Creazione di un lavoro nel Rotary
 Origine Z
Origine Z
È possibile specificare se l’utensile deve essere azzerato sul centro del cilindro o della superficie. Quando si arrotonda un blocco, non è possibile impostare Z sulla superficie del cilindro, in quanto la superficie cui fa riferimento è quella del blocco finito. Ai fini della coerenza e precisione, consigliamo vivamente di scegliere “Centro del cilindro” quando si emettono percorsi utensili adagiati, in quanto tale voce deve restare sempre costante, a prescindere dalle irregolarità nel diametro del pezzo lavorato o di errori nel centramento del pezzo nel mandrino.
Mancia:
Un consiglio utile per farlo è misurare con precisione la distanza tra il centro del mandrino e un punto conveniente come la parte superiore del mandrino o parte della staffa di montaggio dell'asse rotante. Annota questo offset z da qualche parte, azzera gli strumenti futuri a questo punto e inserisci il tuo offset z per ottenere la posizione del centro dell'asse rotante. Un altro motivo per scegliere il "Centro del cilindro" è che alcuni controlli saranno in grado di determinare la velocità di rotazione corretta per l'asse rotante in base alla distanza dal centro di rotazione. Se il valore Z è relativo alla superficie, il controllo dovrebbe conoscere il diametro o il raggio del cilindro a Z zero.
Origine XY
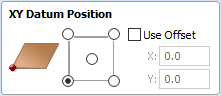
Origine disegno XY: qui è possibile specificare dove verrà posizionata l'origine zero XY sul lavoro. Queste opzioni corrispondono agli stessi campi del normale modulo "Impostazione lavoro" all'interno del programma. La maggior parte delle persone utilizzerebbe l'angolo in basso a sinistra predefinito, ma per alcuni lavori potresti preferire avere l'origine XY al centro.
- In un lavoro con orientamento orizzontale (lungo l'asse X), l'offset X corrisponderà alla lunghezza del cilindro e l'offset Y sarà un punto lungo la sua circonferenza.
- In un lavoro con orientamento verticale (lungo l'asse Y), è il contrario. L'offset Y corrisponderà alla lunghezza del cilindro e l'offset X sarà un punto lungo la sua circonferenza.
Orientamento
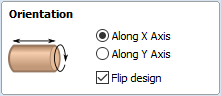
Orientamento del cilindro lungo - Questa sezione viene utilizzata per indicare al programma come hai allineato l'asse rotante sulla tua macchina. Se hai già realizzato il tuo progetto, ma desideri semplicemente cambiare il lavoro per una macchina diversa, puoi invertire il tuo progetto con il materiale in modo che tutti i vettori e i componenti rimangano gli stessi rispetto al lavoro.
Origine Z attivata - Questa sezione determina se l'origine Z è impostata sulla superficie del materiale o sulla base (centro del cilindro). Queste impostazioni possono essere sovrascritte quando il percorso utensile viene effettivamente salvato, ma consigliamo vivamente di selezionare 'Asse cilindro' per la lavorazione rotativa. Le ragioni di ciò sono dettagliate nella nota seguente.
Layout vettore
Oltre a creare un lavoro di dimensioni adeguate per il rivestimento dei percorsi utensile, durante la creazione del lavoro creerà una serie di vettori che possono essere molto utili durante la creazione del lavoro avvolto.
I vettori vengono creati sui propri livelli individuali e per impostazione predefinita questi livelli sono disattivati per evitare di ingombrare l'area di lavoro. Per attivare i livelli, visualizza la finestra di dialogo "Controllo livello" (Ctrl + L è la scorciatoia per mostrarlo/nasconderlo). Per mostrare/nascondere il livello è sufficiente fare clic sulla casella di controllo accanto al nome del livello.
Sweep a 2 guide - Questo livello contiene due vettori di linee rette che possono essere utilizzati per trascinare un profilo se stai creando una colonna sagomata.
Casella di delimitazione - Questo livello contiene un vettore rettangolare che copre l'intera area di lavoro. Questo vettore è utile se si intende lavorare l'intera superficie del cilindro.
Scelta del materiale in stock
Quando si imposta il progetto rotativo, il software presuppone un cilindro perfetto con un diametro esatto. In pratica il materiale a magazzino potrebbe essere irregolare, oppure potrebbero essere disponibili solo grezzi con profilo quadrato. In questi casi è necessario lavorare il pezzo grezzo in un cilindro della dimensione desiderata, prima di eseguire i percorsi utensile associati al progetto effettivo.
Un'altra considerazione è la lunghezza del materiale in stock. In genere, parte del pezzo grezzo verrà posizionata all'interno del mandrino. È inoltre importante che durante la lavorazione l'utensile da taglio sia sempre a distanza di sicurezza sia dal mandrino che dalla contropunta. Per questi motivi, il pezzo grezzo deve essere più lungo del disegno reale. Quando si imposta la macchina per il taglio, è necessario prestare particolare attenzione per garantire che l'origine sia impostata di conseguenza per evitare che l'utensile entri nel mandrino o nella contropunta!
Se il disegno è stato creato senza tenere presenti queste considerazioni, la dimensione del pezzo grezzo può sempre essere modificata nella forma Impostazione lavoro .
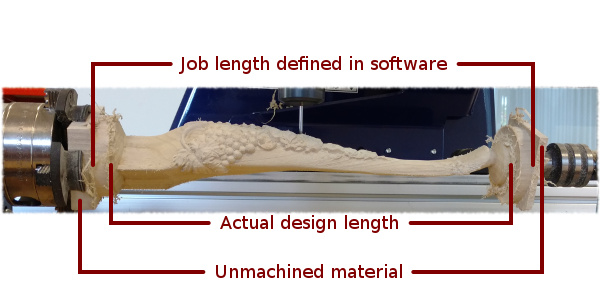
L'immagine seguente presenta un esempio di layout di un progetto rotativo. Come spiegato sopra, il pezzo grezzo effettivo è più lungo del lavoro definito in Aspire per consentire il mandrino e spazi sufficienti. Il progetto effettivo è più breve del lavoro definito in Aspire, per lasciare spazio per le linguette, che possono essere lavorate con il percorso utensile del profilo prima di rimuovere la parte finita dal mandrino.
Quando si lavorano forme 3D con spessori variabili come nell'esempio mostrato di seguito, è una buona idea posizionare l'estremità più spessa del modello sul lato più vicino al motore di azionamento. In questo modo la torsione torsionale influirà principalmente sull'estremità più resistente della parte lavorata e aiuterà a evitare la flessione o la rottura della parte durante la lavorazione.