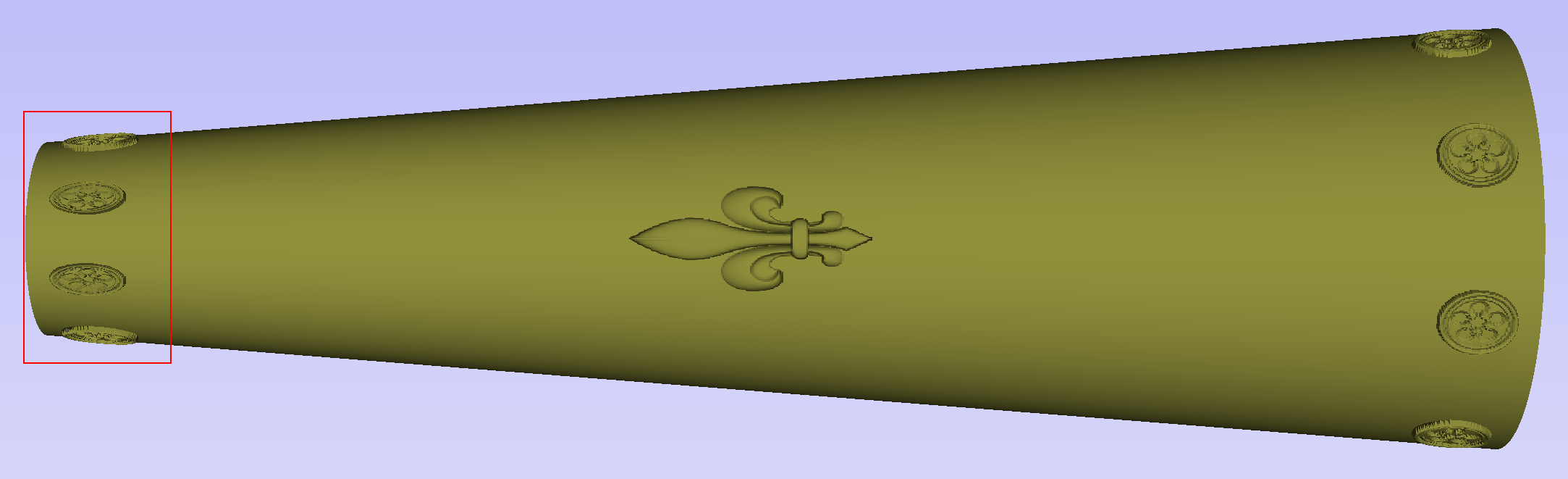
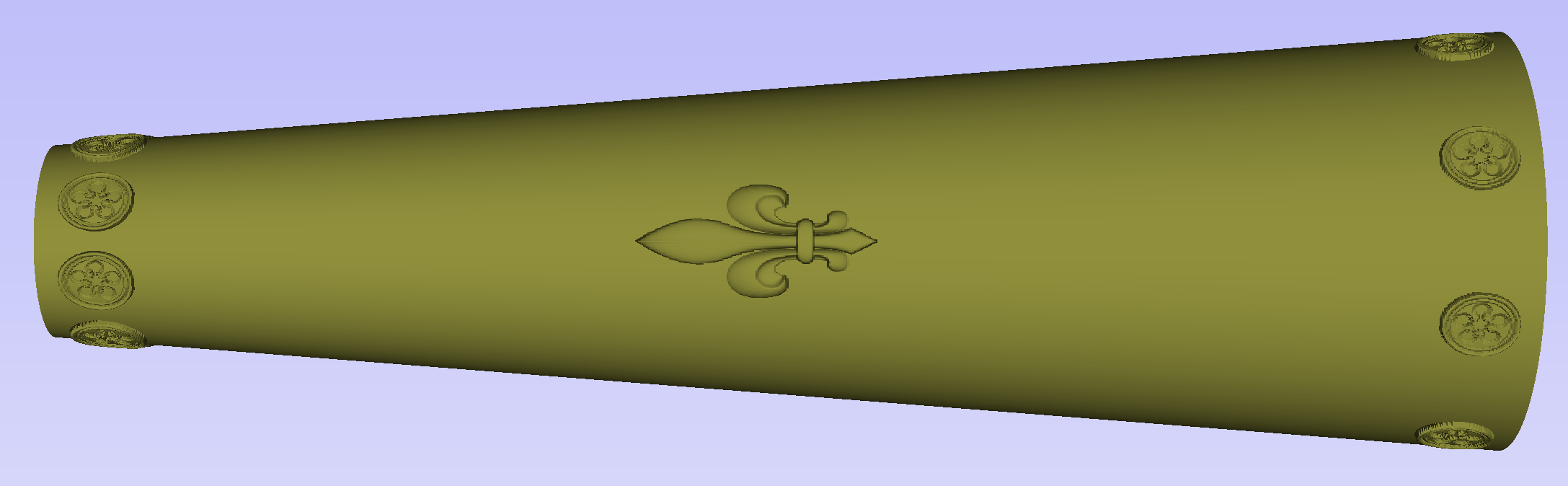
La distorsión que se ha demostrado anteriormente se aplica también a las trayectorias. Eso significa que las trayectorias envueltas coincidirán con las trayectorias planas solo en la superficie del espacio en blanco. Cuanto más cerca del eje de rotación (es decir, más profunda) esté la trayectoria, más "comprimida" estará. Este hecho tiene una profunda implicación para las trayectorias de herramientas 3D. Considere el ejemplo que se muestra a continuación.
Como se puede ver, si hay una diferencia sustancial en el diámetro en diferentes partes del modelo, generar una trayectoria 3D para todo el modelo dará como resultado que la trayectoria envuelta esté demasiado comprimida. Por lo tanto, generalmente es mejor crear límites de regiones con diámetros significativamente diferentes y generar trayectorias de herramienta separadas utilizando la configuración correcta para cada diámetro.
Modelado de formas torneadas

Esta sección presentará una técnica básica para crear formas torneadas.
Modelar formas torneadas es bastante fácil. Requiere un vector que represente un perfil de la forma deseada y una herramienta Barrido entre dos guías.
Para comenzar, crea un nuevo trabajo rotativo. Luego dibuje un perfil usando las herramientas de dibujo disponibles o importe el vector del perfil. Este ejemplo utilizó un perfil de peón de ajedrez, como se puede ver a continuación.
Abra la herramienta Barrido entre dos guías . Cuando se crea el trabajo giratorio, el software inserta una capa especial llamada '2Rail Sweep Rails'. Contiene dos líneas azules a los lados del trabajo, que son perpendiculares al eje de rotación.
Seleccione ambos rieles y haga clic en el botón Usar selección . Luego se resaltarán los rieles. Luego seleccione el vector de perfil y haga clic en Aplicar. Inspeccione la vista 3D para verificar los resultados.
Modelado de sección transversal

Esta sección explicará cómo modelar la forma deseada usando Desenvolvimiento vectorial.
Vector Unwrapper es útil cuando, en lugar de modelar un perfil a lo largo del eje de rotación, es más intuitivo especificar una sección transversal deseada. La herramienta transforma un vector, que representa una sección transversal, en un vector de perfil que se puede utilizar posteriormente con la herramienta Barrido de dos rieles.
Supongamos que queremos crear una columna de forma hexagonal. Comencemos creando un nuevo trabajo rotativo. En este ejemplo, el trabajo tiene un diámetro de 6 pulgadas y una longitud de 20 pulgadas. El eje X es el eje de rotación y el origen Z se ha colocado en el eje del cilindro.
Necesitamos crear un hexágono usando la herramienta Dibujar polígono . Este vector servirá como sección transversal y se puede colocar en cualquier lugar de la vista 2D. En este ejemplo, el diámetro del bloque de material es de 6 pulgadas, por lo que el radio de la forma no puede exceder las 3 pulgadas.
Cuando se crea la forma, selecciónela y ábrala Desenvolvimiento vectorial. La herramienta mostrará una cruz en el lugar donde el eje de rotación cruza el perfil y un círculo con el diámetro del bloque de material. Esto le ayudará a determinar si la forma con dicho perfil transversal encajará en el bloque de material actual.
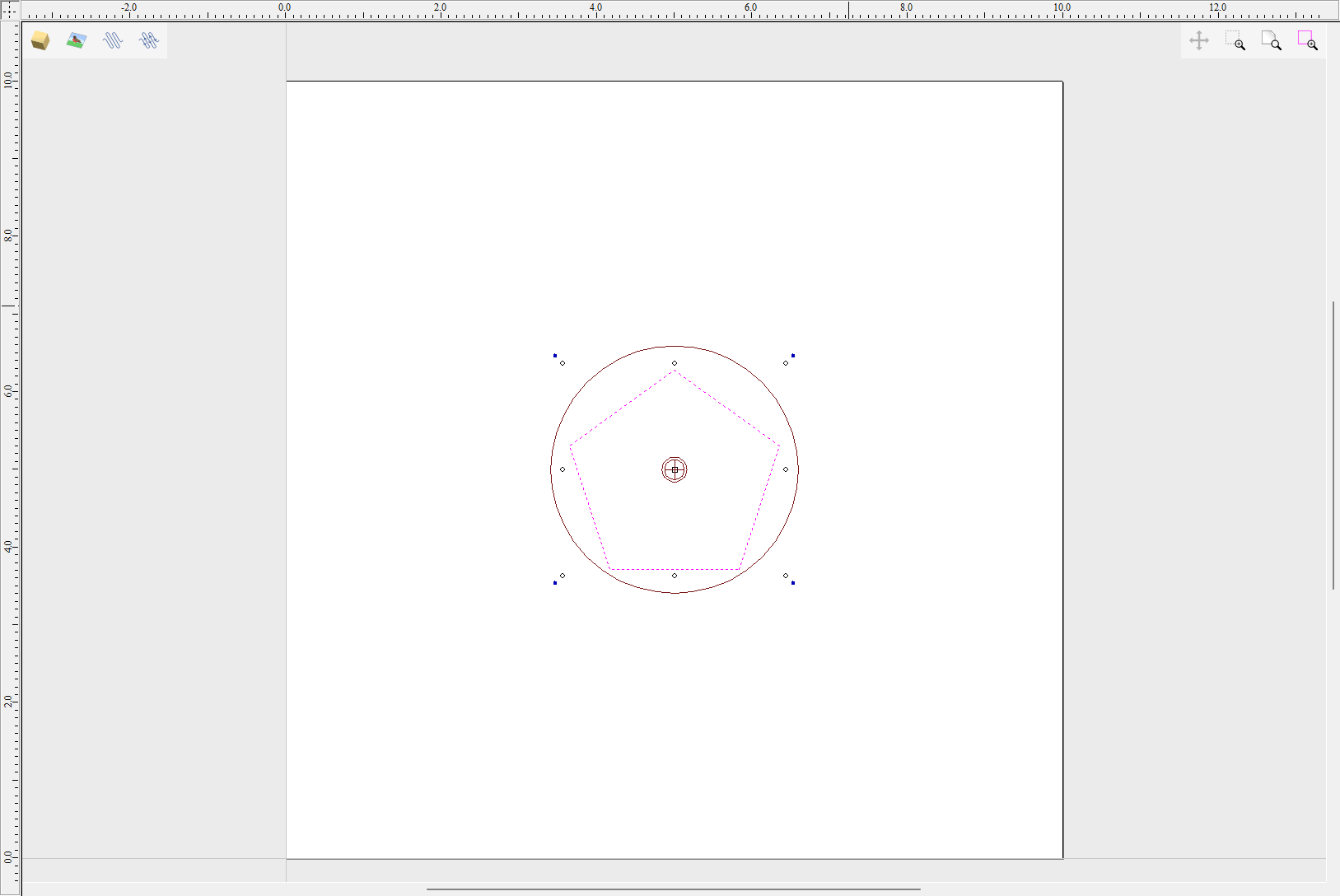
En este ejemplo, se utilizó la opción Utilice el centro del contorno . Eso significa que el eje de rotación se colocará en el centro del cuadro delimitadordel vector. También se puede marcar la opción Simplificar vectores sin envolver para ajustar curvas Bézier, en lugar de utilizar series de segmentos de línea muy cortos. Después de presionar aplicar , se creará la versión sin envolver de la sección transversal seleccionada, como se muestra a continuación.
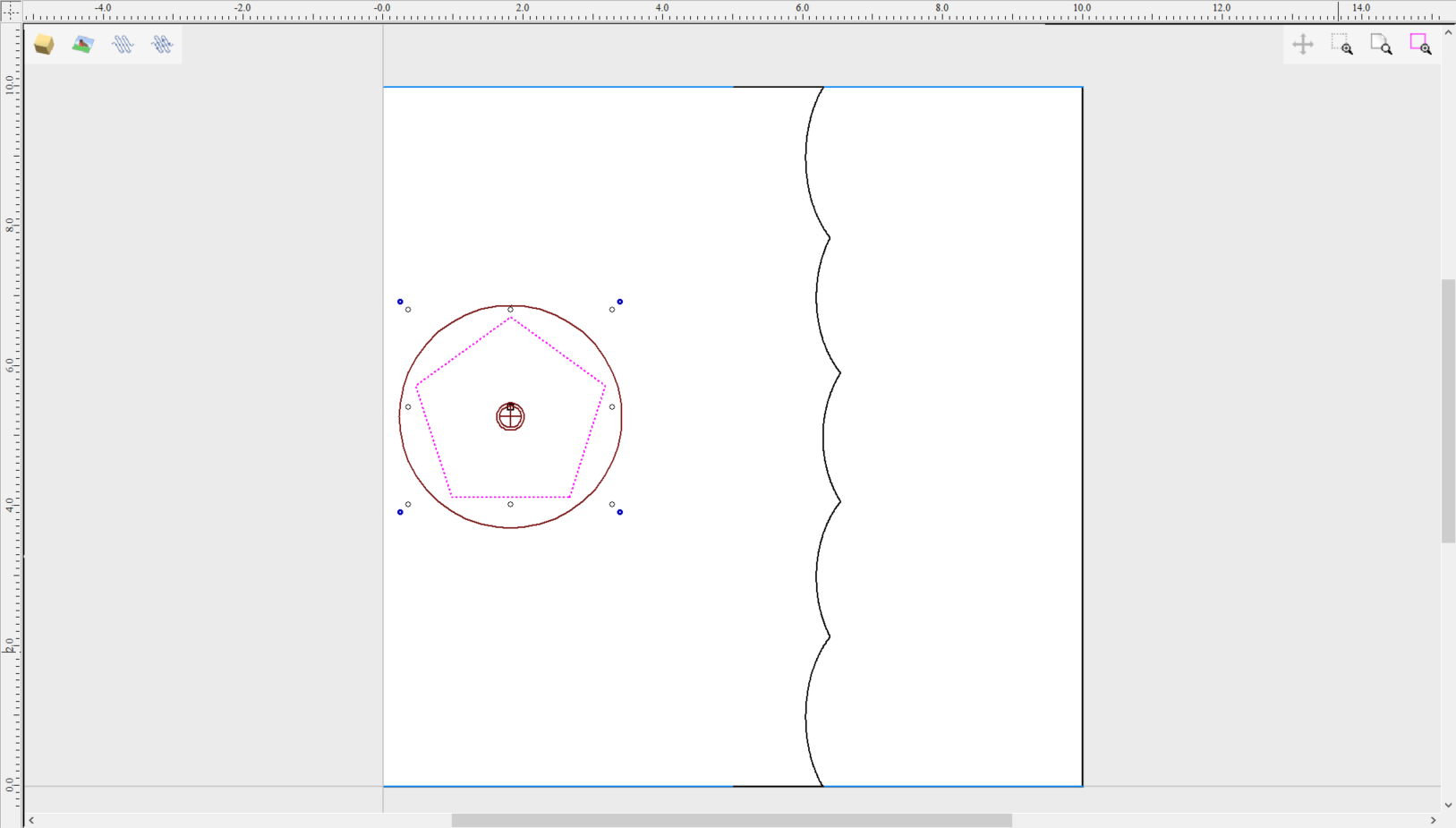
Este ejemplo muestra el vector desenvuelto de un cilindro que gira alrededor del eje X. Si su eje giratorio está alineado a lo largo de Y, el vector desenvuelto será horizontal. Vale la pena señalar que el perfil sin envolver tiene "patas" en cada extremo. Son necesarios para garantizar que se utilizará la altura correcta en el siguiente paso.
La herramienta crea automáticamente una capa llamada 'Rieles impulsores de vectores sin envolver' en la que coloca dos vectores de línea azul en los lados del trabajo, paralelos al eje de rotación. Para extruir el perfil, abra la herramienta Barrido entre dos guías. Luego seleccione el riel superior y luego el inferior (izquierdo y derecho cuando el eje Y es el eje de rotación) y confirme la selección haciendo clic en el botón Usar selección. Los rieles ahora estarán resaltados. Ahora haga clic en el vector desenvuelto y presione Aplicar. La vista 3D mostrará una columna hexagonal, que se puede ver al principio de esta sección.
Plano de modelado
La sección transversal deseada sólo se logrará si el plano de modelado se coloca en el centro del cilindro. Eso significa que el modelo Gap Inside se informa como 0 en el formulario Configuración de material. De lo contrario, el modelo resultante tendrá un diámetro incorrecto y la sección transversal se redondeará.
El desenvolvedor Vector no se limita a formas simples. En principio siempre es posible utilizar formas convexas y determinadas formas cóncavas. El siguiente ejemplo muestra un perfil de corazón desenvuelto.
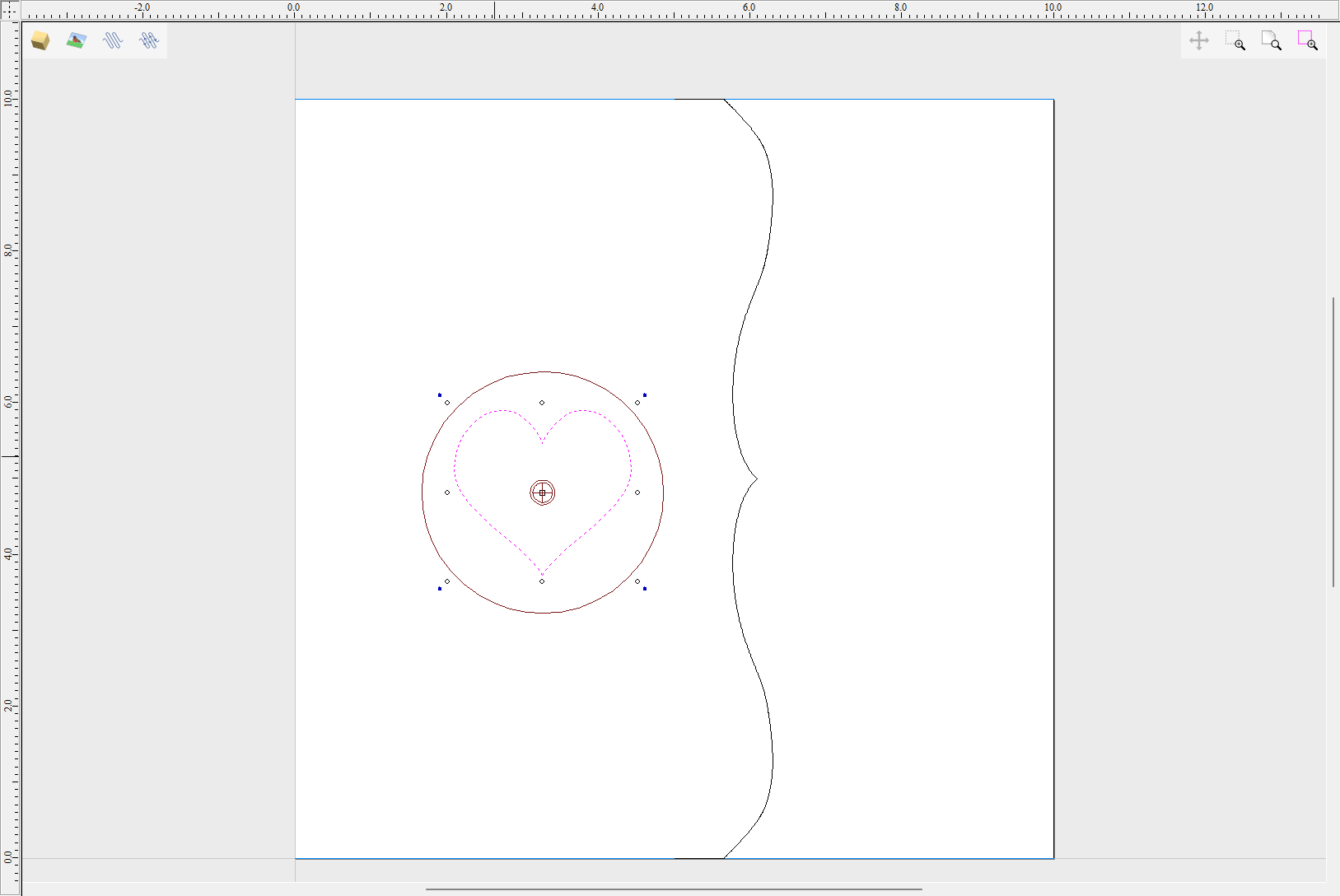
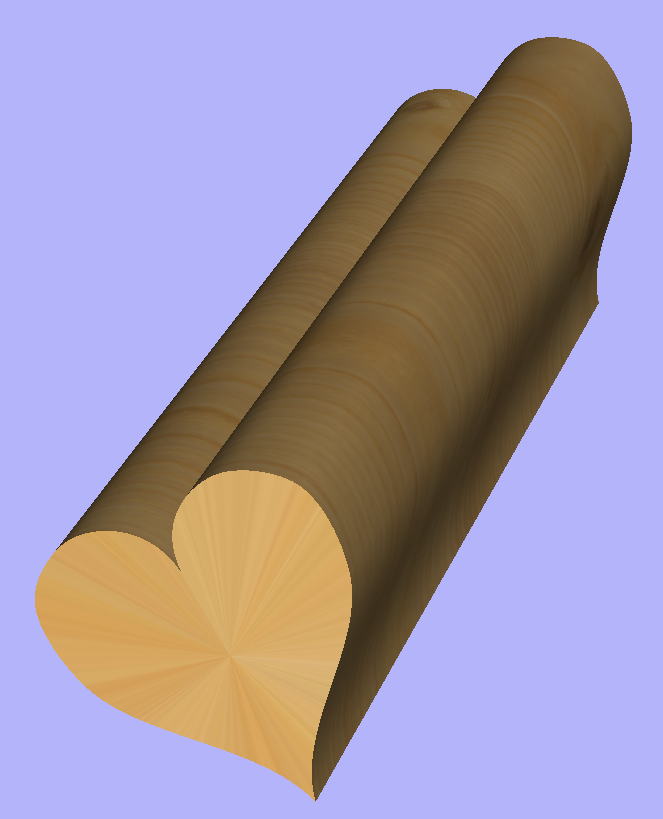
Si la sección transversal en cuestión es cóncava, se podría imaginar una línea recta que comienza en el centro de la forma y toca un punto en el límite. Si los segundos puntos siguen viajando a lo largo del límite y cada línea no cruza otro punto en el límite, entonces es posible usar esta sección transversal. Si la línea cruza más de un punto en el límite, esta parte de la sección transversal no se representará correctamente.
Todos los ejemplos hasta ahora utilizaron una única sección transversal. Sin embargo, también es posible utilizar varias secciones transversales.
Tomemos otra sección transversal y abramos Vector Unwrapper. Luego arrastre el controlador del eje de rotación un poco hacia abajo desde el centro. Si el ajuste está habilitado, se puede utilizar para ayudar a posicionar el centro de rotación, como se puede ver a continuación.
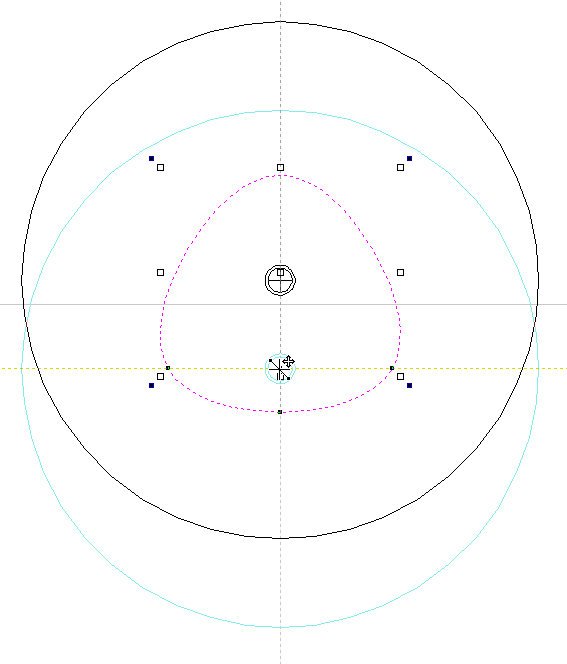
Una vez que tengamos otra sección transversal sin envolver, es posible usar ambas durante el barrido de dos rieles. Por ejemplo, el perfil del corazón sin envolver se puede colocar dos veces a la izquierda y dos veces a la derecha. El segundo perfil sin envolver se puede colocar dos veces en el centro. Tal disposición puede dar como resultado una transformación de la forma, como se puede ver a continuación.
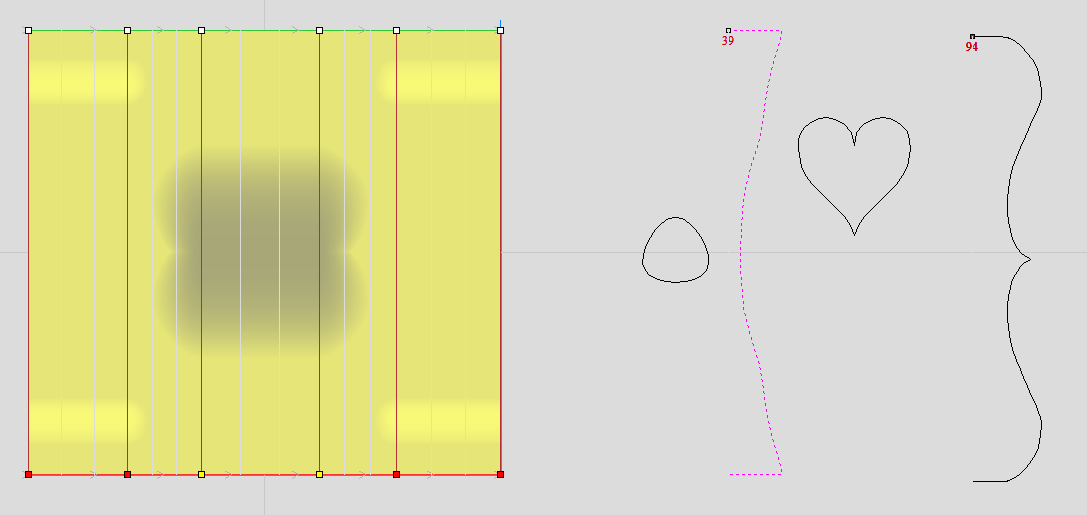
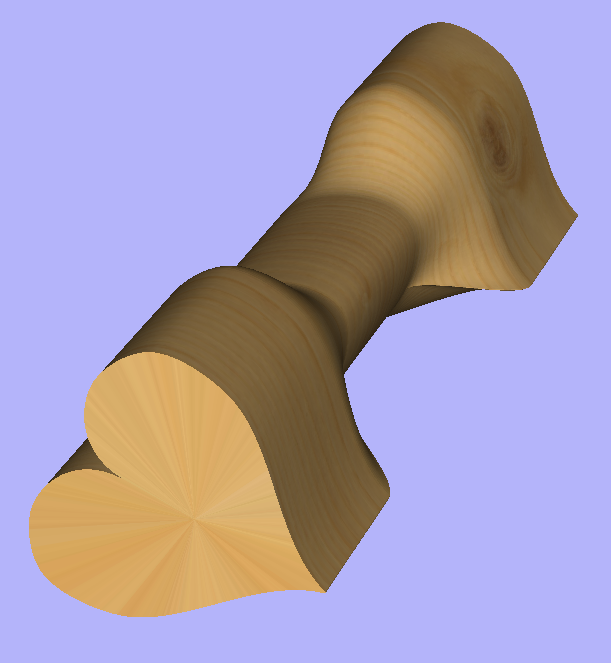
Modelado Avanzado de Proyectos Rotativos 3D
Modelado de características de espiral 3D

En esta sección mostraremos cómo usar la función ajuste de nivel para envolver un diseño en forma de espiral alrededor de una columna.
El flujo de trabajo para crear trayectorias en espiral se presentó en el capítulo Modelado rotatorio simple usando trayectorias 2D . La idea básica consistía en crear una línea en un ángulo adecuado con respecto al eje de rotación, que excediera los límites 2D. Cuando se crea una trayectoria 2D basada en dicha línea, se enrollará alrededor del cilindro de material, creando una espiral.
Esta guía se basará en esa idea básica. La tarea consiste en crear una tira horizontal con el patrón deseado y luego envolverla como una cinta alrededor del cilindro.
Para ayudar con esa tarea, es importante crear primero algunos vectores útiles. Necesitamos crear líneas que se convertirán en límites de nuestra franja. En este ejemplo, la tira se envolvía cuatro veces alrededor de toda la longitud del material. Este ejemplo supone que el eje de rotación es paralelo al eje X.
Para comenzar, seleccione Herramienta Dibujar línea/polilínea y dibuje una línea horizontal en la parte inferior del trabajo de izquierda a derecha. Si se desea que el patrón en espiral ocupe solo una parte de la longitud del cilindro, esta línea horizontal debe dibujarse solo en la ubicación deseada. Mientras la herramienta de dibujo aún está activa, escriba 90 en el cuadro Ángulo y escriba y * 4 en el cuadro Longitud y presione =. Usamos la fórmula y * 4 para que la tira se enrolle 4 veces. Luego presione el botón Agregar para agregar un segmento vertical.
Ahora, comienza una línea nuevo que conecte las líneas horizontal y vertical, formando un triángulo. Una vez creada esta línea, se pueden eliminar las líneas horizontales y verticales.
La línea que acabamos de crear formará la parte inferior de la tira. Ahora copie esta línea y colóquela de modo que su extremo inferior izquierdo coincida con la esquina superior izquierda del trabajo 2D. Esta línea formará la parte superior de la tira. Luego haz otra copia y colócala en el medio. Esta línea media se utilizará más adelante para posicionar nuestro diseño dentro de la franja. Las tres líneas se muestran a continuación.
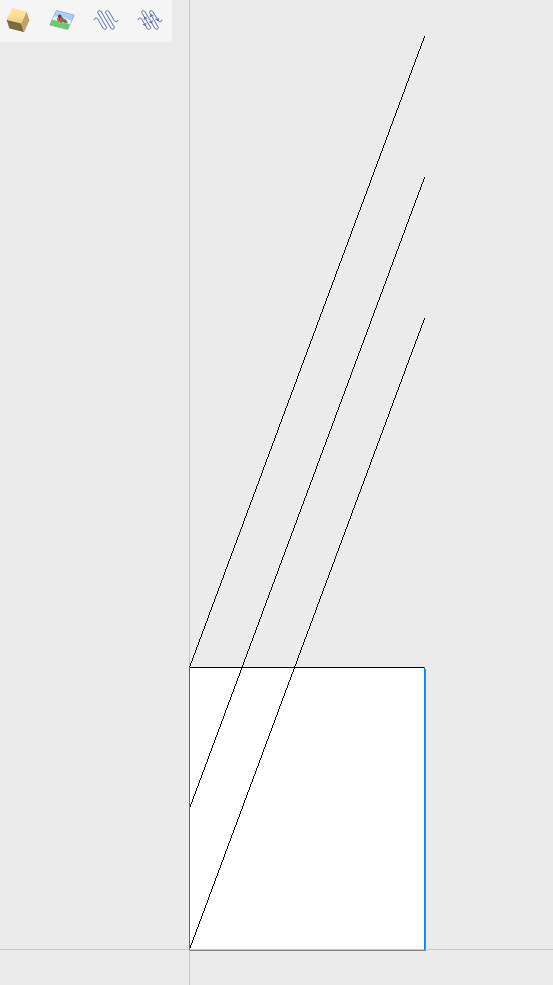
El siguiente paso es averiguar el largo y ancho requeridos de la tira. Necesitaremos algunos vectores adicionales para lograrlo.
Copiemos una de las tres líneas creadas y rotémosla 90 grados para obtener una línea perpendicular a la tira. Luego colóquelo de tal manera que cruce la tira. Esto nos ayudará a medir el ancho.
Luego copie la línea perpendicular y colóquela de manera que toque la línea superior. Luego extiende la línea inferior, hasta que cruce la línea perpendicular que acabamos de agregar. Esto nos ayudará a medir el largo de la tira.
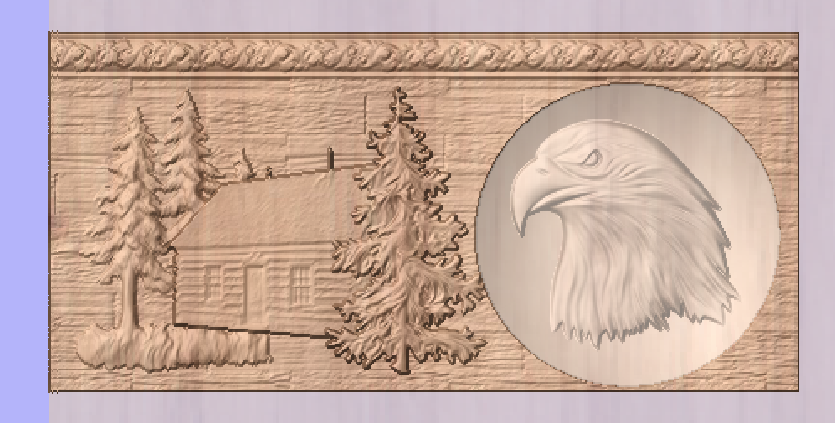
La forma más sencilla de lograrlo es crear un componente texturizado. Para hacer eso, seleccione el diseño en el árbol de componentes y active la herramienta Crear área de textura. Este ejemplo utilizó la configuración predeterminada de la herramienta. La herramienta creará un nuevo componente que llenará todos los límites del trabajo 2D. El componente en sí se rellenará con el diseño en forma de mosaico. Ahora use la herramienta Establecer tamañopara cambiar el tamaño del componente texturizado para que coincida con el tamaño de la tira.
Ahora el componente debe rotarse y moverse para que encaje entre las líneas que dibujó al principio. Este proceso se puede facilitar utilizando la herramienta Copiar a lo largo de los vectores. Para continuar, active la herramienta y seleccione primero el componente texturizado, luego seleccione la línea media en la tira mientras mantiene presionado Mayús. Asegúrese de que la opción Alinear objetos con la curva esté seleccionada y use la opción Número de copias. Como nuestra tira ya tiene el tamaño correcto, sólo necesitamos una copia. Sin embargo, la herramienta colocaría la mitad de nuestro componente únicamente al comienzo de la línea. Si ingresa 3 como número de copias, la herramienta colocará dos copias del componente en cada extremo y en el medio. Después, las copias de los extremos se pueden eliminar simplemente. La siguiente imagen muestra la tira en la vista 3D después de haber sido colocada correctamente.


Como se puede observar, la franja desaparece tan pronto como abandona los límites materiales. Para que se ajuste, necesitamos crear un nuevo nivel en el árbol de componentes y mover el componente de textura a él. Luego haga clic derecho en el nivel recién creado y haga clic derecho. En el menú emergente, seleccione envolver. Después de eso se producirá la envoltura.
Nota:
El ajuste se puede habilitar en cualquier nivel del árbol de componentes y combinarse con el modo espejo. Si el nivel se envuelve sobre sí mismo, las áreas que se cruzan se fusionarán independientemente del modo de combinación del nivel. Si se desea crear, por ejemplo, un patrón tejido, coloque los componentes en espiral del lado izquierdo y los componentes en espiral del lado derecho en diferentes niveles separados, ambos con la envoltura habilitada.
El último paso es hacer finales de columna. Para ello se creó el tercer nivel, con el modo Combinar configurado en Fusionar. De esta forma el patrón en espiral quedará 'oculto' en los extremos. Se colocó una imagen prediseñada de pestaña circular en 3D en cada extremo y se estiró verticalmente para que coincida con los límites del trabajo.
Modelado de formas retorcidas
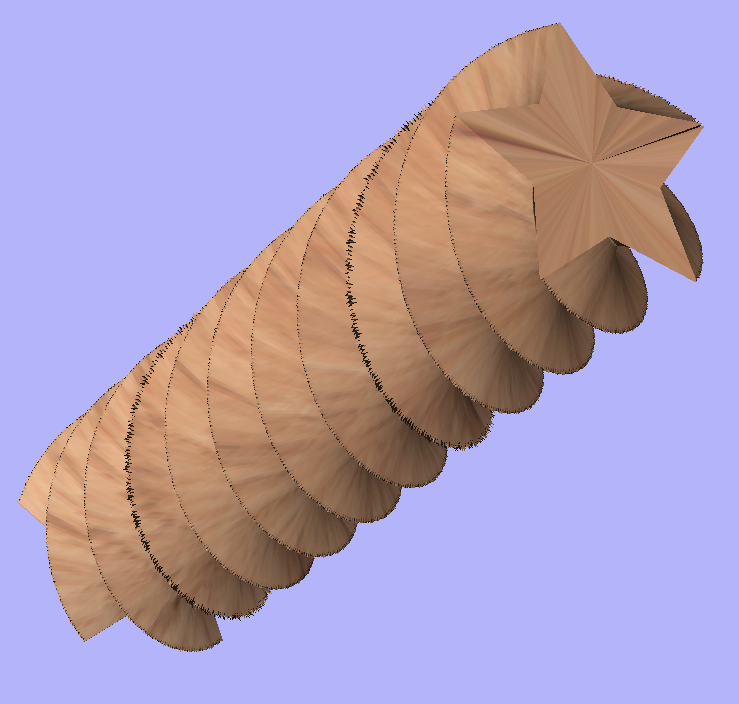
Esta sección mostrará cómo crear formas retorcidas, usando una combinación de ajuste de nivel y herramienta Vector Unwrapper.
En este ejemplo se creó un nuevo trabajo giratorio, con un diámetro de 6 pulgadas y una longitud de 20 pulgadas, que gira alrededor del eje X. Para empezar, necesitamos un vector de sección transversal. En este ejemplo se utilizó una estrella de 5 brazos. Para crear una estrella, podemos usar la herramienta Dibujar estrella . Este ejemplo utilizó un radio exterior de 3 pulgadas, para que coincida con el radio del material.
El siguiente paso es desenvolver la sección transversal. Sin embargo, en el caso de la estrella, el centro no es el mismo que el centro del cuadro delimitador de la estrella. Para encontrar el centro real, se puede trazar una línea desde dos de las esquinas de la estrella. Luego abre Desenvolvimiento vectorialy selecciona la estrella. Luego arrastre el centro de rotación y ajústelo a la intersección de las líneas, como se puede ver a continuación.
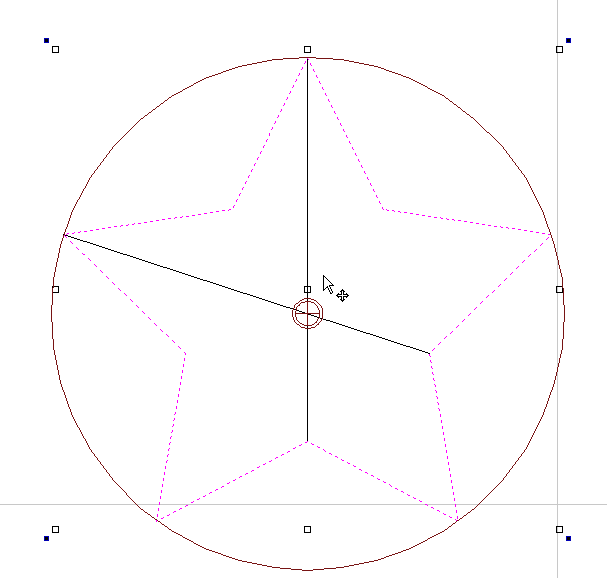
Una vez que la estrella se desenvuelve, necesitamos crear rieles, que formarán una espiral cuando se envuelva. Para hacer eso, seleccione Herramienta Dibujar línea/polilínea y dibuje una línea horizontal en la parte inferior del trabajo de izquierda a derecha. Mientras la herramienta de dibujo aún está activa, escriba 90 en el cuadro Ángulo y escriba y * 2 en el cuadro Longitud y presione =. Usamos la fórmula y * 2 para que la estrella haga 2 revoluciones. Luego presione el botón para agregar un segmento vertical. Finalmente, comienza una línea nuevo que conecta las líneas horizontal y vertical, formando un triángulo. Una vez creada esta línea, nuestras líneas horizontales y verticales se pueden eliminar.
El siguiente paso es copiar la línea y colocarla de modo que su extremo inferior izquierdo coincida con la esquina superior izquierda del trabajo 2D.
Una vez que los rieles estén listos, se puede usar una herramienta de barrido de dos rieles. Sin embargo, dado que los rieles exceden los límites del trabajo 2D, el barrido creado se recortará tan pronto como se excedan esos límites.
Para superar eso, seleccione ambos rieles, abra la herramienta Dibujar rectángulo y presione . Esto creará un cuadro delimitador que contiene los rieles. Ahora, escriba el tamaño del cuadro y guarde el proyecto actual. Luego cree un nuevo proyecto de un solo lado con un cuadro ligeramente más grande que el cuadro delimitador. Utilice la opción Importar vectores del menú principal y seleccione el archivo previamente guardado. Ahora selecciona los rieles y presiona F9 para centrarlos.
Ahora usa la herramienta Barrido entre dos guías. Cuando el componente esté listo, guarde el archivo.
Ahora vuelva a abrir el proyecto rotativo original. Utilice Importar Componente y seleccione el proyecto de una sola cara creado en el paso anterior. Mueva el componente a la ubicación deseada. Luego, cree un nuevo nivel, mueva el componente allí y habilite el ajuste.
Usando herramientas de modelado de un solo lado
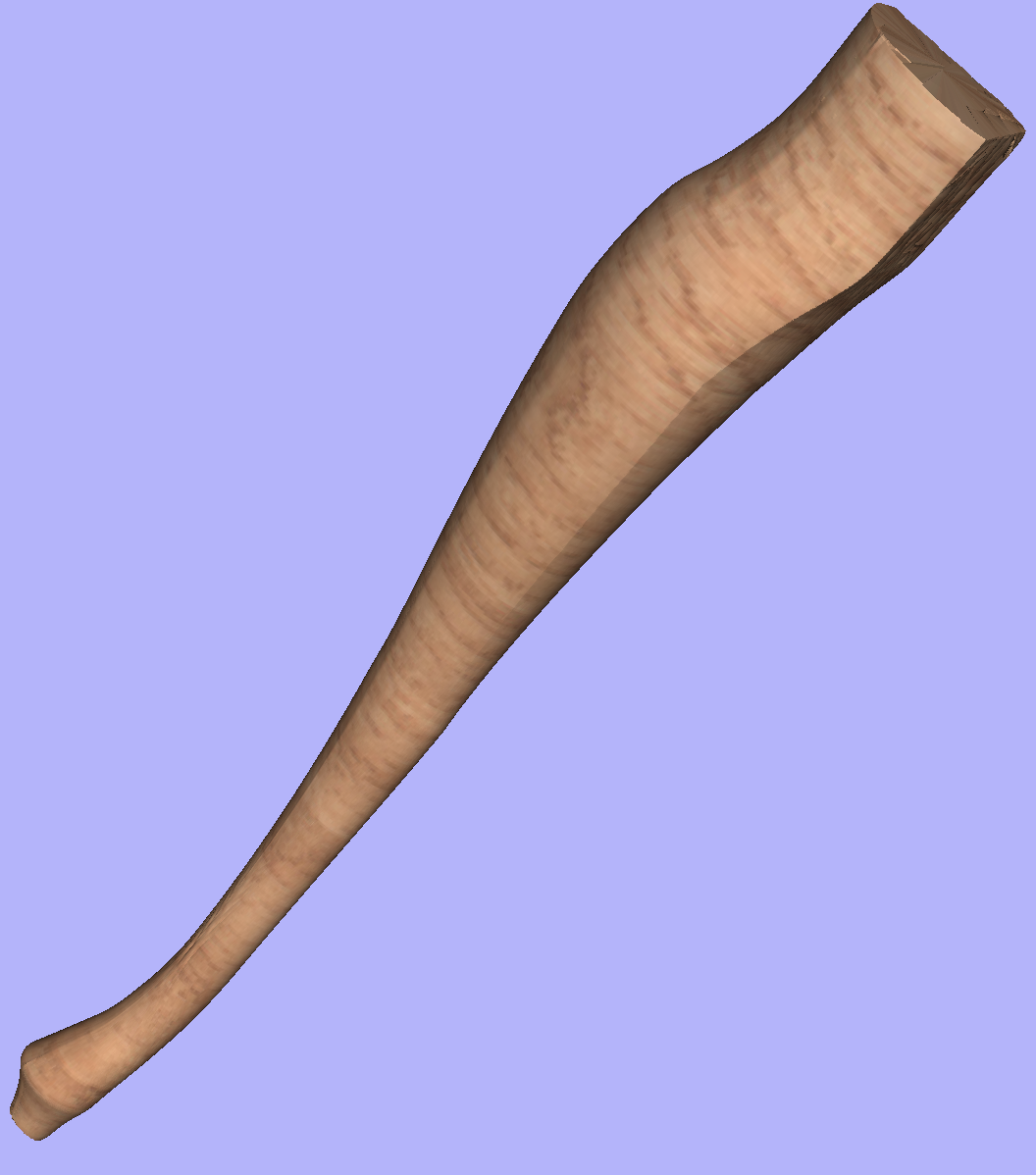
Esta sección presentará cómo utilizar técnicas de modelado de una sola cara en proyectos rotativos.
Los usuarios familiarizados con las técnicas de modelado utilizadas en proyectos de una sola cara pueden encontrarlas más convenientes para modelar ciertas formas. Este ejemplo utiliza dos vectores, que representan la sección transversal lateral de la pata de la mesa y algunas medias secciones transversales para diferentes partes de la pata de la mesa. Esos vectores se presentan a continuación.
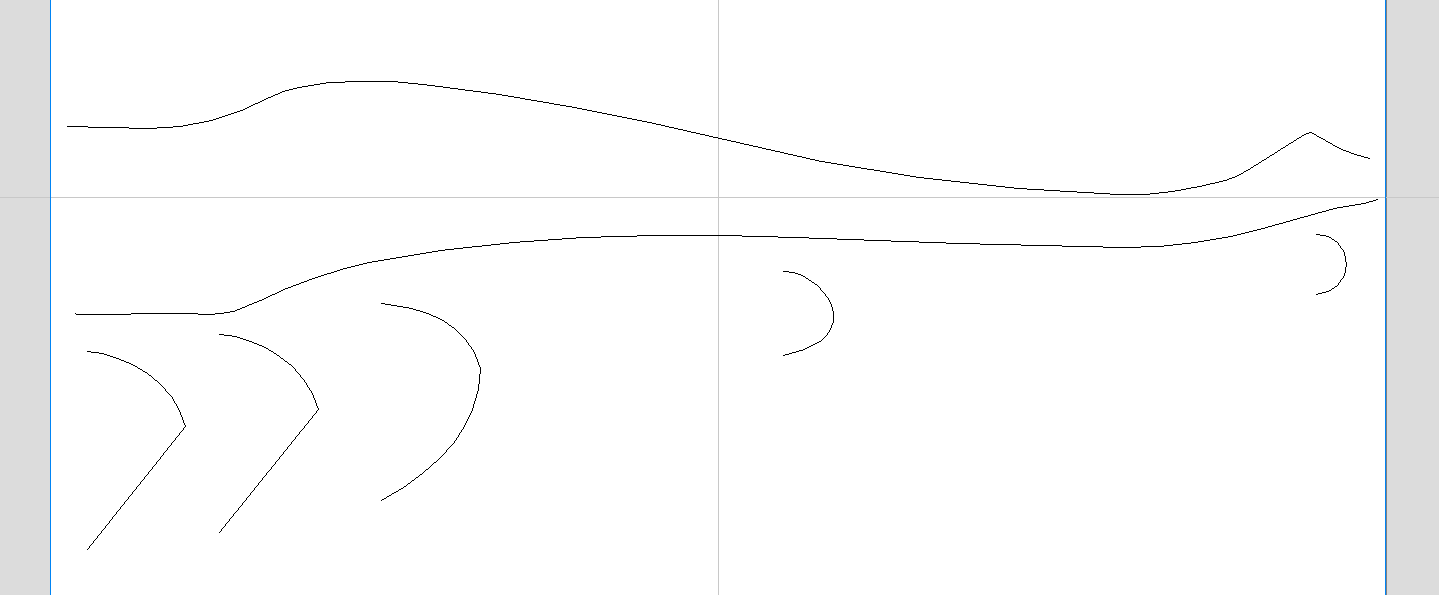
Uno puede simplemente tratar la sección transversal lateral como rieles y usar la herramienta Barrido entre dos guías, colocando las medias secciones transversales en los lugares apropiados. De esta manera se puede modelar muy rápidamente la mitad de la pierna, con el resultado que se puede ver a continuación (usando una vista plana 3D).
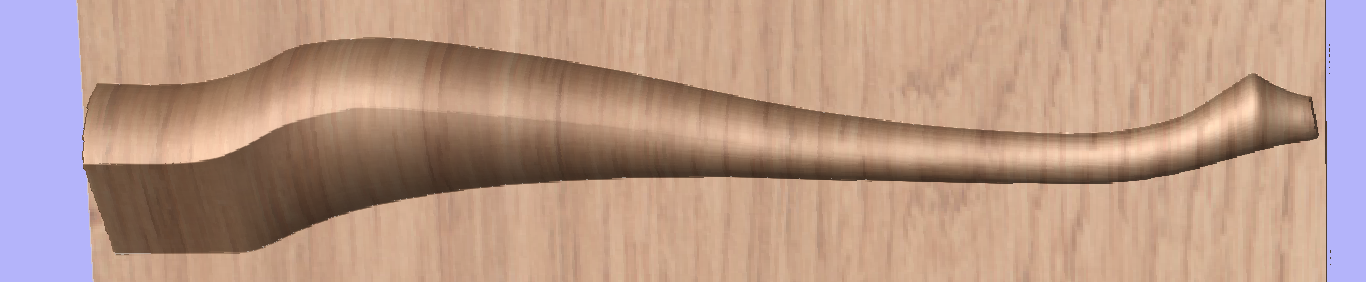
Para utilizar el modelo creado en un proyecto rotativo, debemos exportarlo y luego importarlo nuevamente. Aunque es posible hacer esto con dos sesiones de Aspire, también se puede hacer en una sola sesión con Rotary Project. Para exportar el modelo de pierna, asegúrese de que no haya otros componentes visibles (incluido el plano cero agregado automáticamente) y abra la herramienta Modelo de exportación mientras mantiene presionada Mayús. Al presionar Mayús se puede abrir la herramienta de exportación en modo de una sola cara, en lugar de modo giratorio.
Dado que se modeló la mitad de la pierna, se puede utilizar la opción Cerrar con frente invertido. La malla STL resultante se puede ver a continuación.
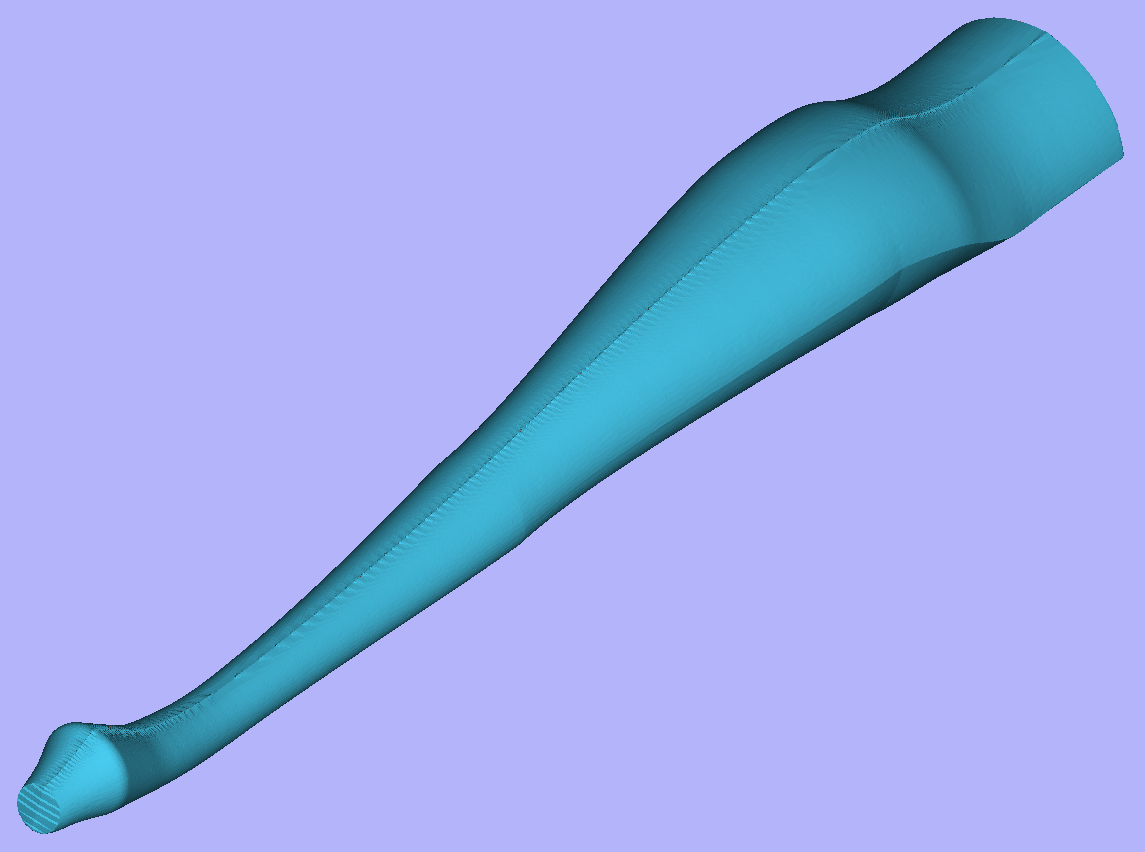
Una vez exportado el componente, se puede volver a importar como modelo 3D completo. El modelo tendrá una costura, en el lugar donde se fusionaron las dos mitades. Esto se puede eliminar usando la función de suavizado de la herramienta Escultura.
Archivos de trayectoria de herramienta 3D
Los archivos de Cut3D, PhotoVCarve y Design y Make Machinist de Vectric que incluyen trayectorias de herramienta 3D se pueden importar a Aspire mediante los comandos de menú principal: Archivo ► Importar ► PhotoVCarve, Machinist o Cut3D Toolpaths.
El archivo 3D primero debe escalarse al tamaño requerido antes de que se calculen las trayectorias de herramienta y, a continuación, el archivo completo guardado listo para importarlo a Aspire. Estos archivos solo se pueden mover y colocar dentro de Aspire, pero no se pueden escalar.
Se dibuja una miniatura en escala de grises del trabajo 3D en la vista 2D con el origen X0 Y0 en la posición en la que se estableció en Cut3D, PhotoVCarve o Design y Make Machinist. Las trayectorias de herramienta asociadas también se dibujan en la ventana 3D y los nombres aparecen en la lista Trayectoria de herramienta.
Posicionamiento
Para mover las rutas de herramientas de diseño 3D, abra la ventana 2D, haga clic con el botón izquierdo del mouse dos veces en la imagen en escala de grises (se vuelve azul claro para indicar que está seleccionada), luego arrastre a la posición requerida o use las herramientas Mover o Alinear para un posicionamiento preciso.
Las trayectorias se mueven automáticamente en la ventana 3D a la misma posición XY que la imagen.

Las trayectorias de herramientas para el ejemplo anterior se calcularon con X0 Y0 en medio del diseño 3D. Cuando se importan a Aspire , los datos se posicionan automáticamente usando las mismas coordenadas, lo que deja tres cuartas partes del diseño fuera del trabajo. En la segunda imagen, la imagen en escala de grises se movió a la mitad del trabajo.
Las herramientas de espejo 2D y rotación de dibujo también se pueden utilizar para editar el conjunto de datos 3D.
Las rutas de herramientas 3D también se pueden copiar usando el comando Duplicar trayectoria de herramienta en la pestaña Rutas de herramientas, lo que hace que sea muy fácil usar múltiples elementos de un solo diseño en un trabajo. La vista previa en miniatura también se copia para cada trayectoria, lo que facilita la colocación de copias adicionales de una trayectoria 3D.
Por ejemplo, se puede copiar y reflejar un único diseño para crear versiones izquierda y derecha de un diseño 3D o para colocar varias copias de un diseño decorativo en las esquinas del panel de la puerta de un gabinete, como se muestra a continuación.
Se pueden obtener una vista previa de las trayectorias de herramientas para los elementos 3D junto con las trayectorias de herramientas convencionales de Perfil, Cajeras y Taladrado, y todo se guardará listo para mecanizar.
Un buen ejemplo de dónde se podría utilizar esta funcionalidad junto con PhotoVCarve es para crear marcos de fotos personalizados que incluyan las ranuras de PhotoVCarve más texto descriptivo grabado y un borde decorativo perfilado o biselado. Como se muestra abajo:
Opciones
Las trayectorias de herramienta importadas también se pueden editar para colocarlas dentro del material o para cambiar los parámetros de corte: las velocidades y las velocidades de avance se pueden cambiar.
Diseñar y hacer maquinista.
Al utilizar un archivo Design and Make Machinist que incluya varias trayectorias de herramienta, debe recordar editar la Profundidad de inicio para todas las trayectorias de herramienta 3D importadas.
Haga clic en el icono Editar trayectoria de herramienta o haga doble clic en el nombre de la trayectoria de herramienta para abrir el formulario de edición.
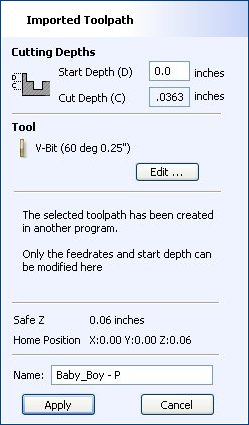
Por ejemplo, después de mecanizar un bolsillo de media pulgada de profundidad, se puede editar un diseño de PhotoVCarve para tener una Profundidad de inicio de 0,5 pulgadas y esto tallará la fotografía en la base de la superficie del bolsillo.
Edición de postprocesador
¿Qué hace el postprocesador?
El postprocesador es la sección del programa que convierte las coordenadas XYZ para que la herramienta se mueva a un formato adecuado para un router o máquina en particular. Este documento detalla cómo crear y editar los archivos de configuración que personalizan la salida del programa para adaptarse a un controlador de máquina determinado.
A continuación se muestran secciones de un programa típico que se ha procesado en G-Code y HPGL
Salida de código G
T1 M6
G17
G0 Z4.5000
G0 X0.0000 Y0.0000 S12000 M3
G0 X2.4567 Y7.8342 Z0.2500
G1 Z-0.0500 F5.0
G3 X3.3784 Y8.7559 I0.0000 J0.9218 F66.0
G3 X2.4567 Y9.6777 I-0.9218 J0.0000
G3 X1.5349 Y8.7559 I0.0000 J-0.9218
Salida HPGL
IN;PA;
PU2496,7960;
PD2496,7960;
AA2496,8896,90.000
AA2496,8896,90.000
AA2496,8896,90.000
AA2496,8896,90.000
PU2496,7960;
PU2496,6096;
Los fabricantes de controladores de máquinas a menudo personalizarán el formato de archivo necesario para que los programas se ejecuten en una máquina en particular con el fin de optimizar el control para adaptarse a las características individuales de esa máquina.
El postprocesador Vectric utiliza archivos de configuración basados en texto simple, para permitir al usuario adaptar un archivo de configuración, si así lo desea.
Secciones de postprocesador
Los postprocesadores Vectric se dividen en secciones para facilitar la claridad. Intente escribir sus postprocesadores en un estilo similar para facilitar la depuración.
Comentarios de archivo
Una sección donde puede describir el posprocesador y registrar cualquier cambio en el posprocesador, cada línea es un comentario y comienza con un carácter '+' o '|' personaje.
+ History
+ Who When What
+ ======== ========== ===========================
+ Tony 14/07/2006 Written
+ Mark 26/08/2008 Combined ATC commands, stop spindle on TC
+================================================
Declaraciones de archivos globales
Las declaraciones son elementos que se usan solo una vez o tienen valores estáticos en todo el archivo. Escriba los nombres de las declaraciones en letras mayúsculas para mayor claridad.
Declaración | Resultado |
| El nombre que aparecerá en la lista de posprocesador. |
| La extensión de archivo que se le dará al archivo. |
| Las unidades que genera el archivo (PULGADAS o MM) |
| El fabricante de la máquina herramienta ha proporcionado un controlador (normalmente un controlador de impresora) que luego puede aceptar directamente la salida del archivo NC (por ejemplo, consulte HPCL_Arcs.pp genérico). |
| Indica que los movimientos de inmersión a la altura de inmersión (Z2) (que se establece en el formulario de configuración del material) son movimientos rápidos. |
| El software de control utiliza una interfaz de documento que puede aceptar directamente la salida del archivo NC. |
| Los movimientos en el eje Y deben envolverse alrededor de un cilindro del diámetro especificado. Los valores "Y" se generarán como "A" |
| Los movimientos en el eje X deben envolverse alrededor de un cilindro del diámetro especificado. Los valores "X" se generarán como "B" |
| La velocidad del husillo para esta máquina se genera como un rango de números enteros entre 1 y 15 que representan la velocidad real en RPM del husillo (entre 4500 y 15000 RPM en el ejemplo citado). Para ver un ejemplo, consulte el archivo: Roland_MDX-40_mm.pp |
| Este comando le permite sustituir una salida de carácter dentro de las variables (como Los caracteres se ingresan por pares, Original - Sustituido. Por ejemplo, el software de control MACH 3 utiliza paréntesis como delimitadores de comentarios y no permite comentarios anidados. La mayoría de las herramientas dentro de la base de datos de herramientas Vectric tienen paréntesis dentro de la sección "Nombre"; Si se muestran estos nombres, esto provocaría un error dentro de Mach3. El comando |
| Giratorio: Activa/Desactiva la salida de la velocidad de avance F en el modo de alimentación en tiempo inverso. En este modo, se espera que completemos un movimiento en uno dividido por el número F de minutos. En GCode, normalmente sería un G93 para activar el modo de tiempo inverso o un G94 para configurar el modo de unidades por minutos. |
| Indica que este posprocesador admite trayectorias de herramientas láser (si Módulo láser está instalado). |
| Radio de arco mínimo opcional. Los arcos que tengan un radio menor que este valor serán reemplazados con un único movimiento en línea recta. |
| Radio de arco máximo opcional. Los arcos que tengan un radio mayor que este valor se poligonizarán. |
POST_BASE | Esta es una forma ya no es compatible de heredar el contenido de otro postprocesador. Consulte la página Migración POST_BASE para obtener más detalles. |
Soporte para dividir cintas
Una sección que describe cómo se dividirá la salida de una trayectoria larga:
TAPE_SPLITTING=MAX_NUM_LINES LINE_TOL "FILENAME_FORMAT" START_INDEX INDEX_ON_FIRST_FILE
Por ejemplo un comando de:
TAPE_SPLITTING=1000 100 "%s_%d.tap" 1 "YES"
daría lugar a...
La salida se dividirá en varios archivos de un máximo de 1000 líneas (+ sin importar cuántas líneas haya dentro de la sección de pie de página del posprocesador), si existe un movimiento de retracción después de la línea 900 (1000 – 100), el archivo se dividirá en ese movimiento. Si el archivo se llamara "ruta de herramienta", los archivos divididos se denominarían ruta de herramienta_1.tap, ruta de herramienta_2.tap, etc. La primera salida de la ruta de herramienta será "ruta de herramienta_1.tap". No habrá ningún archivo llamado "ruta de herramienta" sin un número de índice ( como se usa INDEX_ON_FIRST_FILE=YES), a menos que el archivo tenga menos de 1000 líneas, en cuyo caso el archivo no se dividirá.
Nota
Algunos controladores que requieren dividir archivos NC también tienen limitaciones en la cantidad de caracteres dentro de un nombre de archivo. Por ejemplo, es posible que requieran que el nombre del archivo tenga el formato de nombre de archivo estilo MSDOS 8.3. Esto debe tenerse en cuenta al nombrar el archivo de salida.
Caracteres de terminación de línea
LINE_ENDING="[13][12]"
Valores decimales de los caracteres anexados a cada línea independiente del archivo postprocesado. (Por lo general será [13][10]) (Retorno de carro, avance de línea) para cualquier controlador que pueda leer un archivo de texto de formato MSDOS o Windows.
Numeración de bloques
Si desea agregar números de línea al archivo de salida, el número de línea actual se agrega con la variable [N]. El comportamiento de esta variable de número de línea está controlado por las siguientes variables:
Declaración | Resultado |
| Valor en el que debe comenzar la numeración de líneas |
| Valor incremental entre números de línea |
| El número máximo de líneas a generar, antes de volver a pasar al valor Importante: algunos controladores tienen un límite en la cantidad de líneas que se pueden mostrar en el control. |
variables
Nombre de la variable | Salida usando | Valor | Archivo de ejemplo |
|
| Tasa de alimentación actual. | Mach2_3_ATC_Arcs_inch.pp |
|
| Velocidad de avance de corte actual. | CNCShark-USB_Arcs_inch.pp |
|
| Velocidad de alimentación de inmersión actual. | CNCShark-USB_Arcs_inch.pp |
|
| Velocidad actual del husillo en RPM | GCode_arc_inch.pp |
|
| Ajuste de potencia actual para herramientas basadas en chorro (por ejemplo, láseres) | grbl_mm.pp |
|
| Número de herramienta actual. | Mach2_3_ATC_Arcs_inch.pp |
|
| Número de herramienta anterior. | NC-Fácil.pp |
|
| Número de línea. | Mach2_3_ATC_Arcs_inch.pp |
|
| Nombre de la herramienta actual. | MaxNC_pulgadas.pp |
|
| Texto del campo Nota en ToolDB para la herramienta actual | Busellato_Jet3006_arc_inch.pp |
|
| Nombre de la ruta de herramienta actual. | Viccam_ATC_Arcs_inch.pp |
|
| Nombre de archivo (Producido por “Guardar trayectoria(s)”). | ez-Router_inch.pp |
|
| Carpeta en la que se guardó el archivo de ruta de herramienta. | maderap_arc_mm.pp |
|
| Extensión de archivo de ruta de herramienta. | TekcelE_Arc_ATC_3D.pp |
|
| Nombre de ruta de la carpeta de ruta de herramienta. | WinPC-NC_ATC_Arcs_mm.pp |
|
| Coordenada actual de la posición de la herramienta en el eje X. | GCode_arc_inch.pp |
|
| Coordenada actual de la posición de la herramienta en el eje Y. | GCode_arc_inch.pp |
|
| Coordenada actual de la posición de la herramienta en el eje Z. | GCode_arc_inch.pp |
|
| Coordenada actual de la posición de la herramienta en el eje A. | |
|
| Centro del arco en el eje X (en relación con la última posición X,Y). | Mach2_3_ATC_Arcs_inch.pp |
|
| Centro del arco en el eje Y (en relación con la última posición X,Y). | Mach2_3_ATC_Arcs_inch.pp |
|
| Centro del arco en el eje X (coordenadas absolutas). | Isel_arc_mm.pp |
|
| Centro del arco en el eje Y (coordenadas absolutas). | Isel_arc_mm.pp |
|
| Posición inicial de un arco en el eje X. | TextOutput_Arcs_mm.pp |
|
| Posición inicial de un arco en el eje Y. | TextOutput_Arcs_mm.pp |
|
| Punto medio del arco en X (coordenadas absolutas). | TextOutput_Arcs_mm.pp |
|
| Punto medio del arco en Y (coordenadas absolutas). | TextOutput_Arcs_mm.pp |
|
| Punto medio del arco en X (coordenadas incrementales). | TextOutput_Arcs_mm.pp |
|
| Punto medio del arco en Y (coordenadas incrementales). | TextOutput_Arcs_mm.pp |
|
| El radio de un arco. | Bosch_ATC_Arcs_mm.pp |
|
| El ángulo de un arco. | HPGL_Arcs.pp genérico |
|
| Posición inicial de la herramienta para el eje X. | CAMTech_CMC3_mm.pp |
|
| Posición inicial de la herramienta para el eje Y. | CAMTech_CMC3_mm.pp |
|
| Posición inicial de la herramienta para el eje Z. | CAMTech_CMC3_mm.pp |
|
| Altura Z segura/espacio libre rápido. | Arcos EMC2 (pulgadas) (*.ngc) |
|
| Diámetro del cilindro alrededor del cual está envuelto el eje. | Mach2_3_WrapY2A_ATC_Arcs_mm.pp |
|
| Longitud del material en X. | Mach2_3_ATC_Arcs_inch.pp |
|
| Longitud del material en Y. | Mach2_3_ATC_Arcs_inch.pp |
|
| Longitud del material en Z. | Mach2_3_ATC_Arcs_inch.pp |
|
| Valor mínimo del material en X. | MaxNC_pulgadas.pp |
|
| Valor mínimo del material en Y. | MaxNC_pulgadas.pp |
|
| Valor mínimo del material en Z. | MaxNC_pulgadas.pp |
|
| Valor máximo del material en X. | MaxNC_pulgadas.pp |
|
| Valor máximo del material en Y. | MaxNC_pulgadas.pp |
|
| Valor máximo del material en Z. | MaxNC_pulgadas.pp |
|
| Posición de origen en X. | TextOutput_Arcs_mm.pp |
|
| Posición de origen en Y. | TextOutput_Arcs_mm.pp |
|
| Posición cero Z, mesa o superficie de material. | TextOutput_Arcs_mm.pp |
|
| Origen X, Y. | TextOutput_Arcs_mm.pp |
|
| Listado de herramientas utilizadas (En orden de uso). | Mach2_3_ATC_Arcs_inch.pp |
|
| Lista de trayectorias utilizadas en el archivo (en orden de uso). | Mach2_3_ATC_Arcs_inch.pp |
|
| Notas de trayectoria (formulario Control de trayectoria). | Mach2_3_ATC_Arcs_inch.pp |
|
| Archivar notas (Edición > Notas). | Mach2_3_ATC_Arcs_inch.pp |
|
| Hora de creación del archivo. | Mach2_3_ATC_Arcs_inch.pp |
|
| Fecha de creación del archivo. | Mach2_3_ATC_Arcs_inch.pp |
|
| Tiempo de permanencia en segundos al perforar. | Mach2_3_Arcs_inch.pp |
|
| Nombre del producto utilizado para generar el archivo, incluido el número de versión. | |
|
| Diámetro de la herramienta. | |
|
| Rotativo: Tasa de tiempo inverso actual | AvidCNC_WrapX2A_G93_inch.pp |
Formato de variables
Los valores de posición de la herramienta, velocidades de avance, velocidades del husillo, etc. se insertan en el archivo mediante variables. Las variables se utilizan en todo el archivo; las variables se reemplazan con el valor actual de ese elemento cuando el archivo se procesa posteriormente. Por ejemplo, las posiciones actuales de las herramientas X, Y y Z en cualquier momento se insertan en el archivo utilizando la salida variable, [X], [Y] y [Z] respectivamente.
Escriba los nombres de las variables en letras mayúsculas para mayor claridad.
Una variable tiene el formato siguiente:
VAR VARIABLE = [VO|WO|CS|VF|MX]
dónde
VO= Salida variable, por ejemplo X, XF o F.WO= Cuando se genera, A=Siempre, C=Solo cuando se cambia.CS= Salida de cadena de caracteres antes del valor.VF= Formato de valor, determina el formato con el que se genera el valor.MX= Valor multiplicador.
Una variable típica
1 | 2 | 3 | 4 | 6 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
VAR- Esta línea es una variable.- Nombre de la variable.
- Signo de igual.
- Abrir corchete - (inicio de los parámetros de formato variable).
- Etiqueta de variable: es decir, etiqueta que se sustituye por el valor de la variable.
- Barra vertical - Separador de parámetros.
A= Siempre genera valor,C= Solo genera valor cuando cambia- Barra vertical - Separador de parámetros.
- Cadena de caracteres que se imprimirá antes del valor de la variable.
- Barra vertical - Separador de parámetros.
- Banderas de formato opcionales: para obtener más detalles, consulte a continuación.
- Formato de valor: unidades y número de decimales a generar.
- Barra vertical - Separador de parámetros.
- Multiplicador de salida: para más detalles, consulte a continuación.
- Cerrar corchete: fin de los parámetros de formato.
Formato del valor de salida
La cadena de formato de valores debe tener el siguiente formato:
FORMAT_FLAGS FIELD_WIDTH DECIMAL_SEPARATOR DECIMAL_PLACES
Los indicadores de formato son opcionales y solo los necesitan un pequeño número de controladores; se describirán en breve.
Ancho de campo El ancho del campo representa el número mínimo de caracteres que se generan. El ancho del campo generalmente se establece en "1". Un valor mayor que 1 generalmente solo se requiere si un controlador espera ver una cantidad fija de caracteres para el valor. Si este es el caso, se puede ingresar un número mayor que 1. El número ingresado garantizará que se genere esa cantidad de caracteres. El número que representa el ancho del campo incluye el número completo de punto flotante para el valor de salida (incluido el carácter separador decimal).
Separador decimal El carácter separador decimal casi siempre es solo un punto, pero hay algunos controladores que esperan ver un carácter de coma. (Para ver un ejemplo de un posprocesador que no utiliza un carácter de punto, consulte el archivo: Heidenhain_inch.pp)
Lugares decimales El número de decimales generados después del separador decimal. Los valores suelen establecerse en 3 para controladores que funcionan en sistema métrico o en 4 para controladores que funcionan en pulgadas.
Indicadores de formato opcionales
Los valores de salida se pueden modificar aún más utilizando los indicadores de formato opcionales:
Bandera | Función | Predeterminado (sin bandera) |
| Justificar a la izquierda la salida | Los valores están justificados |
| Prefije el valor con '+' o '-' | Sólo los valores negativos tienen como prefijo |
| Si el valor tiene menos caracteres que el mínimo establecido, el valor tiene como prefijo ceros. | Los valores tienen el prefijo de espacios en blanco. |
| Los valores siempre se generan con un carácter separador (en la práctica, esto solo cambiaría el valor de salida si el valor está configurado para generar valores enteros solamente) | Cuando la salida se establece solo en números enteros, el carácter separador no se agrega al valor. |
Formato predeterminado para variables
La mayoría de las variables tienen un formato predeterminado; (que se muestra a continuación) para establecer un formato diferente para una variable, ingrese la siguiente línea en su postprocesador y modifique los parámetros para adaptarlos a su controlador.
Predeterminado | Ejemplo |
|
Se generará el número de línea siempre . Se insertará un carácter 'N' antes del número de línea. Se generará como un número entero. |
|
Se generará la velocidad del husillo siempre . Se insertará un carácter 'S' antes del valor y se generará como un número entero. |
|
La velocidad de avance se generará con un carácter F antes del valor y solo se generará cuando cambie. El valor se generará con 1 decimal. Nota En esta cadena de formato hay un parámetro adicional de opción. Este es el multiplicador de valor. |
VAR PLUNGE_RATE = [FP|A||1.0] |
La velocidad de inmersión se generará con un carácter F antes del valor y solo se generará cuando cambie. El valor se generará con 1 decimal. Nota En esta cadena de formato hay un parámetro adicional de opción. Este es el multiplicador de valor. |
|
La tasa de corte se generará con un carácter F antes del valor y solo se generará cuando cambie. El valor se generará con 1 decimal. Nota En esta cadena de formato hay un parámetro adicional de opción. Este es el multiplicador de valor. |
|
El valor de la posición se generará con un carácter 'X' antes del valor, la posición siempre se generará y se generará con 3 decimales; esto normalmente sería adecuado para un control que requiere salida métrica. Si desea generar los valores con 4 decimales, sería más típico para un controlador que funcione en pulgadas. Formatearía la línea de la siguiente manera.
|
|
El valor de la posición inicial se generará con un carácter 'X' antes del valor, la posición siempre se generará y se generará con 3 decimales; esto normalmente sería adecuado para un control que requiere salida métrica. Si desea generar los valores con 4 decimales, sería más típico para un controlador que funcione en pulgadas. Formatearía la línea de la siguiente manera.
|
|
El valor se generará con un carácter 'X' antes del valor, la posición siempre se generará y se generará con 3 decimales; esto normalmente sería adecuado para un control que requiere salida métrica. Si desea generar los valores con 4 decimales, sería más típico para un controlador que funcione en pulgadas. Formatearía la línea de la siguiente manera.
Nota En esta cadena de formato hay un parámetro adicional de opción. Este es el multiplicador de valor. |
|
El valor se generará con un carácter 'Y' antes del valor, el valor se generará siempre y se generará con 3 decimales; esto normalmente sería adecuado para un control que requiere salida métrica. Si desea generar los valores con 4 decimales, sería más típico para un controlador que funcione en pulgadas. Formatearía la línea de la siguiente manera.
|
|
El valor se generará con un carácter 'J' antes del valor, el valor se generará siempre y se generará con 3 decimales; esto normalmente sería adecuado para un control que requiere salida métrica. Si desea generar los valores con 4 decimales, sería más típico para un controlador que funcione en pulgadas. Formatearía la línea de la siguiente manera.
|
|
El valor se generará con un carácter 'J' antes del valor, el valor se generará siempre y se generará con 3 decimales; esto normalmente sería adecuado para un control que requiere salida métrica. Si desea generar los valores con 4 decimales, sería más típico para un controlador que funcione en pulgadas. Formatearía la línea de la siguiente manera.
Nota En esta cadena de formato hay un parámetro adicional de opción. Este es el multiplicador de valor. |
|
El valor se generará con un carácter 'X' antes del valor, el valor se generará siempre y se generará con 3 decimales; esto normalmente sería adecuado para un control que requiere salida métrica. Si desea generar los valores con 4 decimales, sería más típico para un controlador que funcione en pulgadas. Formatearía la línea de la siguiente manera.
|
|
El valor se generará con un carácter 'X' antes del valor, el valor se generará siempre y se generará con 3 decimales; esto normalmente sería adecuado para un control que requiere salida métrica. Si desea generar los valores con 4 decimales, sería más típico para un controlador que funcione en pulgadas. Formatearía la línea de la siguiente manera.
|
|
El valor se generará con un carácter 'R' antes del valor, el valor se generará siempre y se generará con 3 decimales; esto normalmente sería adecuado para un control que requiere salida métrica. Si desea generar los valores con 4 decimales, sería más típico para un controlador que funcione en pulgadas. Formatearía la línea de la siguiente manera.
|
|
El valor se generará con un carácter 'A' antes del valor, el valor se generará siempre y se generará con 3 decimales; esto normalmente sería adecuado para un control que requiere salida métrica. Si desea generar los valores con 4 decimales, sería más típico para un controlador que funcione en pulgadas. Formatearía la línea de la siguiente manera.
|
|
El valor se generará con un carácter 'X' antes del valor, el valor se generará siempre y se generará con 3 decimales. |
Valor multiplicador
El valor del multiplicador se utiliza para multiplicar el valor para generar un valor diferente. Las razones habituales para desear hacer esto son:
Para convertir la salida predeterminada de un postprocesador de pulgadas, de pulgadas por minuto a pulgadas por segundo, (multiplicar por 0.01666).
Para convertir la salida predeterminada de un postprocesador métrico, de mm por minuto a mm por segundo, (multiplicar por 0.0166).
Para que los valores positivos sean negativos (y viceversa), (multiplicar por -1).
Para convertir la salida de un ángulo de arco de radianes a grados, (multiplicar por 57.2957795).
Para multiplicar o dividir por un factor fijo (es decir, producir un modelo a escala 1:4, multiplicar por 0,25)
Bloques de postprocesador
ENCABEZAMIENTO
+---------------------------------------------------
+ Commands output at the start of the file
+---------------------------------------------------
begin HEADER
"Commands"
El encabezado es la ubicación de las instrucciones que se generan una vez, al inicio del archivo, y generalmente configuran comandos modales para el controlador.
Por ejemplo, el encabezado puede contener un comando para mostrar el nombre del archivo en el controlador y una serie de "códigos G" para configurar la máquina, por ejemplo G20 para indicarle al control que los movimientos son en pulgadas, o G21 para indicarle al control que los movimientos son en pulgadas. Controla que los movimientos sean en milímetros.
Las variables que quizás desee que estén dentro de la sección del encabezado podrían incluir:
Información sobre el bloque de material
- Extensión mínima en X = [XMIN]
- Extensión mínima en Y = [YMIN]
- Extensión mínima en Z = [ZMIN]
- Extensión máxima en X = [XMAX]
- Extensión máxima en Y = [YMAX]
- Extensión máxima en Z = [ZMAX]
- Longitud del material en X = [XLENGTH]"
- Longitud del material en Y = [YLENGTH]"
- Profundidad del material en Z = [ZLENGTH]"
Información de posición inicial
- Inicio X = [XH]
- Inicio Y = [YH]
- Inicio Z = [ZH]
- Espacio libre rápido o Safe Z = [SAFEZ]
Detalles de la primera herramienta a utilizar.
- Número de herramienta = [T]
- Nombre de la herramienta = [TOOLNAME]
Velocidades de corte iniciales
- Velocidad de avance utilizada para cortar y sumergir en el material = [F]
- Velocidad de avance mientras la herramienta corta el material = [FC]
- Velocidad de avance mientras la herramienta se hunde en el material = [FP]
Los valores reales dependen de las UNIDADES configuradas (consulte Configuración global de archivos). Los valores predeterminados son MM/Minuto o Pulgadas/Minuto, pero la salida se puede cambiar para adaptarla configurando el formato “VAR FEED_RATE” apropiado.
Velocidad del husillo
- Velocidad del husillo = [S] R.P.M.
EJE_ON
+---------------------------------------------------
+ Commands output at when the Spindle first turns on.
+---------------------------------------------------
begin SPINDLE_ON
"Commands"
La sección Husillo activado se agregó para permitir operaciones de husillo y láser en el mismo posprocesador en lugar de tener el comando Husillo activado como parte del encabezado.
Normalmente, esto solo tendrá el comando Husillo activado (M03, por ejemplo), pero también puede incluir un comando de velocidad del husillo [S].
CAMBIO DE HERRAMIENTA
+---------------------------------------------------
+ Commands output at toolchange
+---------------------------------------------------
begin TOOLCHANGE
"Commands"
Comandos que se generan cuando se requiere un cambio de herramienta. Las variables y comandos que se pueden utilizar incluyen:
- Número de herramienta anterior = [TP]
- Número de herramienta = [T]
- Nombre de la herramienta = [TOOLNAME]
- Nombre de la trayectoria de herramienta = [TOOLPATH_NAME]
- Nombre de ruta de acceso de herramienta = [PATHNAME]
- Nombre de archivo de trayectoria de herramienta = [TP_FILENAME]
- Directorio de archivos de trayectoria de herramienta = [TP_DIR]
- Extensión de trayectoria de herramienta = [TP_EXT]
- Velocidad del husillo = [S] R.P.M.
- M3 M Código utilizado a menudo para encender el husillo (rotación en el sentido de la reloj).
- M5 M Código utilizado a menudo para apagar el husillo.
NUEVO_SEGMENTO
+---------------------------------------------------
+ Commands output for a new segment ( new toolpath with current toolnumber)
+---------------------------------------------------
begin NEW_SEGMENT
"Commands"
Para ver un ejemplo de una sección NEW_SEGMENT, consulte el archivo: Mach2_3_ATC_Arcs_inch.pp
Comandos que se emiten cuando una nueva trayectoria utiliza la herramienta seleccionada actualmente, pero quizás se requiere una velocidad de husillo diferente o la máquina requiere instrucciones adicionales.
No es necesario incluir ningún comando que se utilice en la sección NEW_SEGMENT en la sección TOOLCHANGE, ya que un cambio de herramienta también llamará automáticamente a las instrucciones de la sección NEW_SEGMENT.
Las variables que se utilizan comúnmente incluyen.
- Velocidad del husillo = [S] R.P.M.
- M3 M Código utilizado a menudo para encender el husillo (rotación en el sentido de la reloj).
- M5 M Código utilizado a menudo para apagar el husillo.
INITIAL_RAPID_MOVE
+---------------------------------------------------
+ Commands output for Initial rapid move
+---------------------------------------------------
begin INITIAL_RAPID_MOVE
"Commands"
Para ver un ejemplo de una sección de INITIAL_RAPID_MOVE, consulte el archivo: Saom_OSAI_Arc_inch.pp
Los comandos que se generan cuando se realiza el primer movimiento rápido después del encabezado o un cambio de herramienta. Una Sección no utilizada para la mayoría de los mensajes, pero útil si el primer movimiento rápido, necesita generar información diferente a los movimientos rápidos subsiguientes. Esta sección a veces es necesaria para las variantes HPGL.
MOVE_RÁPIDO
+---------------------------------------------------
+ Commands output for rapid moves.
+---------------------------------------------------
begin RAPID_MOVE
"Commands"
Comandos que se emiten cuando se requieren movimientos rápidos.
FIRST_FEED_MOVE
+---------------------------------------------------
+ Commands output for first feed rate move in a series of feed moves.
+---------------------------------------------------
begin FIRST_FEED_MOVE
"Commands"
Esta sección se usa comúnmente cuando los controladores requieren que la velocidad de avance se establezca en el primer movimiento de alimentación; esta velocidad luego se usaría para los movimientos de corte posteriores.
Para ver un ejemplo de una sección FIRST_FEED_MOVE, consulte el archivo: Axyz_Arcs_ATC_inch.pp
ALIMENTAR_MOVE
+---------------------------------------------------
+ Commands output for feed rate moves
+---------------------------------------------------
begin FEED_MOVE
"Commands"
Se utiliza para generar información necesaria en cada movimiento, o todos los movimientos de alimentación, excepto el primer movimiento de alimentación, si una sección FIRST_FEED_MOVE está presente dentro del postprocesador.
FIRST_CW_ARC_MOVE
+---------------------------------------------------
+ Commands output for the first clockwise arc move in a series of cw arc moves
+---------------------------------------------------
begin FIRST_CW_ARC_MOVE
"Commands"
Similar a la sección FIRST_FEED_MOVE, pero para segmentos de arco en el sentido de las agujas del reloj. Esta sección se usa comúnmente cuando los controladores requieren que la velocidad de avance esté configurada para el primer segmento de arco; esta velocidad luego se usaría para movimientos de arco posteriores en la misma dirección.
Para ver un ejemplo de una sección FIRST_CW_ARC_MOVE, consulte el archivo: Centroid_Arcs_inch.pp
FIRST_CW_HELICAL_ARC_PLUNGE_MOVE
+---------------------------------------------------
+ Commands output for clockwise helical arc plunge move in a series of moves.
+---------------------------------------------------
begin FIRST_CW _HELICAL_ARC_MOVE
"Commands"
Similar a la sección FIRST_CW_ARC_MOVE, pero para los movimientos que también se mueven en Z. La salida de las velocidades de avance es de la velocidad de caída establecida para la herramienta.
Para ver un ejemplo de una sección de CW_HELICAL_ARC_PLUNGE_MOVE, consulte el archivo: Mach2_3_ATC_Arcs_inch.pp
FIRST_CW_HELICAL_ARC_MOVE
+---------------------------------------------------
+ Commands output for clockwise helical arc move in a series of moves.
+---------------------------------------------------
begin FIRST_CW_HELICAL_ARC_MOVE
"Commands"
Similar a la sección FIRST_CW_ARC_MOVE, pero para los movimientos que también se mueven en Z.
Para ver un ejemplo de una sección de CW_HELICAL_ARC_MOVE, consulte el archivo: Mach2_3_ATC_Arcs_inch.pp
CW_ARC_MOVE
+---------------------------------------------------
+ Commands output for clockwise arc moves.
+---------------------------------------------------
begin CW_ARC_MOVE
"Commands"
Similar a la sección FEED_MOVE, pero para los segmentos de arco en el sentido de las agujas del reloj.
Para ver un ejemplo de una sección de CW_ARC_MOVE, consulte el archivo: Centroid_Arcs_inch.pp
CW_HELICAL_ARC_MOVE
+---------------------------------------------------
+ Commands output for clockwise helical arc moves
+---------------------------------------------------
begin CW_HELICAL_ARC_MOVE
"Commands"
Similar a la sección CW_ARC_MOVE, pero para los movimientos que también se mueven en Z.
Para ver un ejemplo de una sección de CW_HELICAL_ARC_MOVE, consulte el archivo: Mach2_3_ATC_Arcs_inch.pp
FIRST_CCW_ARC_MOVE
+---------------------------------------------------
+ Commands output for the first counter-clockwise arc move in a series of ccw arc moves.
+---------------------------------------------------
begin FIRST_CCW_ARC_MOVE
"Commands"
Similar a la sección FIRST_FEED_MOVE, pero para los segmentos de arco en sentido contrario a las agujas del reloj. Esta sección se utiliza comúnmente cuando los controladores requieren que la velocidad de avance se establezca para el primer segmento de arco, esta velocidad se utilizaría para los movimientos de arco posteriores en la misma dirección.
Para ver un ejemplo de una sección de FIRST_CCW_ARC_MOVE, consulte el archivo: Centroid_Arcs_inch.pp
FIRST_CCW_HELICAL_ARC_PLUNGE_MOVE
+---------------------------------------------------
+ Commands output for counter- clockwise helical arc plunge move in a series of moves.
+---------------------------------------------------
begin FIRST_CCW_HELICAL_ARC_MOVE
"Commands"
Similar a la sección FIRST_CCW_ARC_MOVE, pero para los movimientos que también se mueven en Z. La salida de las velocidades de avance es de velocidad de inmersión establecida para la herramienta.
Para ver un ejemplo de una sección de CCW_HELICAL_ARC_PLUNGE_MOVE, consulte el archivo: Mach2_3_ATC_Arcs_inch.pp
FIRST_CCW_HELICAL_ARC_MOVE
+---------------------------------------------------
+ Commands output for first counter-clockwise helical arc move in a series of moves.
+---------------------------------------------------
begin FIRST_CCW_HELICAL_ARC_MOVE
"Commands"
Similar a la sección FIRST_CCW_ARC_MOVE, pero para los movimientos que también se mueven en Z.
Para obtener un ejemplo de una sección de CCW_HELICAL_ARC_MOVE, consulte el archivo: Mach2_3_ATC_Arcs_inch
CCW_ARC_MOVE
+---------------------------------------------------
+ Commands output for counter-clockwise arc moves.
+---------------------------------------------------
begin CCW_ARC_MOVE
"Commands"
Similar a la sección FEED_MOVE, pero para los segmentos de arco en sentido contrario a las agujas del reloj.
Para ver un ejemplo de una sección de CCW_ARC_MOVE, consulte el archivo: Centroid_Arcs_inch.pp
CCW_HELICAL_ARC_MOVE
+---------------------------------------------------
+ Commands output for counter-clockwise helical arc moves
+---------------------------------------------------
begin CCW_HELICAL_ARC_MOVE
"Commands"
Similar a la sección CCW_ARC_MOVE, pero para los movimientos que también se mueven en Z.
Para ver un ejemplo de una sección de CCW_HELICAL_ARC_MOVE, consulte el archivo: Mach2_3_ATC_Arcs_inch.pp
PIE DE PÁGINA
El pie de página es la sección del postprocesador para las instrucciones que se envían al controlador al final de un archivo. Estas pueden ser instrucciones para devolver la herramienta a la posición de inicio, apagar el husillo o apagar la alimentación a las unidades.
+---------------------------------------------------
+ Commands output at the end of the file
+---------------------------------------------------
begin FOOTER
"Commands"
Las variables que se utilizan comúnmente incluyen.
- G00 [XH] [YH] [ZH] Posición de inicio rápida a X,Y,Z.
- M05 M Código utilizado a menudo para apagar el husillo.
- M30 M Código utilizado a menudo para significar el final del archivo.
EJE_ON
La sección Eje activado se utiliza después del encabezado y permite que los comandos Eje activado se utilicen en una combinación de posprocesador de fresado/láser.
Si se utilizan comandos Spindle on en el encabezado, este bloque no debe incluirse.
+---------------------------------------------------
+ Commands output at the end of the file
+---------------------------------------------------
begin SPINDLE_ON
"Commands"
Las variables que se utilizan comúnmente incluyen.
- M3 para husillo encendido
- [S] Para velocidad del husillo
Secciones de soporte de Jet
Estas secciones son para apoyar herramientas de corte a base de chorros como láseres, plasmas y chorros de agua.
JET_TOOL_POWER
+---------------------------------------------------
+ Commands output when the cutter's power is set
+---------------------------------------------------
begin JET_TOOL_POWER
"Commands"
Para ver un ejemplo de una sección JET_TOOL_POWER, consulte el archivo: Grbl.pp
Comandos que se emiten cuando se emite la configuración de energía asociada con una 'herramienta' láser.
JET_TOOL_ON
+---------------------------------------------------
+ Commands output when the cutter's power is turned ON
+---------------------------------------------------
begin JET_TOOL_ON
"Commands"
Para ver un ejemplo de una sección JET_TOOL_ON, consulte el archivo: Grbl.pp
Comandos que se emiten cuando la herramienta Jet está encendida. Esto es, en términos generales, equivalente a SPINDLE_ON, pero generalmente se emite al final de un movimiento de inmersión cuando el cortador de chorro ya está a la altura de corte prevista, en lugar de antes del movimiento de inmersión como lo requiere un cortador con husillo.
JET_TOOL_OFF
+---------------------------------------------------
+ Commands output when the cutter's power is turned OFF
+---------------------------------------------------
begin JET_TOOL_OFF
"Commands"
Para ver un ejemplo de una sección de JET_TOOL_OFF, consulte el archivo: Grbl.pp
Comandos que se emiten cuando la herramienta de chorro está apagada.
Otras secciones menos utilizadas
FEED_RATE_CHANGE
+---------------------------------------------------
+ Commands output when feed rate changes
+---------------------------------------------------
begin FEED_RATE_CHANGE
"Commands"
Para ver un ejemplo de una sección de FEED_RATE_CHANGE, consulte el archivo: Gravograph_IS200.pp
Comandos que se emiten cuando se cambia la velocidad de avance. Esta sección no se utiliza a menudo ya que muchos controladores aceptarán cambios en la velocidad de avance anexados a otras instrucciones, pero a veces se utilizan con variantes HPGL.
FIRST_PLUNGE_MOVE
+---------------------------------------------------
+ Commands output for the First Plunge Move, in a series of plunge moves.
+---------------------------------------------------
begin FIRST_PLUNGE_MOVE
"Commands"
Para ver un ejemplo de una sección FIRST_PLUNGE_MOVE, consulte el archivo: Holz-Her_7123_ATC_Arcs_mm.pp
Esta sección se utiliza a menudo en máquinas que no admiten completamente el movimiento 3D simultáneo, por ejemplo, el eje Z no puede viajar tan rápido como el eje X y Y. Otro uso de esta sección podría ser incluir comandos que desea generar cada vez que se produzca el primer movimiento de inmersión. Por ejemplo, comandos para encender una antorcha de plasma. Normalmente, las múltiples inmersiones solo se emitirían dentro de un movimiento de rampa, por lo que este comando sería útil para los controles que se envían automáticamente entre cortes y donde las instrucciones como velocidades revisadas y alimentación deben especificarse en el primer movimiento de inmersión, y estas instrucciones no son necesarias para los movimientos de inmersión posteriores dentro de la operación de rampa.
INMERSIÓN_MOVE
+---------------------------------------------------
+ Commands output for Plunge Moves
+---------------------------------------------------
begin PLUNGE_MOVE
"Commands"
Para ver un ejemplo de una sección PLUNGE_MOVE, consulte el archivo: Burny_arc_inch.pp
Esta sección se usa a menudo en máquinas que no admiten completamente el movimiento 3D simultáneo, por ejemplo, el eje Z no puede viajar tan rápido como los ejes X e Y. Otro uso de esta sección podría ser incluir comandos que desee generar cada vez que se produzca un movimiento de inmersión. Por ejemplo, comandos para encender una antorcha de plasma.
RETRACT_MOVE
+---------------------------------------------------
+ Commands output for Retract Moves
+---------------------------------------------------
begin RETRACT_MOVE
"Commands"
Para obtener un ejemplo de una sección de RETRACT_MOVE, consulte el archivo: Burny_arc_inch.pp
Un uso de esta sección podría ser incluir comandos para apagar una antorcha de plasma.
DWELL_MOVE
+---------------------------------------------------
+ Commands output for Dwell Commands
+---------------------------------------------------
begin DWELL_MOVE
"Commands"
Para ver un ejemplo de una sección DWELL_MOVE, consulte el archivo: Mach2_3_Arcs_inch.pp
Este comando fue introducido para VCarve Pro 7.5 y Aspire 4.5 y versiones posteriores. Se utiliza con una trayectoria de herramienta de taladrado, cuando se ha especificado un tiempo de espera en el programa. Si no se define esta sección, se omiten los comandos de espera, pero el resto de la trayectoria de herramienta de taladrado se emitirá de forma normal. La variable DWELL se documenta en la sección Variables.
Caracteres especiales
La mayoría de los caracteres se pueden generar dentro de los límites de las instrucciones de salida del postprocesador; sin embargo, ciertos caracteres tienen un significado especial dentro de los archivos de configuración del postprocesador y no se pueden generar directamente.
Estos son, los corchetes [ ], y el carácter de comillas dobles " Puede ser el caso de que necesite generar uno de estos caracteres dentro de su archivo de salida.
Si desea generar uno de estos caracteres, puede hacerlo encerrando el equivalente decimal del valor ASCII del carácter especial que desea generar, entre corchetes, como se muestra a continuación. Este método también se puede utilizar para insertar cualquier valor ASCII, incluso caracteres no imprimibles.
- [91] Emite un corchete cuadrado izquierdo.
- [93] Emite un corchete cuadrado derecho.
- [34] Emite un carácter de comillas dobles.
- [13] Emite un retorno de carro.
- [10] Emite un salto de línea.
Para obtener un ejemplo de un archivo que utiliza caracteres especiales, consulte: Biesse_Rover_Arcs_mm.pp
Ejemplo: Adición de comandos de cambio de herramienta
En la mayoría de los casos, la forma más rápida y sencilla de producir un posprocesador personalizado que se adapte a su controlador será editar un posprocesador existente. Para hacer esto, primero cree un archivo de prueba simple que pueda usar para probar la salida de su posprocesador. Un archivo simple puede constar de una línea y dos círculos. Produzca trayectorias de herramientas de perfil de corte poco profundo para cada una de las formas, mecanizando "en" la línea, "dentro" de uno de los círculos y "fuera" del otro círculo.
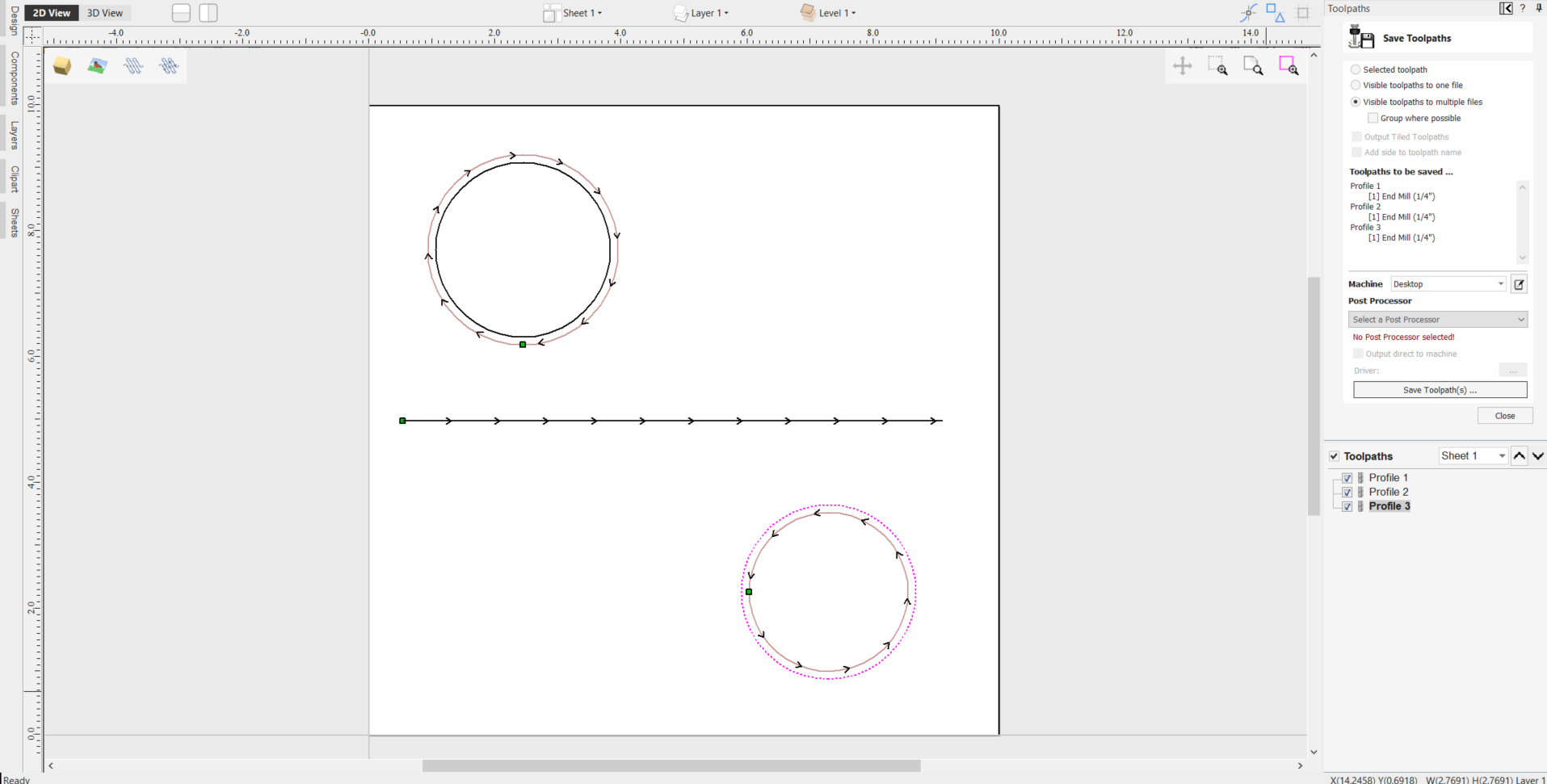
Guarde una trayectoria con su postprocesador base y échale un vistazo con su editor de texto favorito. A continuación se muestra un ejemplo del archivo de prueba publicado utilizando el postprocesador "G-Code Arcs (pulgadas) (*.tap)". El siguiente ejemplo se muestra utilizando el popular editor Notepad ++.
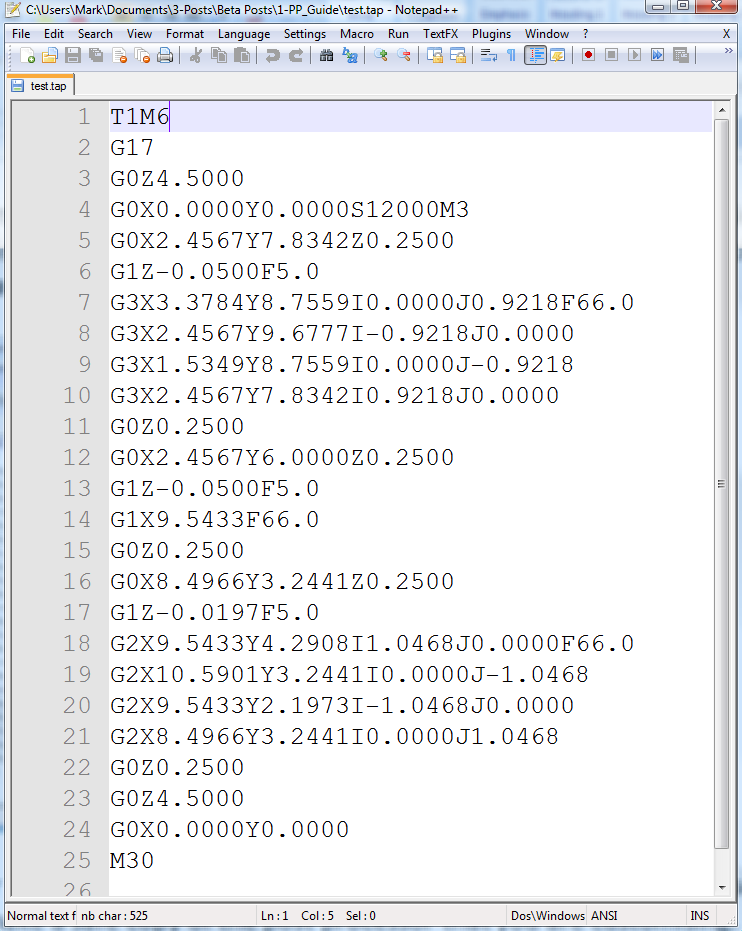
Para nuestro ejemplo, agregaremos una sección de cambio de herramientas a este postprocesador. Vaya a la opción Configuración de la máquina en el menú de la máquina.
En la sección Postprocesador asociado, haga clic en el ícono (+) y desplácese hacia abajo en la lista para ubicar su Postprocesador en la lista.
Haga clic derecho sobre él y seleccione Personalizar
Aparecerá una nueva copia del posprocesador en la parte superior de la lista con un icono de lápiz al lado.
Haga clic derecho en esta copia y seleccione Abrir localización de archivo
Esto abrirá la carpeta de Windows con el archivo .pp Post Processor que luego podrá editar directamente si necesita ajustar los comandos para que quepan. configuración particular de su máquina. Estos archivos .pp de posprocesador se pueden editar en cualquier software de edición de texto estándar.
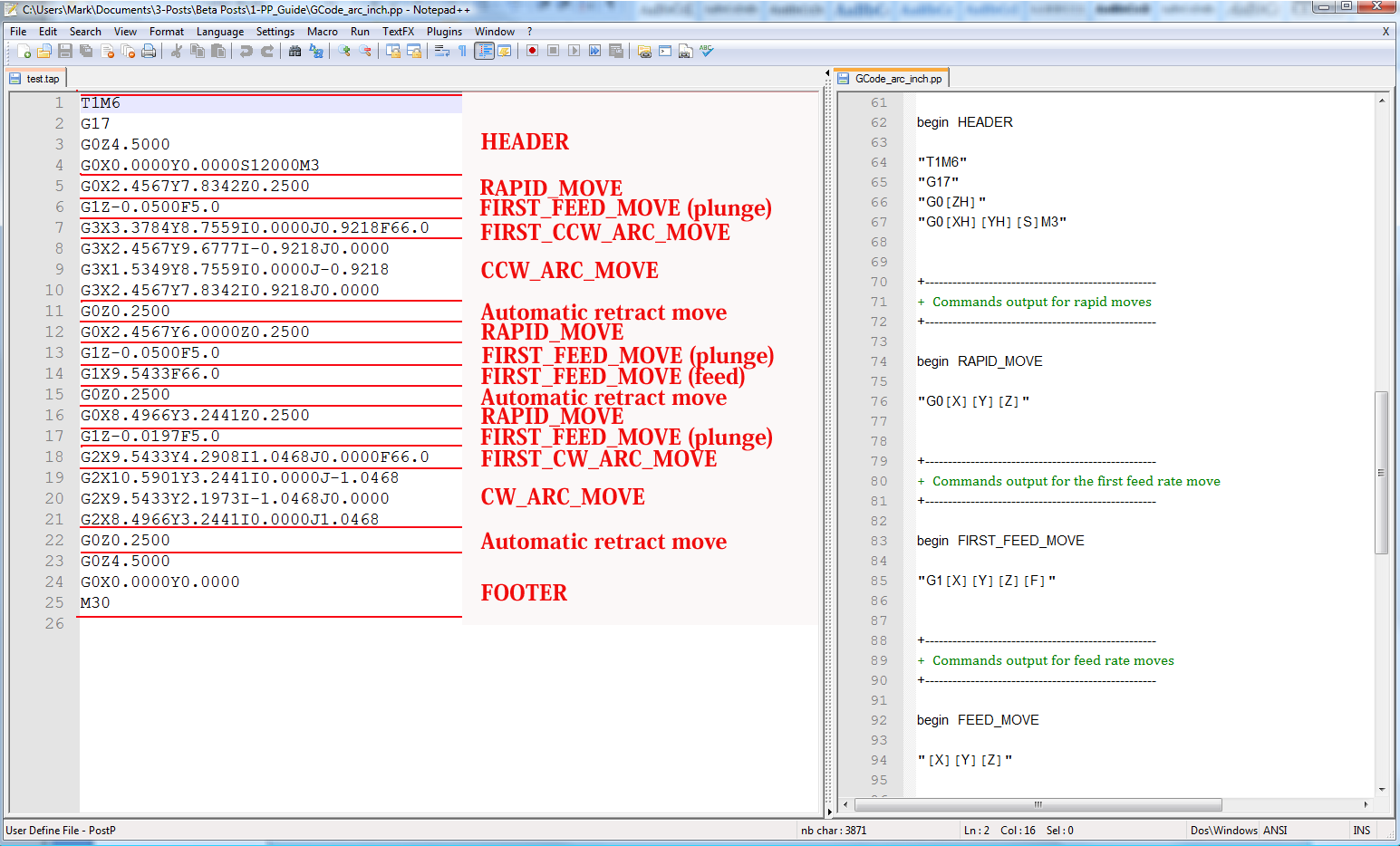
Para agregar una sección de Cambio de Herramienta al postprocesador, deberá consultar la documentación para el control de la máquina herramienta (o software de control). Para este ejemplo, asumiremos que las instrucciones que necesita agregar para realizar un cambio de herramienta para su máquina herramienta en particular son las siguientes:
- M05 Instrucción para apagar el husillo antes del cambio de herramienta.
- M0 Instrucción para devolver la herramienta existente al portaherramientas.
- M06TTool_Number n Instrucción para seleccionar nueva herramienta Tool_Number n
- G43HTool_Number n Instrucción para el control a utilizar Compensación de longitud de herramienta para la herramienta n
- Sxxx M03 Establezca la velocidad del husillo en xxx; Encienda el eje (rotación en el sentido de las agujas del reloj).
Edita el postprocesador usando tu editor de texto favorito.
Si el sistema operativo del equipo está habilitado para Microsoft Vista y el Control de acceso de usuario está habilitado, copie o mueva el postprocesador que está editando desde la carpeta PostP a una carpeta debajo del área de usuario.
Lo primero que debe editar dentro del archivo es la sección Comentarios de historial; Para que tenga un registro de los cambios.
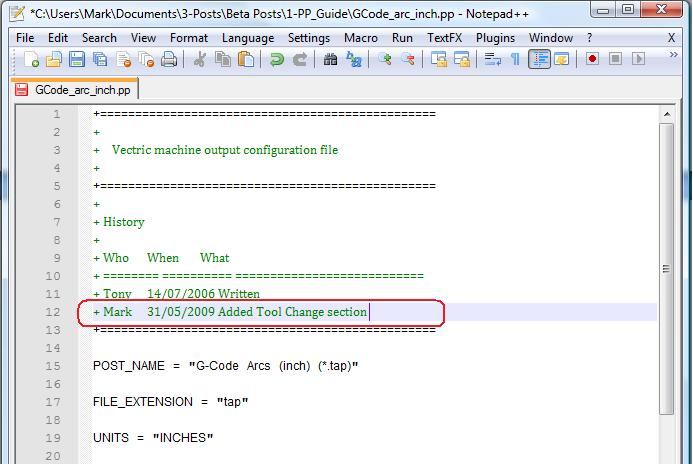
A continuación, edite POST_NAME para reflejar que este postprocesador genera comandos de cambio automático de herramientas (ATC), el nuevo post se mostrará como "G-Code ATC Arcs (inch)(*.tap)" en la lista de postprocesadores.
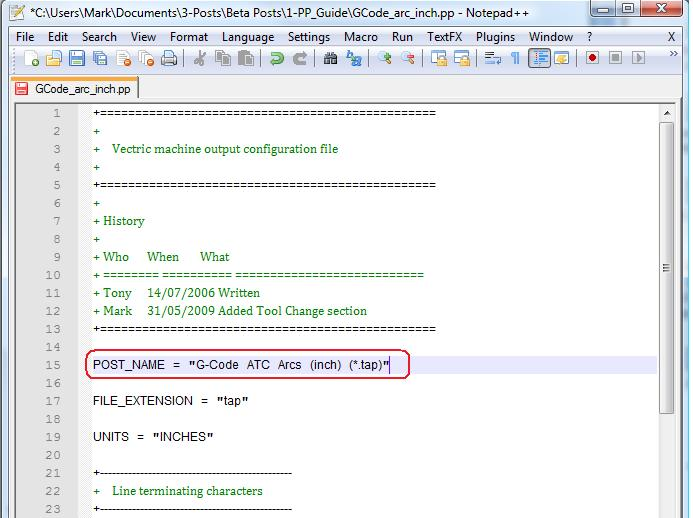
A continuación, agregue una sección de cambio de herramienta que incluirá las instrucciones. La ubicación de la nueva sección dentro del archivo no es importante, pero un buen lugar para insertarla es entre las secciones Header (encabezado) y Rapid Move (movimiento rápido).
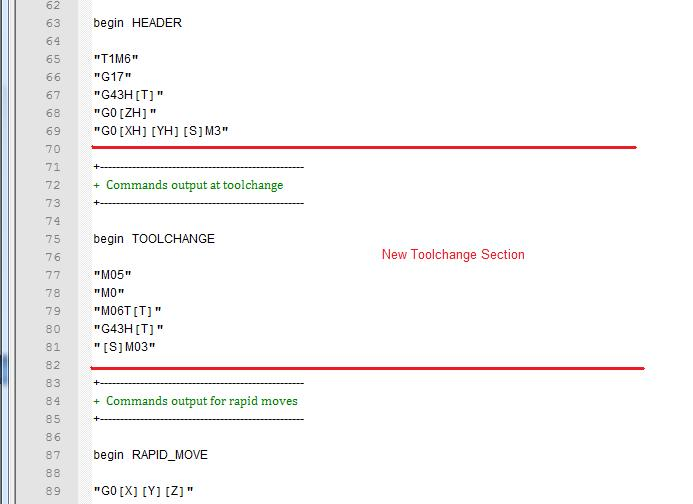
Agregue algunas líneas de comentario en la parte superior de la nueva sección, (comenzando por el carácter +) para describir la sección y hacer que el archivo en su conjunto sea más fácil de leer. A continuación, introduzca la línea "begin TOOLCHANGE" para indicar al postprocesador que se van a generar las siguientes instrucciones para cada cambio de herramienta (excepto la selección inicial de la herramienta, los comandos para estos están contenidos en la sección de encabezado).
El siguiente paso es introducir las instrucciones que necesite, entre comillas dobles. La "[T]" en la tercera y cuarta líneas de instrucción de nuestro ejemplo, se sustituirá por el número de herramienta cuando se procese el archivo; La "[S]" de la quinta línea se sustituirá por la velocidad del husillo de la herramienta.
Por último, tendrá que guardar los cambios en el archivo, ya que ha cambiado POST_NAME, guarde el archivo con un nuevo nombre, por ejemplo "GCODE_ATC_Arcs_inch.pp"
Si el sistema operativo del equipo es Microsoft Windows 7 o Microsoft Vista y el Control de acceso de usuarios está habilitado, copie el archivo que ha editado en la carpeta "PostP".
Para probar el nuevo postprocesador, si el software se está ejecutando, reinicie el software.
Si hay algún error de sintaxis con su postprocesador, se mostrará un error similar a la imagen siguiente cuando se inicie el software, el postprocesador que ha editado no aparecerá en la lista desplegable de archivos de configuración del postprocesador. Tendrá que corregir cualquier error y reiniciar el software.
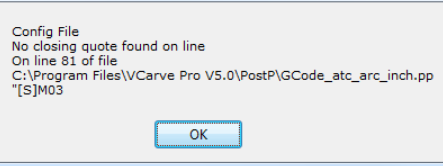
Si no se muestran errores cuando se inicia el software, abra el archivo de prueba y guarde una o varias de las rutas de herramientas de prueba.
Seleccione el postprocesador en la lista desplegable de la configuración del postprocesador y pulse el botón "Guardar trayectoria(s) de herramienta".
Echa un vistazo al archivo que acabas de guardar en un editor de texto.
Si el contenido del archivo se ve bien, prueba el archivo en el equipo.
Por favor, tome todas las precauciones necesarias al ejecutar la salida de un postprocesador modificado por primera vez.
Ejemplo: Cambiar la extensión de archivo
La extensión del archivo que el postprocesador produce automáticamente se puede cambiar dentro del cuadro de diálogo "Guardar como", al hacer clic en el botón "Guardar trayectoria(s)".
Sin embargo, en lugar de cambiar la extensión del archivo cada vez. Es más conveniente cambiar permanentemente la extensión del archivo producido por el posprocesador.
Para hacer esto:
Para nuestro ejemplo, agregaremos una sección de cambio de herramientas a este postprocesador. Vaya a la opción Configuración de la máquina en el menú de la máquina.
En la sección Postprocesador asociado, haga clic en el ícono (+) y desplácese hacia abajo en la lista para ubicar su Postprocesador en la lista.
Haga clic derecho sobre él y seleccione Personalizar
Aparecerá una nueva copia del posprocesador en la parte superior de la lista con un icono de lápiz al lado.
Haga clic derecho en esta copia y seleccione Abrir localización de archivo
Esto abrirá la carpeta de Windows con el archivo .pp Post Processor que luego podrá editar directamente si necesita ajustar los comandos para que quepan. configuración particular de su máquina. Estos archivos .pp de posprocesador se pueden editar en cualquier software de edición de texto estándar.
Edita el postprocesador usando tu editor de texto favorito.
Si el sistema operativo de su computadora es Microsoft Windows 7 o Microsoft Vista y el Control de acceso de usuarios está habilitado, copie o mueva el posprocesador que está editando desde la carpeta PostP a una carpeta debajo de su área de usuario.
Busque las siguientes dos líneas dentro del archivo de configuración del postprocesador que comienzan con:
POST_NAME =
FILE_EXTENSION =
y modifíquelos en consecuencia.
Por ejemplo, si desea cambiar la extensión del archivo producido por el postprocesador “Código G ATC (pulgadas) (*.tap)” de “.tap” a “.nc”. Luego edite las líneas:
POST_NAME = "G Code ATC (inch) (*.tap)"
FILE_EXTENSION = "tap"
para que lean:
POST_NAME = "G Code ATC (inch) (*.nc)"
FILE_EXTENSION = "nc"
Guarde los cambios en su archivo. Si el sistema operativo de su computadora es Microsoft Windows 7 o Microsoft Vista y el Control de acceso de usuario está habilitado, copie el archivo que ha editado nuevamente a la carpeta "PostP".
Para probar el nuevo posprocesador, si el software se está ejecutando, reinícielo. Si hay algún error de sintaxis con su posprocesador, se mostrará un error similar a la imagen a continuación cuando se inicie el software; el posprocesador que haya editado no aparecerá en la lista desplegable de archivos de configuración del posprocesador. Deberá rectificar cualquier error y reiniciar el software.
Si no se muestran errores cuando se inicia el software, abra el archivo de prueba y guarde una o varias de las rutas de herramientas de prueba.
Seleccione el postprocesador en la lista desplegable de la configuración del postprocesador y pulse el botón "Guardar trayectoria(s) de herramienta".
Echa un vistazo al archivo que acabas de guardar en un editor de texto.
Si el contenido del archivo se ve bien, prueba el archivo en el equipo.
Por favor, tome todas las precauciones necesarias al ejecutar la salida de un postprocesador modificado por primera vez.
Consejos y trucos
Siempre haga una copia segura del postprocesador que está editando, en caso de que necesite empezar de nuevo desde cero.
Si utiliza un programa de procesador de textos, como Microsoft Word, para editar un postprocesador, asegúrese de que el archivo se guarda como texto sin formato. El archivo no debe contener información de formato.
Si edita postprocesadores en un equipo que ejecuta Microsoft Windows 7 o Microsoft Vista, no edite los archivos directamente en la carpeta "Archivos de programa\Carpeta de producto\PostP". Edite siempre el archivo dentro de su área de usuario y copie el archivo editado en "Archivos de programa\carpeta de productos\PostP".
Utilice comentarios cuando realice cambios, un comentario es un texto que sigue a un signo + o un caracter | . Los comentarios no serán actuados por el programa, pero pueden ayudar a documentar los cambios que ha realizado y hacer que esos cambios sean comprensibles en el futuro.
Todas las líneas de instrucción deben estar contenidas entre comillas.
Si es posible, utilice un editor de texto que haga uso de números de línea; Esto facilitará la depuración del postprocesador si hay algún error en el archivo. El programa comprobará los postprocesadores en la carpeta PostP cuando se inicie el programa. Si hay errores de sintaxis en el archivo, se mostrará un mensaje de error que muestra el número de línea del primer error encontrado.
Una vez que haya editado correctamente un postprocesador, haga una copia segura del mismo. Si instala una versión posterior del producto Vectric que está utilizando, recuerde copiar el postprocesador modificado en la carpeta PostP de la nueva versión del software. Y seleccione su postprocesador modificado, la primera vez que guarde una trayectoria de herramienta, (el software recordará su selección para acciones posteriores).
Si instala otra versión del software o actualiza la versión del software, recuerde copiar las copias seguras de los postprocesadores editados a la carpeta PostP de la nueva versión. Asegúrese de seleccionar el postprocesador correcto la primera vez que publique un archivo con la nueva versión del software.
Para versiones posteriores del software, (V5.5 y superior). Se debe acceder a los postprocesadores desde la aplicación, haciendo clic en "Archivo > Abrir carpeta de datos de la aplicación\Carpeta PostP.
Se puede crear una lista personalizada de postprocesadores copiando solo los postprocesadores necesarios en la carpeta "Archivo > Abrir Carpeta de datos de la aplicación\My_PostP. Si existe algún archivo con una extensión de archivo .pp en la carpeta "My_PostP", solo los postprocesadores que existen en la carpeta My_PostP se mostrarán en la lista desplegable de postprocesadores.